(1)不可忽视热芯盒法制芯的适用性 热芯盒法制芯是在硅砂中加入适量的树脂和硬化剂,经混合后,用射芯机射入加热到一定温度的芯盒中,贴近芯盒表面的芯砂在芯盒的热作用与硬化剂的催化作用下,树脂由线型结构交联成体型结构而硬化。这一过程进行得很迅速,并且砂芯从芯盒取出后,中心部分的芯砂在余热和硬化反应放出的热量作用下仍可继续进行硬化反应。它为快速生产尺寸精度高的中、小砂芯(砂芯最大截面厚度为50~75mm,如果砂芯截面过厚,可设计成分块的,然后粘合成中空的砂芯,既有利于砂芯的硬化,又可节约树脂粘结剂与硅砂)提供了一种有效的方法,是适应20世纪60年代初期汽车制造业大量生产铸件的需要而兴起的,特别适合汽车、内燃机、农机行业的铸件大量流水生产。
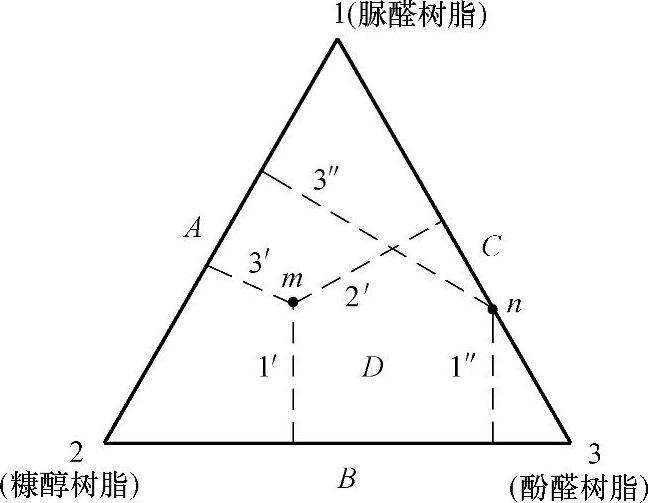
图1-60 脲醛、呋喃(糠醇)和酚醛三类树脂及其改性树脂名称和变化示意图
A—脲呋喃树脂 B—酚呋喃树脂 C—脲酚树脂 D—呋喃脲酚树脂
(2)不可忽视热芯盒法树脂砂可能采用的树脂品种 热芯盒法树脂砂于20世纪50年代中后期用于铸造业,我国则在20世纪60年代后期才开始推广使用。所用树脂主要有脲呋喃、脲酚呋喃、酚呋喃和酚醛。而构成这些树脂的基本成分,是对脲醛(UF)、酚醛(PF)和糠醇(FA)三大类树脂进行的改性,其中糠醇的结构中由于存在呋喃环,通常称以糠醇为主或用糠醇改性的脲醛、酚醛树脂为呋喃树脂、脲呋喃树脂、酚呋喃树脂、脲酚呋喃树脂等。图1-60所示是脲醛、酚醛和呋喃(糠醇)三类树脂及其变化示意图。图中等边三角形的每一顶点代表一类树脂,各边及三角形中的任一点(例如m和n)代表改性后形成的新树脂。由三角形的边上或中心一点向对边所作垂线的长度比例,即为各类树脂所占的比例。各种新型树脂的性能,主要取决于树脂中尿素、苯酚、糠醇的含量及其与甲醛的摩尔比;同时也取决于树脂的合成工艺。表1-35为国家机械行业标准JB/T 3828—1999《铸造用热芯盒树脂》规定的树脂牌号和性能指标。该性能指标中的游离甲醛含量还显太高,应进一步降低;强度方面也应进一步提高所合成树脂的强度,以利于减少加入量。
(3)热芯盒法树脂用硬化剂的禁忌
表1-35 铸造用热芯盒树脂牌号和性能指标(JB/T 3828—1999)
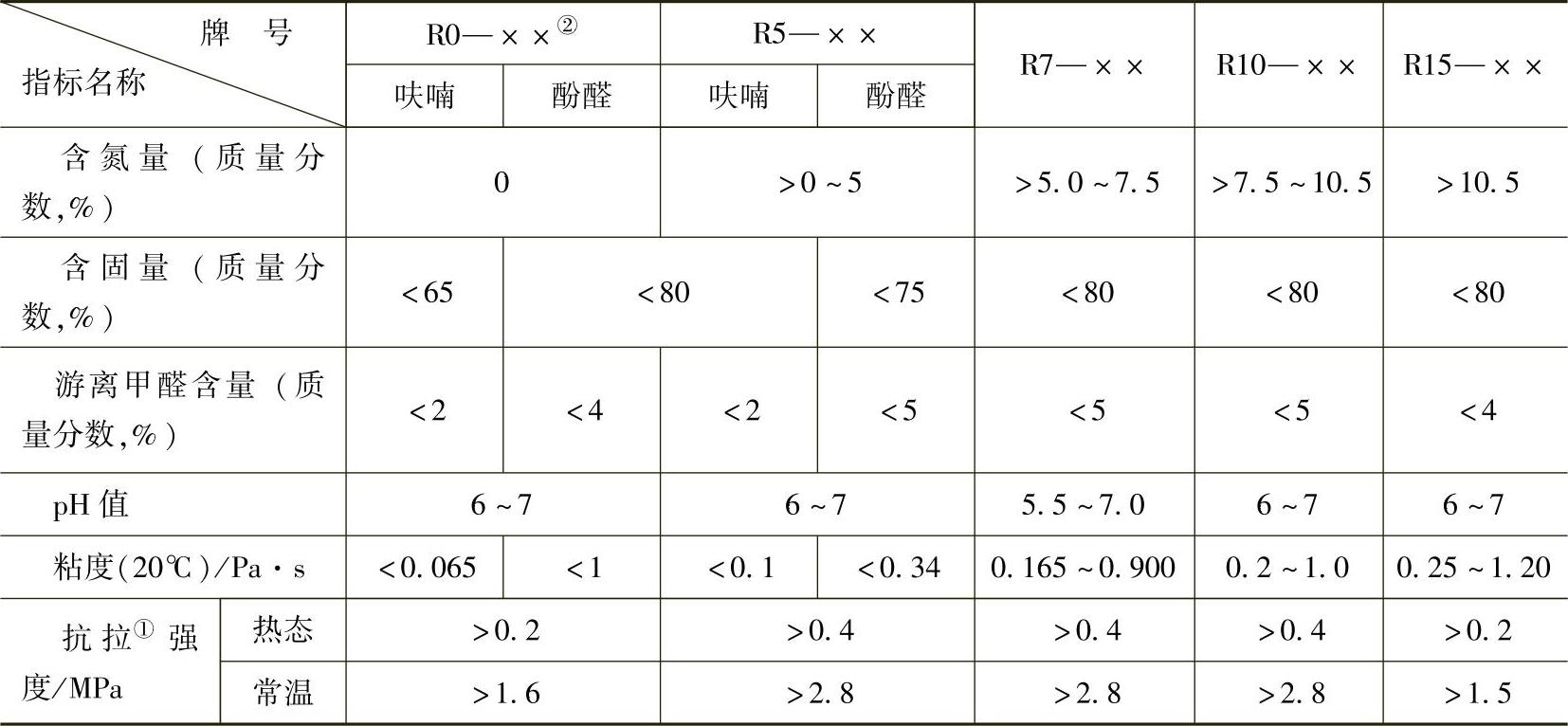
①强度试验用树脂砂配比(质量比):标准砂(ZBS50/100)100,热芯盒树脂2.5,硬化剂(树脂质量分数,%)20。树脂中氮的质量分数在6.5%以上时,用氯化铵∶尿素∶水=1∶3∶3的硬化剂;树脂中氮的质量分数在6.5%以下时,用对甲苯磺酸∶水=1∶1的硬化剂。
②××为生产厂产品编号。
1)热芯盒法树脂用硬化剂不宜像酸自硬树脂砂一样直接采用强酸作硬化剂。热芯盒法制芯与自硬法最大的差别是前者芯盒温度常高达200℃以上,而自硬法用芯盒的温度为室温,前者只能采用射砂制芯,混好的砂放置在砂斗内,等待使用。通常希望一个班(8h)或半个班(4h)后才出空砂斗,以免影响制芯机的连续性。这就要求混好的树脂砂应该具有较长的可使用时间。如果采用强酸作硬化剂,它与树脂接触,就会开始化学反应,就无法保证有较长的可使用时间,因此一般采用在室温下呈中性或弱酸性的盐类化合物作硬化剂,这类化合物被命名为“潜伏型”催化剂或“潜伏型”硬化剂,它只能在受热到一定温度时才被激活释放出强酸,催化树脂迅速硬化,因此可保证树脂砂有较长的可使用时间。生产中常用的为强无机和有机酸的铵盐,例如氯化铵、硝酸铵、磷酸铵的水溶液,也有采用甲苯磺酸铵盐以及铜盐、铁盐,例如甲苯磺酸铜盐、硝酸铜、氯化铜、三氯化铁等的水溶液。
2)采用低氮或无氮树脂配制热芯盒法树脂砂时,不宜使用氯化铵水溶液作硬化剂。热芯盒法树脂砂广泛采用的硬化剂为氯化铵水溶液,主要适用高、中氮树脂的硬化,而对低氮、无氮树脂则无法达到快速硬化,很可能是所产生的酸的强度还不够高。在我国,对低氮、无氮树脂一般采用苯磺酸、对甲苯磺酸等活性酸的水溶液作硬化剂,例如有厂家采用50%的对甲苯磺酸水溶液作低氮树脂的硬化剂,其加入量为树脂的15%。
3)用氯化铵水溶液作热芯盒法树脂砂硬化剂时不可忘记加适量尿素。使用氯化铵作热芯盒法树脂砂硬化剂时,通常采用氯化铵和尿素的水溶液,其质量比大致为氯化铵∶尿素∶水=1∶3∶3。氯化铵是强酸弱碱盐,在水中离解呈弱酸性,受热后水解产物分解使酸性增强,促使树脂迅速硬化。氯化铵的水解反应式为:
NH4Cl+H2O→HCl+NH4OH
NH4OH→NH3↑+H2O
氯化铵可以和树脂中的游离甲醛反应生成强酸,反应式为:
4NH4Cl+6CH2O→4HCl+(CH2)6N4+6H2O
这一方面有助于减弱树脂砂散发出来的游离甲醛刺激性气味,有利于环保;但另一方面,由于生成强酸,必将引起树脂砂混合后就会发生硬化反应,使射砂、制芯发生困难。为解决这一问题,可在加入NH4Cl的同时,加入呈微碱性的尿素作为缓冲剂,它在室温下,能和氯化铵与树脂中游离甲醛反应产生的强酸作用,生成盐类(见以下反应式),从而可抑制树脂砂的硬化反应,确保树脂砂有足够的可使用时间。(https://www.daowen.com)
CO(NH2)4+H2O+2HCl→CO2+2NH4Cl
该缓冲剂尿素还对氯化铵水溶液起稳定作用,防止常温下长期存放时析出氯化铵结晶。
4)不可忽视热芯盒法树脂砂用硬化剂氯化铵、尿素水溶液的配制方法。硬化剂氯化铵、尿素水溶液一般都是各使用单位自行配制。首先按总需要量称量好所需要的水、氯化铵和尿素,将水加热到60~70℃,然后加入尿素,再加入氯化铵,当它们溶解吸热温度下降时,再将溶液加热,并继续搅拌,直到全部溶液溶解成透明的液体。其密度为1.15~1.18g/cm3,pH值6.0~6.4,用量一般为树脂质量的20%左右。
5)在使用氯化铵作热芯盒法树脂砂硬化剂的基础上,不可忽视进一步提高制芯生产率的较简易的方法。要提高制芯生产率,关键在于提高树脂砂的硬化速度。为此,应使硬化剂强化。有的工厂采取的方法是在原有氯化铵硬化剂基础上,根据室温变化,适当加入一些三氯化铁(FeCl3·6H2O),其质量比为氯化铵∶尿素∶水∶三氯化铁=1∶3∶3∶0.1。当室温升高时,三氯化铁的加入量可减少一些;反之,则增加一些,但芯砂的可使用时间缩短了,混好的芯砂应尽快使用。在氯化铵基础上再加入适量甲苯磺酸铵盐也有类似效果。
(4)为改变热芯盒法树脂砂的某些性能,不可忽视宜加入的某些附加物 对热芯盒法树脂砂来说,有时为改变其某些性能不可不加入一些附加物,较常用的几种附加物有:
1)氧化铁粉(Fe2O3):加氧化铁粉,一则有助减少铸件气孔,这对于使用含有氮的树脂和硬化剂很重要,氧化铁粉的加入量为砂质量的0.15%~1.00%;二则也可减少铸钢件渗碳,但其加入量要增多,为砂质量的3%~6%;三是可防止脉纹及铸钢件桔皮缺陷,其加入量约为砂质量的2%。
2)硼砂,也叫硼酸钠或十水四硼酸钠(Na2B4O7·10H2O):其防止气孔的能力比氧化铁粉好,但加入量不宜多,因为会增加砂芯的吸湿性。
3)硅烷:可增加砂粒与树脂的粘附强度、热稳定性和抗吸湿性,其加入量一般为树脂质量的0.15%~0.30%。
(5)不可忽视热芯盒法树脂砂的配方及混砂工艺 热芯盒法树脂砂的树脂加入量主要取决于所用硅砂的质量及对砂芯强度的要求。发达国家典型的树脂加入量为砂质量的1.5%~2.0%,而我国由于在这方面甚少研究,其加入量大都偏高。表1-36为典型配比举例。由于热芯盒法树脂砂的树脂及硬化剂大都为液体,混砂时较易混匀,可以说,各类混砂机都可使用。但还是建议尽量不使用碾轮式混砂机,因为碾轮式混砂转速较慢,混砂时间偏长;碾压、搓揉产生的摩擦热有可能使砂温升高;碾盘、碾轮和内、外刮板的清理也比较困难。混砂时,如果要加入氧化铁粉这类粉状附加物,则应先将它加入砂中,混匀后再加入硬化剂和树脂等液体物质;混匀后应立即卸砂。而且树脂等液体物质的加入,应先加硬化剂,混匀后再加入树脂,否则易造成硬化剂分布不均,影响树脂砂的性能。还应指出的是我国有些单位使用的硬化剂为苯磺酸、对甲苯磺酸等活性强酸水溶液(见表1-36),为确保混好的树脂砂能在其可使用时间内用完,在管理上应尽量缩短树脂砂从卸砂到射芯的贮存期,最好是随混随用。
(6)热芯盒法树脂砂的流动性不宜低于3g流动性的测定一般采用侧孔质量法测定。该法是在圆柱形标准试样筒的侧面开有一个直径为ϕ12mm的小孔(见图1-61),先用塞柱塞住(见图1-62a);称量180g(精确至0.1g)热芯盒法树脂砂试样,用加料斗将试样加入试样筒中(试样筒底端安放好底座);再将它放在锤击式制样机上,下面放一干净光滑的纸;拨出塞柱,摇动制样机摇把,连续冲击10次;用锯条或刀片将从试样筒底端孔挤出的试样(见图1-62b)刮在纸上;称量被挤出的试样(精确至0.1g),该质量值(单位g)即为此试样的流动性。小孔中漏出的砂量越多,说明该树脂砂的流动性越好。对热芯盒法用呋喃Ⅰ型树脂砂,通常要求其流动性在3~5g之间,可保证在射砂压力为0.5~0.7MPa下射制出形状较复杂的砂芯,可满足一般生产要求。如果流动性太低,例如只2g,就很难射制出形状复杂、紧实度均一的砂芯,甚至只能将该批砂报废。
表1-36 热芯盒法树脂砂典型配比举例
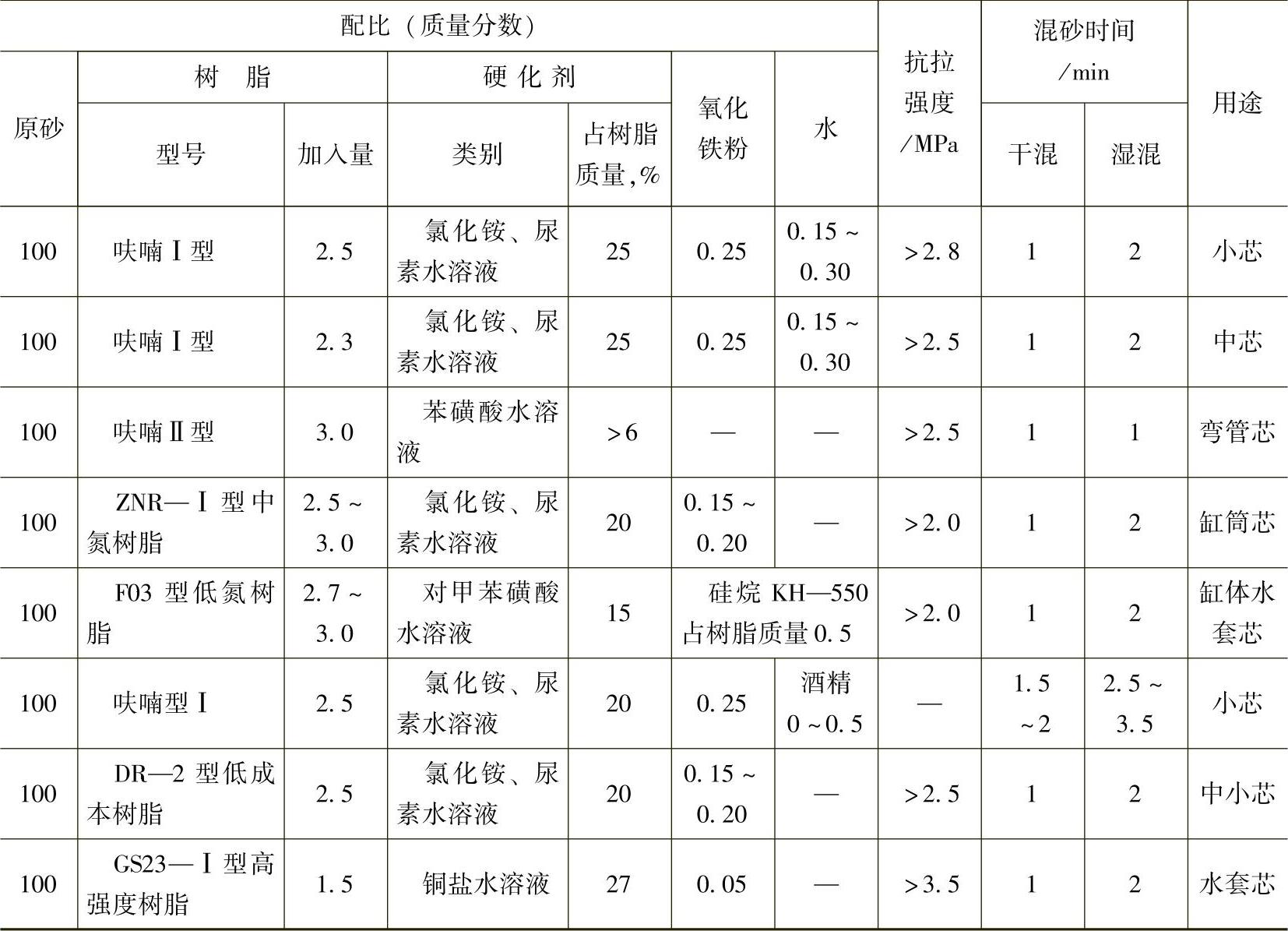
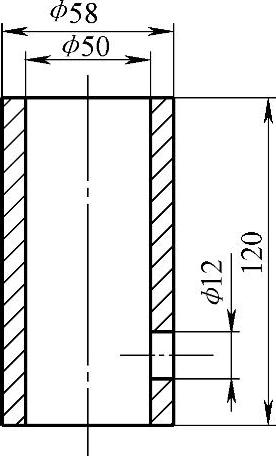
图1-61 侧孔质量法测型砂流动性用试样筒
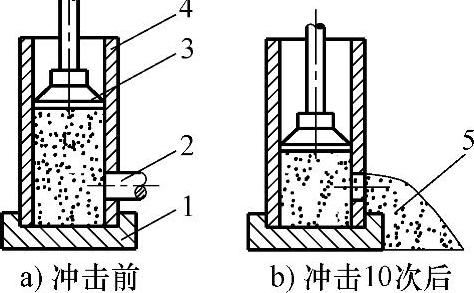
图1-62 侧孔质量法测热芯盒法树脂砂流动性示意图
1—底座 2—柱塞 3—制样机冲头 4—试样筒 5—树脂砂
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






