1.淬硬倾向
各种中合金耐热钢普遍具有较高的淬硬倾向,图7-5示出铬钢的组织相图。从中可见,在w(Cr)为5%~10%的钢中,如果w(C)高于0.10%,其在等温热处理状态下的组织均为马氏体。
马氏体的硬度取决于钢中的碳含量和奥氏体化温度,降低碳含量可减小奥氏体化温度对硬度的影响。当w(C)低于0.05%时,其最高硬度可降低到350HV以下,即不会再导致焊接冷裂纹的形成。但过低的碳含量将使钢的蠕变强度急剧下降。为保证耐热钢具有足够的高温蠕变强度,又能保持可以接受的焊接性,中合金耐热钢w(C)一般控制在0.08%~0.15%。在这种情况下,接头热影响区的组织均为马氏体组织。其硬度一方面取决于母材的实际碳含量和合金成分,另一方面取决于焊接和焊后热处理的温度参数和冷却条件。图7-6示出10Cr9Mo1WVNb钢的连续冷却转变图。由图示曲线可见,当以较高的速度冷却时,其组织为全马氏体,最高硬度可达464HV。图7-7为10Cr9Mo1VNb钢焊接接头在焊后状态和焊后热处理状态下硬度实测结果。由此可见,焊后状态,焊缝和热影响区硬度均超过了容许的最高硬度。经过适当的焊后热处理,接头各区的硬度降到了容许范围之内。因此中合金耐热钢焊接接头的焊后热处理是必不可少的。
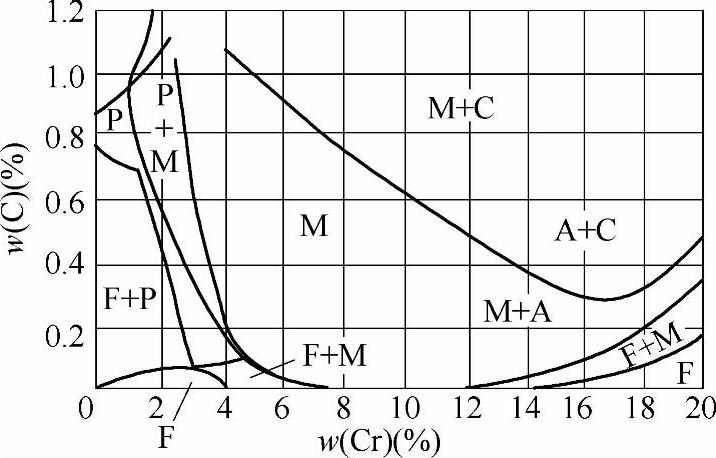
图7-5 铬钢的组织相图
F—铁素体 P—珠光体 M—马氏体 C—碳化物 A—奥氏体
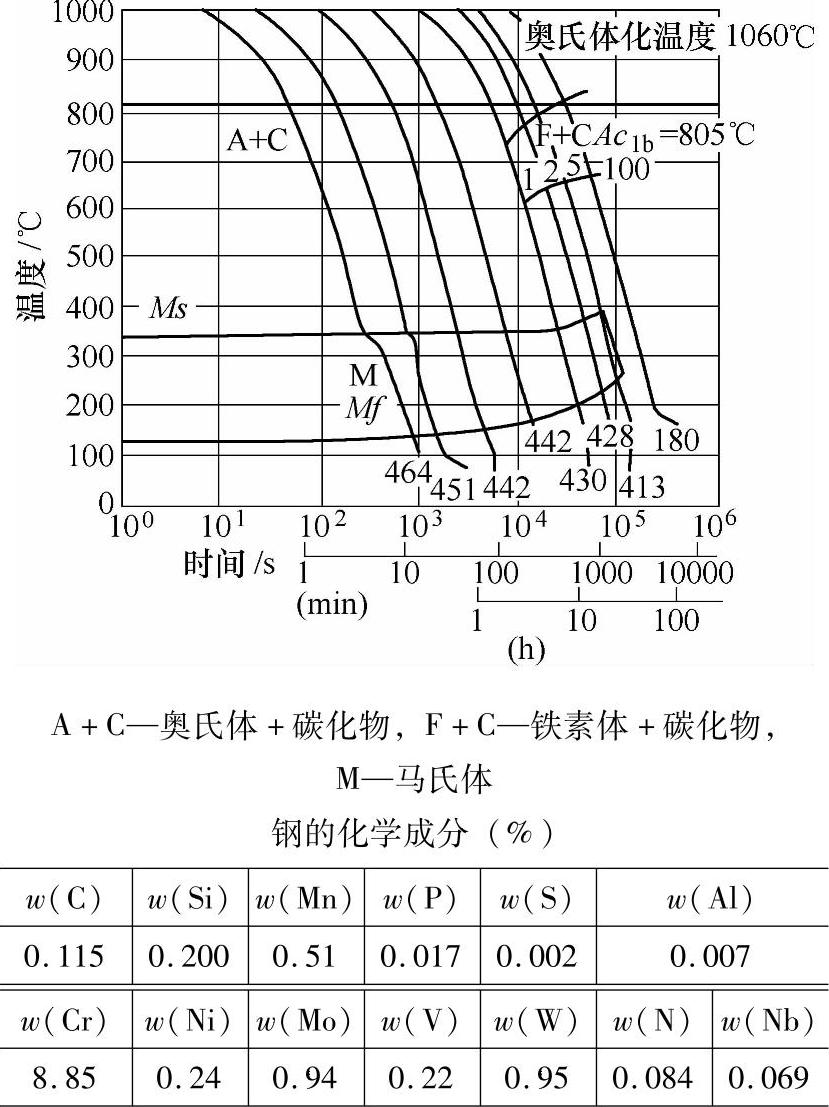
图7-6 10Cr9Mo1WVNb钢连续冷却转变图
钢中的碳化物形成合金元素,例如钒、钨、铌和钛等对中合金钢的转变特性有较大的影响。不加碳化物形成元素的5Cr-0.5Mo钢,其淬硬性较大,即使自1050℃奥氏体化温度缓慢冷却时,也会形成脆性的马氏体组织,具有高的硬度和低的变形能力。在正火状态下,钢的组织为托氏体+马氏体,硬度为370HBW。在电弧焊热循环的作用下,热影响区组织为马氏体+碳化物。焊后热处理则促使碳化物从马氏体固溶体中析出而形成回火马氏体。以钨、钒、钛等稳定化的1Cr5Mo钢则具有不同的转变特性。这种钢在相当宽的冷却速度范围内均发生贝氏体转变,钢在正火状态下具有均一的贝氏体组织。而马氏体转变区很窄,只有在相当高的冷却速度下(≥250℃/s)才能形成马氏体。在弧焊接头的热影响区内,只是在毗邻熔合线的过热区内形成少量的马氏体,其余部分均为贝氏体组织,使接头具有较高的韧性和抗裂性。
在10Cr9Mo1系钢中碳化物稳定元素也会产生类似的作用。例如10Cr9Mo1WVNb钢在1120~1180℃正火+750~810℃回火处理后具有贝氏体+铁素体组织。以170A中等焊接电流焊接时,焊接热影响区的最高硬度,无论焊前是否预热,均不超过350HV。按标准规定的试验条件,Y形坡口对接抗裂试验结果表明,这种钢只要预热125℃,即可防止裂纹的形成。由此可见,稳定型10Cr9Mo1钢具有较好的焊接性。
改善中合金耐热钢焊接性的另一条途径是降低碳含量并适当提高Mo、V等合金元素的含量,以保持其足够的高温持久强度。图7-8示出一种低碳06Cr9Mo2钢的连续冷却组织转变图。从中可见,即使在较快的冷却速度下,仍可产生一定量的铁素体转变,而最终形成铁素体和马氏体混合组织,降低了对焊接裂纹的敏感性,并有利于保持高温强度。表7-7对比了低碳06Cr9Mo2钢和常规碳含量的10Cr9Mo1钢Y形坡口对接拘束冷裂试验结果,表明低碳06Cr9Mo2钢的抗裂性明显高于已列入标准的10Cr9Mo1钢。图7-9所示的试样横截面的硬度测定结果也说明,在焊后状态,低碳06Cr9Mo2钢的热影响区硬度大大低于标准的10Cr9Mo1钢。焊前预热100℃,足以防止冷裂纹的形成。
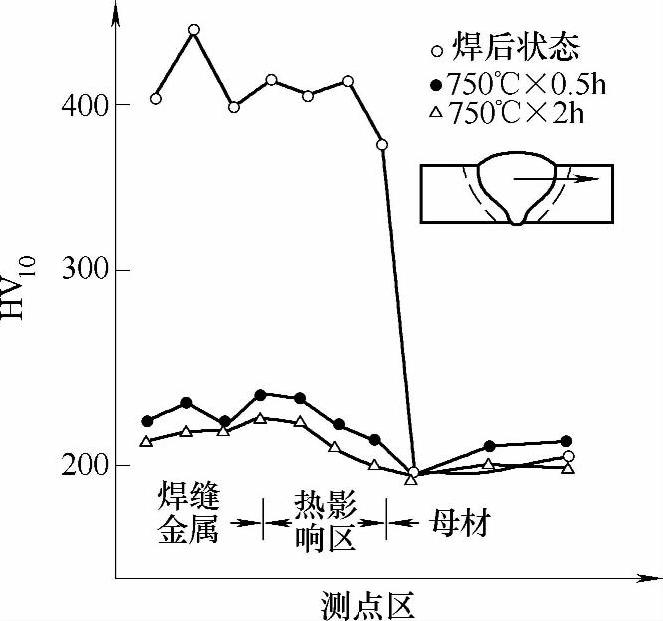
图7-7 10Cr9Mo1VNb钢焊接接头的硬度曲线
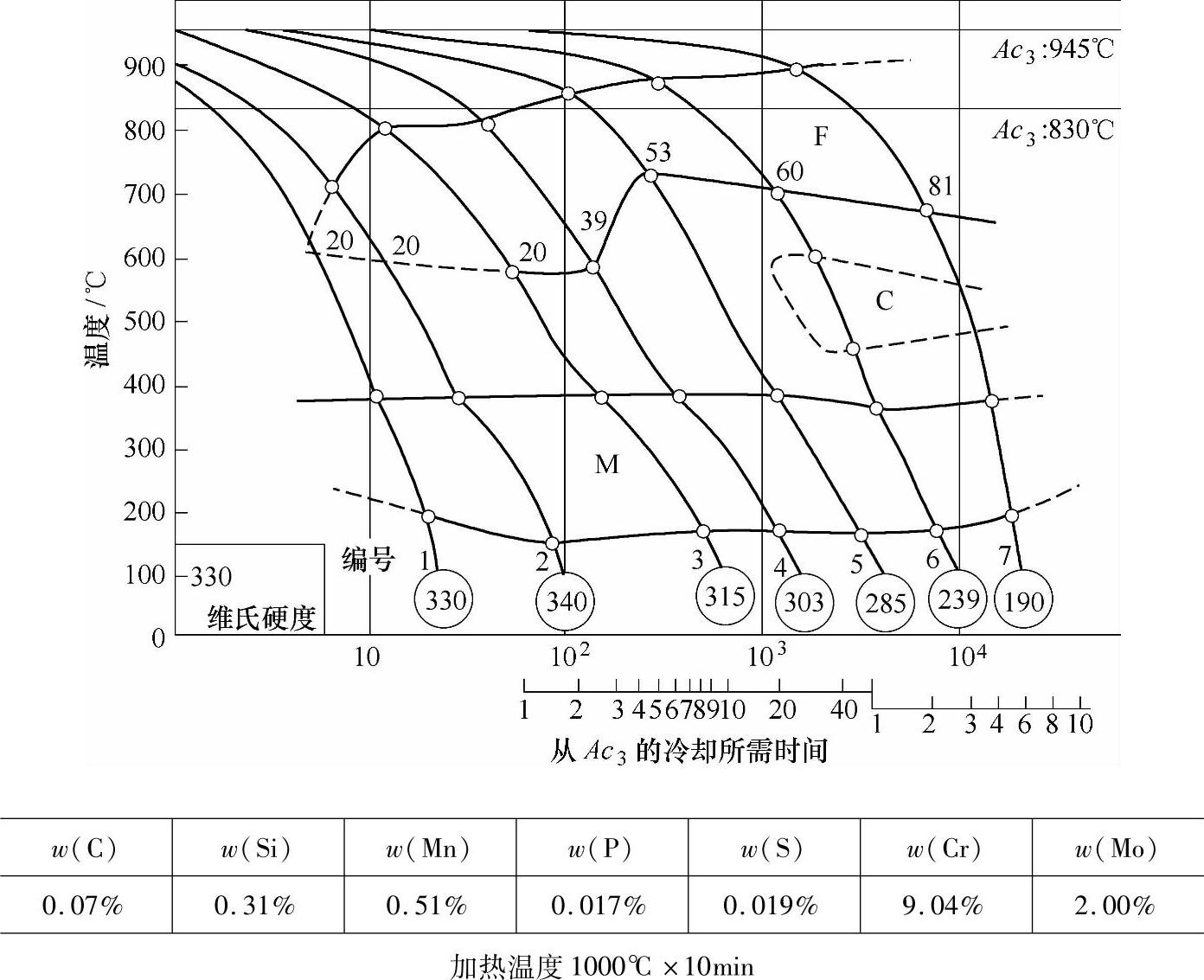
图7-8 低碳06Cr9Mo2钢连续冷却转变图(https://www.daowen.com)
表7-7 两种9Cr-Mo钢Y形坡口对接拘束冷裂试验结果

2.焊接温度参数的影响
焊接温度参数对中合金耐热钢焊接的成败起着关键性的作用。对于壁厚10mm以上的焊件,为防止冷裂和高硬度区的形成,焊前200~300℃的预热是必要的。当中合金耐热钢的w(C)在0.1%~0.2%范围内时,可按图7-10a所示的焊接温度参数进行焊接。即将预热温度控制在Ms点以下,使一部分奥氏体在焊接过程中转变为马氏体。由于层间温度始终保持在230℃以上,因此不会形成裂纹。焊接结束后,将焊件冷却到100~125℃,使部分未转变的残留奥氏体转变为马氏体。接着立即将焊件作720~780℃温度范围内的回火处理。如中合金耐热钢的w(C)低于0.10%,则可按图7-10b所列的焊接温度参数进行焊接。其与图7-10a的主要区别在于焊接结束后,将焊件缓慢冷却至室温,使接头各区完全转变成马氏体。接着立即进行750℃的高温回火处理。
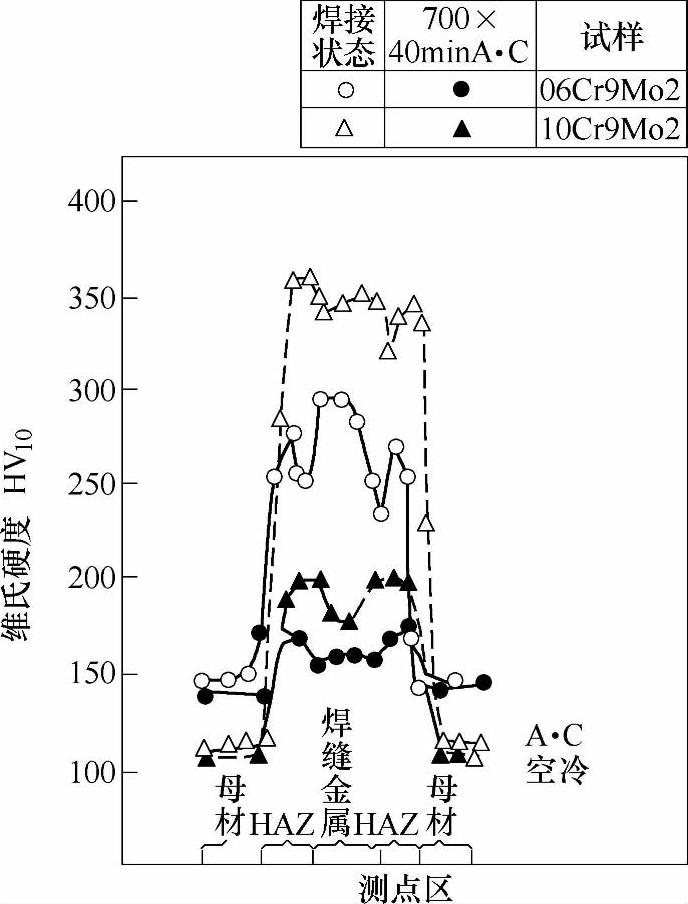
图7-9 低碳06Cr9Mo2钢和10Cr9Mo1钢接头试样横截面的硬度测定结果
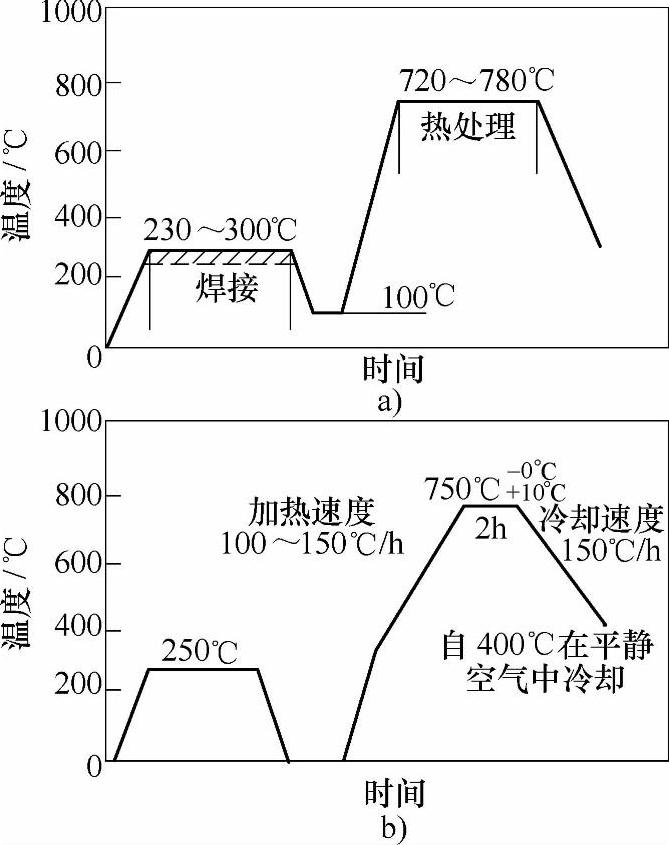
图7-10 中合金耐热钢的焊接温度参数
a)标准碳含量 b)低碳含量
焊后回火的温度和保温时间对中合金耐热钢接头的力学性能,特别是对韧性有较大的影响,一般的规律是,回火温度越高,保温时间越长,低温缺口冲击韧度就越高,如图7-11曲线所示。但过高的回火温度对接头的抗拉强度不利,当回火温度从700℃提高到775℃,接头的屈服强度和抗拉强度约降低200~250MPa。图7-12示出回火温度对10Cr9Mo1VNb钢焊缝金属硬度的影响。因此焊后回火参数的选择,应兼顾强度和韧性。
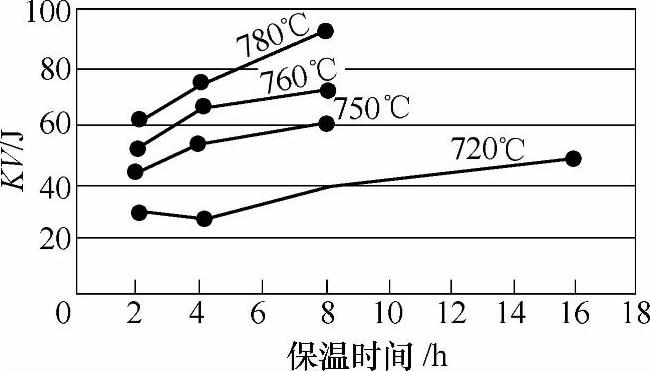
图7-11 焊后回火参数对10Cr9Mo1VNb钢焊缝金属缺口冲击韧度的影响
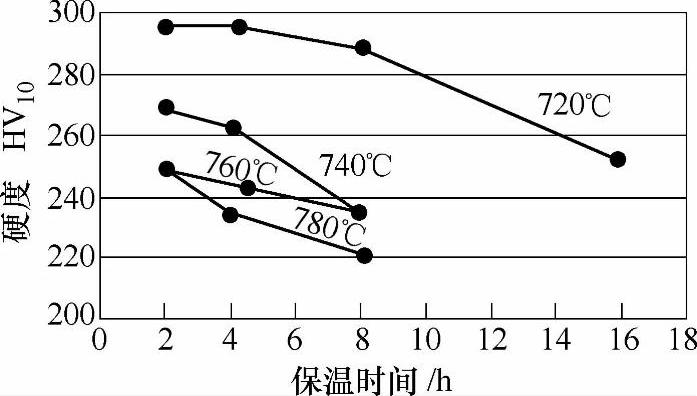
图7-12 焊后回火参数对10Cr9Mo1VNb钢焊缝金属硬度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






