从自动调节原理看,这是一种以电弧电压作为被控制量,以送丝速度作为控制量的闭环系统。当系统遇到外界对弧长的干扰时,利用电弧电压反馈强迫改变送丝速度来恢复弧长,以保证焊接参数稳定,这种调节系统也称为均匀调节系统。这种调节可以近似用下列方程描述:
vf=k(Ua-Uc)
式中vf——送丝速度;
k——控制器的比例系数;
Ua——电弧电压的实际值;
Uc——电弧电压设定值。
同时在电弧稳定燃烧时,应满足:
因此 假设k、ki、ku和Uc为常数,则上式为直线方程,直线与电压轴的截距为
假设k、ki、ku和Uc为常数,则上式为直线方程,直线与电压轴的截距为 ,直线的斜率为
,直线的斜率为 。该方程称为电弧电压反馈变速送丝系统的静态特性方程,曲线如图4-9所示。电弧在C线上的任一点燃烧时,焊丝的熔化速度恒等于焊丝的送进速度,焊接过程稳定;电弧在C线下方燃烧时,焊丝的熔化速度大于送进速度;电弧在C线上方燃烧时,焊丝的熔化速度小于其送进速度。
。该方程称为电弧电压反馈变速送丝系统的静态特性方程,曲线如图4-9所示。电弧在C线上的任一点燃烧时,焊丝的熔化速度恒等于焊丝的送进速度,焊接过程稳定;电弧在C线下方燃烧时,焊丝的熔化速度大于送进速度;电弧在C线上方燃烧时,焊丝的熔化速度小于其送进速度。
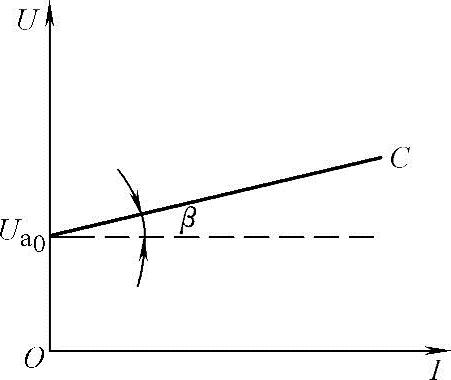
图4-9 电弧电压反馈调节系统的静特性曲线
电弧电压反馈调节系统的调节过程如图4-10所示,当电弧在O0点稳定工作时,焊丝熔化速度等于送丝速度,弧长稳定。O0点为电源外特性曲线、电弧电压反馈系统静特性曲线C及弧长为l0时电弧静特性曲线的交点。当弧长受干扰而由l0突然变短为l1时,电弧工作点由O0转移到O1点。这时送丝速度在反馈控制系统的作用下,由原来U0对应的值调整到U1所对应的值。由于送丝速度降低,弧长得以恢复。同时,弧长为l1时,电弧的工作点O1位于C曲线下方,此时焊丝的熔化速度大于送丝速度,弧长逐渐增加。由此可见,在电弧电压反馈控制系统中,弧长调节是电弧电压反馈控制送丝速度和电弧自身调节共同作用的过程。但是,电弧电压反馈系统主要应用于粗焊丝、低电流密度的条件下,ki较小,k值很大,因此起主导作用的是前者。
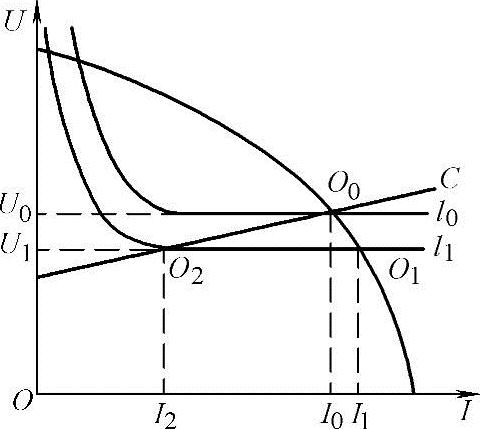
图4-10 电弧电压反馈调节系统的调节作用
1.电弧电压反馈系统调节精度
(1)弧长波动时的调节精度 若弧长波动是在焊丝伸出长度不变的条件下发生的,则上述调节过程最终会使电弧恢复到原来的稳定工作点O0,调节过程没有静态误差。如果弧长波动是因焊枪高度发生变化,即焊丝伸出长度、反馈调节系统静特性斜率改变的情况下,则新的稳定工作点O0将带有静态误差。如图4-11所示,静态误差大小取决于焊丝伸出长度的变化量及焊丝直径、电阻率、电流密度。焊丝越细、电阻率越大、电流密度越高,其静态误差越大。所以通常变速送丝系统用于φ4mm以上焊丝低电流密度条件下焊接。
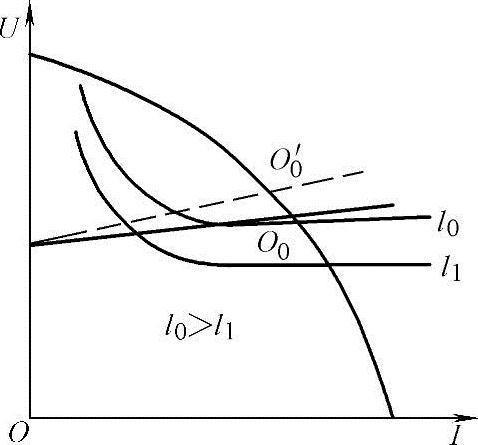
图4-11 弧长干扰系统误差(https://www.daowen.com)
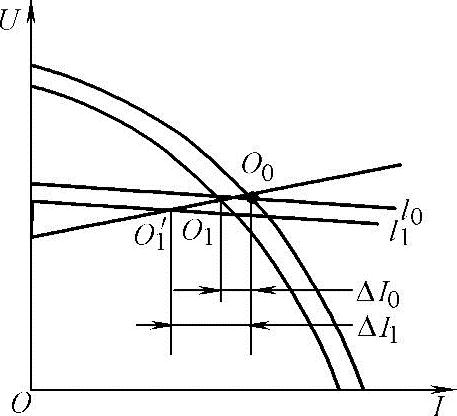
图4-12 网压干扰系统误差
(2)电网电压波动时的系统调节精度 如图4-12所示,电网电压波动时,电源外特性的移动将使电弧稳定工作点从O0点移至O1点,这时电弧电压误差不大,但电流误差则可能很大,其值大小除取决于网压波动值大小外,还与反馈调节系统静特性和电源外特性斜率有关。电压反馈系统调节器k值越大,电源外特性越平硬,电流误差就越大。因此这种系统应采用陡降外特性电源。
2.电弧电压反馈调节灵敏度
电弧电压反馈系统的调节灵敏度,即弧长恢复速度,主要取决于弧长波动时送丝速度变化量的大小。由于Δvf=kΔUa,因此电弧电压反馈调节灵敏度与下列因素有关:
1)电弧电压调节器k值越大,调节灵敏度越高。但是由于埋弧焊系统中含有惯性环节,k值过大容易造成系统振荡,因此k值不能无限增大。系统中的惯性环节,特别是送丝电动机的机械惯性越大,系统越容易产生振荡,灵敏度就越受限制。因此有些焊机采用机械惯性较小的印刷电动机作送丝电动机。
2)弧柱电场强度越大,同样弧长波动引起的ΔUa增大,调节灵敏度也就增大。在k值相同的条件下,埋弧焊由于弧柱电场强度大,因此调节灵敏度高。
3.电弧电压反馈系统参数调节方法
在电弧电压反馈系统中,系统调节静特性曲线是近于平行电流坐标轴的直线,而电源通常为陡降特性,如图4-13a所示。所以通过调节电源外特性来实现对焊接电流的调节,而调节Uc则会使系统静态特性曲线上下平移,从而实现对电弧电压的调节。电源外特性调节范围确定了焊接电流范围,而送丝速度调节范围则确定了电弧电压的调节范围。
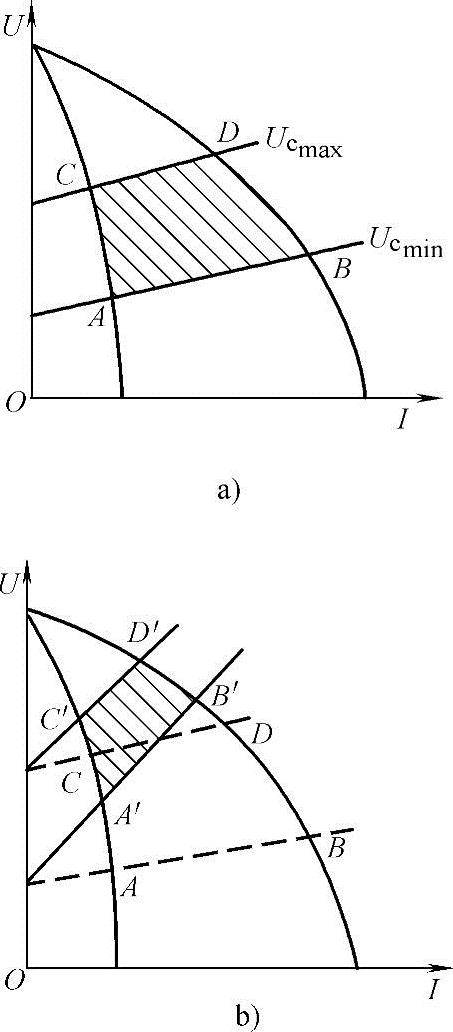
图4-13 埋弧焊电弧电压反馈系统Ia、Ua调节方法
a)焊丝直径5mm b)焊丝直径2mm
值得注意的是,焊丝直径的变化直接影响ki值的改变,引起电弧电压反馈调节系统静特性曲线斜率的改变,使系统的电流和电流调节范围产生漂移,造成细丝埋弧焊时电流和电压调节范围向电流减小而电压偏高的方向移动,如图4-13b所示。这与一般电流减小,电弧电压也相应减小的参数调节要求是不相适应的。因此埋弧焊电弧电压反馈系统中应设计成k值可调,焊丝比较细时增加k值,使系统静特性斜率减小。
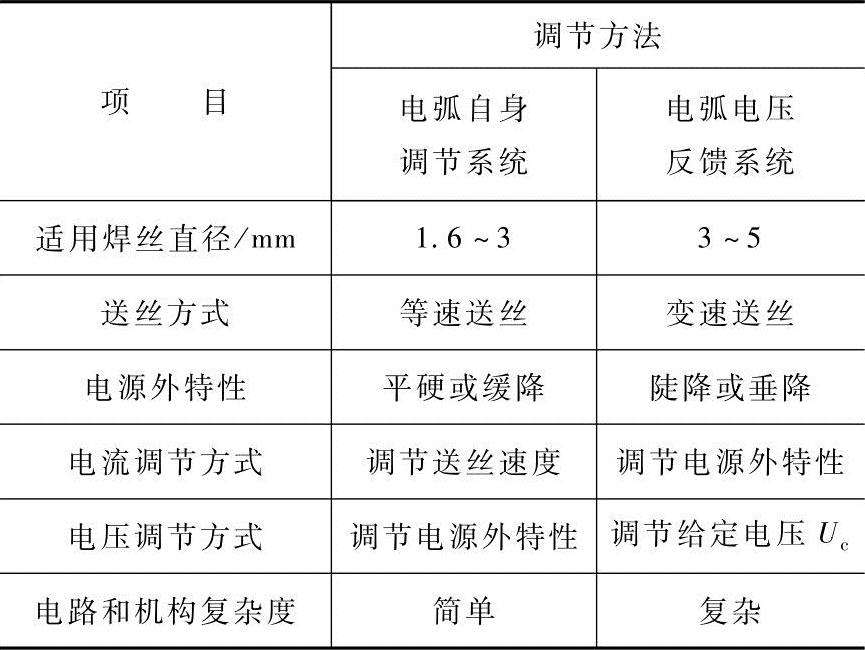
等速送丝电弧自身的调节系统和电弧电压反馈系统特点各异,这两种系统在埋弧焊中的应用对比见表4-2。
表4-2 电弧自身调节系统和电弧电压反馈系统对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




