三、步骤与方法
(一)气门组的拆卸
1)按要求拆卸气门室盖、气缸盖、凸轮轴等气门传动机构及相关附件。
2)从气缸盖上拆下气门杆盖,按顺序摆放好。
3)拆卸进气门。如图2-42所示,将气缸盖放在木块上,利用气门拆装工具拆下气门座圈锁片。
提示:不可以把气缸盖直接放在地面或金属工作台上,以防止气缸盖上产生划痕。
4)拆下弹簧座圈、气门弹簧和气门,并按顺序摆放。
提示:气门顺序弄错,可能使气门与气门座圈配合不好,从而导致研磨气门困难。
5)按同样方法,拆下排气门。
6)如图2-43所示,用尖嘴钳拆下油封。
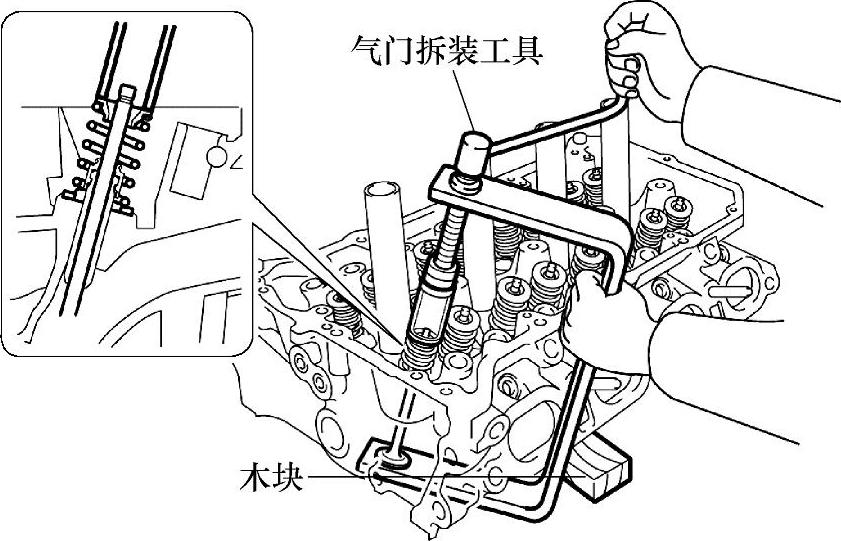
图2-42 拆卸进气门
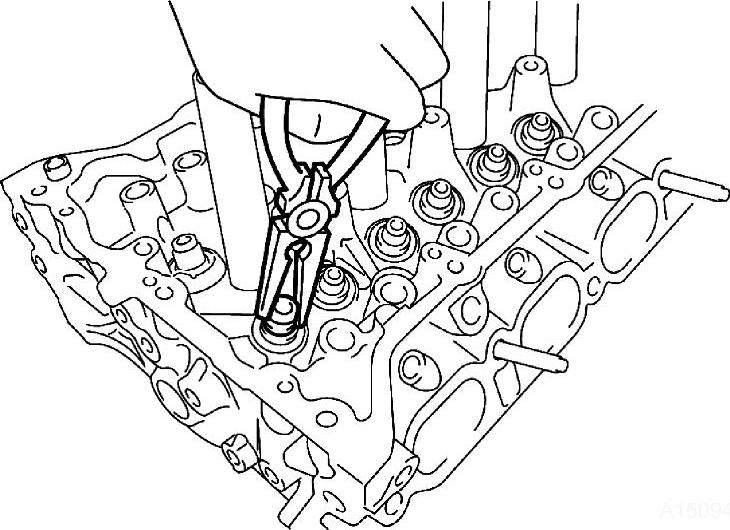
图2-43 拆卸气门油封
7)如图2-44所示,用压缩空气和磁棒,拆下气门弹簧座。
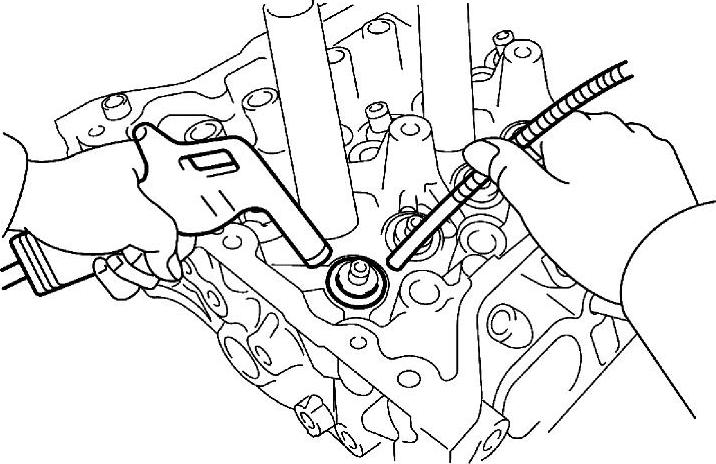
图2-44 拆下气门弹簧座
(二)气门组的检修
1.检查进气门和排气门
1)使用刮刀清除气门头部的积炭。查看气门头部工作面,若有轻微的斑点和烧蚀,可以通过研磨予以修复。查看气门杆及头部,若有裂纹、破损、烧熔或严重烧蚀等,则更换气门。
2)用游标卡尺测量气门的总长,并检查气门杆是否出现明显的台阶形磨损,如有则需更换气门,如图2-45所示。载货汽车气门杆的磨损量应不大于1.00mm,轿车气门杆的磨损应不大于0.50mm。例如卡罗拉1ZR-FE发动机,进气门标准总长为109.34mm,排气门标准总长108.25mm,磨损量不能超过0.50mm,否则应更换气门。
3)测量气门和气门导管之间的间隙。如图2-46所示,用千分尺测量气门杆直径,检查气门杆的磨损情况,在气门杆的上部、中部和下部测量其直径,若气门杆的磨损量达0.08mm,则需更换气门。
例如:卡罗拉1ZR-FE发动机进气气门杆直径为5.470~5.485mm,排气门气门杆直径为5.465~5.480mm。如果气门杆直径不符合规定,则检查气门导管和气门杆之间的间隙。如图2-46所示测量气门导管直径和气门直径的差值,如果超出限制值,则更换气门或气门导管。卡罗拉1ZR-FE发动机的进气门与气门导管之间的间隙为0.025~0.060mm,极限值为0.080mm,排气门与气门导管之间的间隙为0.030~0.065mm,极限值为0.085mm。
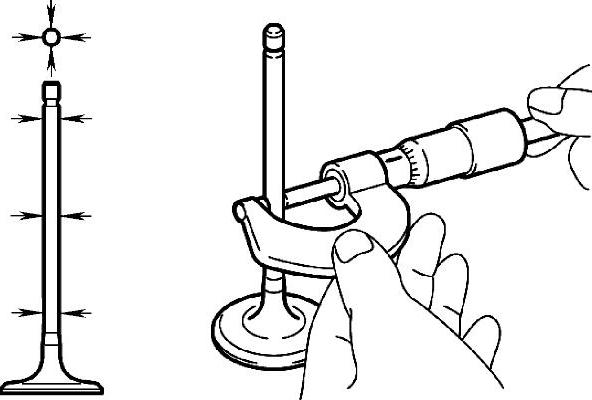
图2-45 检查气门杆磨损情况
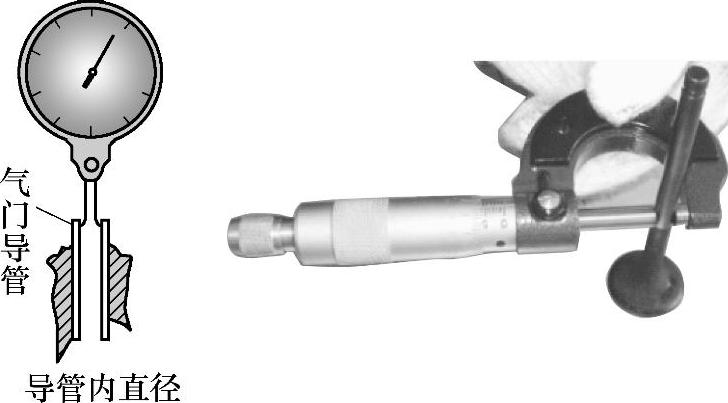
图2-46 测量气门导管和气门杆之间的间隙
4)用游标卡尺测量气门头部边缘厚度,如图2-47所示。进气门标准边缘厚度为1.0mm,排气门为1.2mm,进气门最小边缘厚度为0.5mm,排气门最小边缘厚度为0.7mm。如果边缘厚度小于最小值,则更换气门。
5)检验气门杆的弯曲变形。如图2-48所示,将气门支承在V形铁上,将百分表触头分别抵在气门杆中间和气门头平面。转动气门杆一圈后,百分表上的最大与最小读数之差分别为气门杆的弯曲度和气门头部的倾斜度误差。当气门杆的弯曲度超过0.05mm或倾斜度超过0.03mm时,应更换气门。
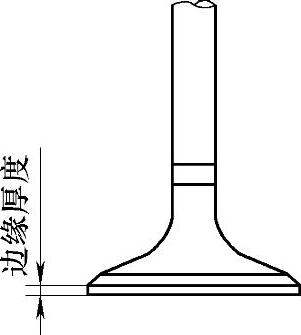
图2-47 气门边缘厚度
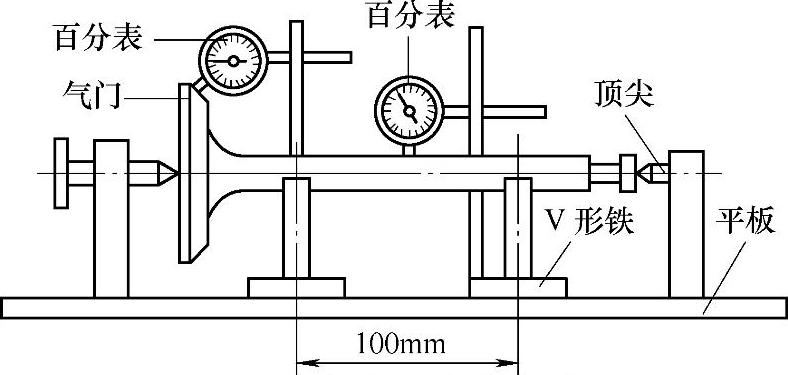
图2-48 气门杆弯曲的检验
6)检查气门锁片凹槽是否出现破损或磨损,如破损或磨损则更换气门。
2.研磨气门
如果气门与气门座配合面不严密,可对气门进行研磨。气门的研磨分为两种情况:一是气门与气门座只有轻微麻点,不需要光磨和铰削时的研磨;二是气门与气门座均已经过光磨和铰削后的研磨。气门座铰削以后,密封性达不到要求时,再根据实际情况进行研磨。
1)在气门上做好记号,以免在操作中弄错顺序。清洗气门、气门座及气门导管等处。
2)在气门工作锥面上涂上一层粗研磨砂,在气门杆部涂上机油,利用气门捻子吸住气门顶部,使气门锥面和气门座发生摩擦。
提示:研磨气门时要注意,不要过分用力上下敲打气门,否则气门或气门座上会出现凹形砂痕,影响维修寿命。研磨气门时,不要将研磨砂弄到气门杆部,否则气门杆部和气门导管会发生磨料磨损,进而降低维修质量。
3)细研。当气门头部工作锥面出现一条完整无斑痕的接触环带时,洗去粗研磨砂,换用细研磨砂进行研磨。
4)油研。当气门锥面上接触环带的颜色变成灰色时,将气门、气门座及气门导管清洗干净,涂上干净的机油继续研磨几分钟后再试漏。
5)试漏。选择渗油法或画线法对气门与气门座的密封进行试漏,如果渗漏,则需要重新研磨。
3.检查气门导管
气门导管润滑困难,其主要损坏形式是磨损过度。测量其磨损时,先按图2-49所示安装好百分表,使气门向气门座向外伸出10mm,同时左右摆动气门读数。气门导管与气门杆之间的正常间隙应为0.04~0.10mm。如果百分表读数大于0.20mm,则更换新的气门,并再次进行检查,若间隙仍然超出正常范围,则更换气门导管。
也可以利用经验法来检查气门杆和气门导管之间的间隙。将气门杆部和气门导管清理干净,在气门杆上涂抹一层机油后放入气门导管中,上下拉动气门数次,然后提起气门,如果松开手后气门慢慢下落则正常;如果迅速下落,说明此间隙过大;如果不能下落,说明气门杆部发生变形,需更换。
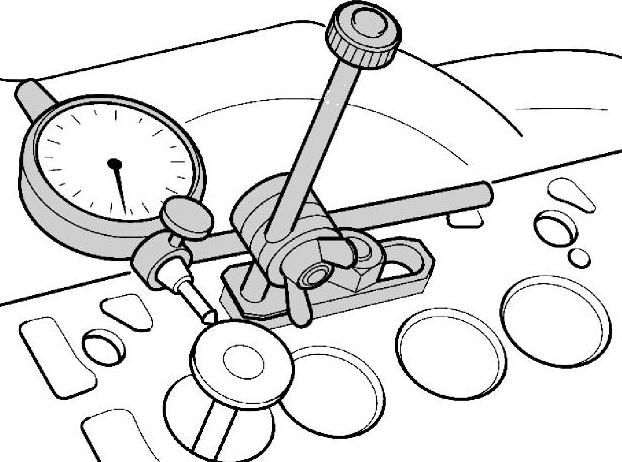
图2-49 测量气门与气门导管之间的间隙
提示:拆卸后的气门油封必须更换。
4.更换气门导管
1)将气缸盖浸入油中加热至80~100℃。
2)将气缸盖放到木块上,使用锤子和拆装气门导管专用工具,敲出气门导管,如图2-50所示,卡罗拉1ZR-FE发动机可以从气缸盖的凸轮轴侧向燃烧室侧冲出旧气门导管。
3)如图2-51所示,用内径规测量气缸盖的气门导管孔径。根据测量出的孔径,选择需要采用标准或是加大的气门导管,或者是更换气缸盖。例如卡罗拉1ZR-FE发动机气缸盖气门导管座孔直径为10.285~10.306mm时,可以选择新的标准气门导管;气缸盖气门导管座孔直径为10.306~10.356mm时,需要采用加大的气门导管;当气缸盖气门导管座孔直径大于10.356mm时,需要更换气缸盖。
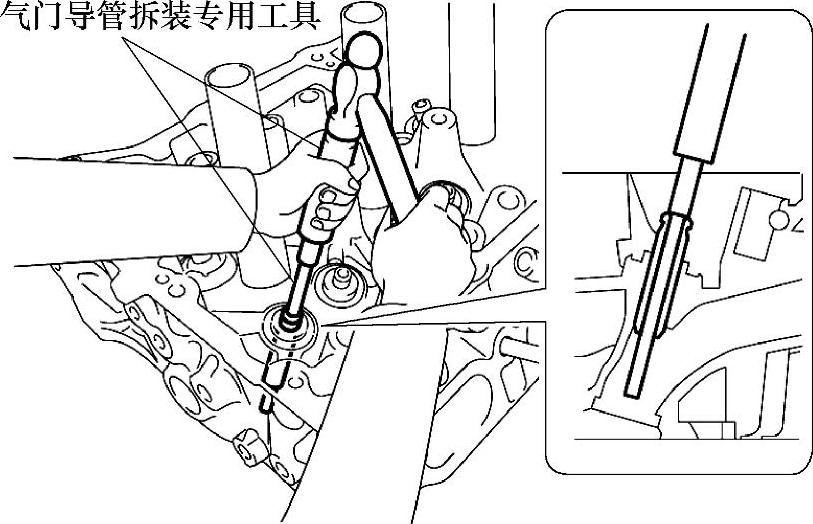
图2-50 使用专用工具敲出气门导管
4)将气缸盖浸入油中加热至80~100℃。
5)将气缸盖放在木块上,并用气门导管拆装专用工具和锤子敲入新气门导管,使用游标卡尺测量,确保达到规定的凸出部分高度,如图2-52所示。例如,卡罗拉1ZR-FE发动机进气门导管凸出高度为9.9~10.3mm,排气管为11.15~11.55mm。
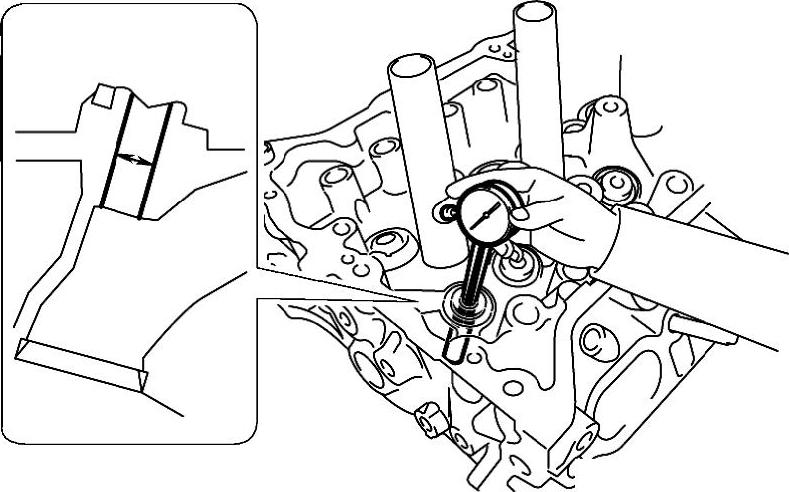
图2-51 测量气门导管孔径
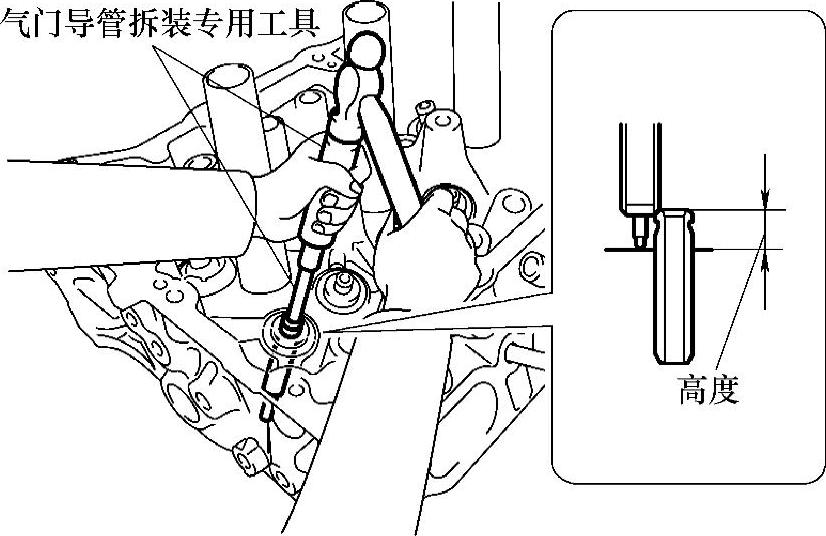
图2-52 使用专用工具敲入气门导管(https://www.daowen.com)
6)如图2-53所示,用铰刀对气门导管进行铰削,以使导管衬套与气门杆之间达到标准间隙。卡罗拉1ZR-FE发动机进、排气门导管衬套与气门杆之间标准间隙分别为0.025~0.060mm和0.30~0.65mm。
7)安装好新的气门导管后,清洗导管,然后再检查导管与气门杆的间隙。气门在气门导管中应滑动自如。
5.检查气门座
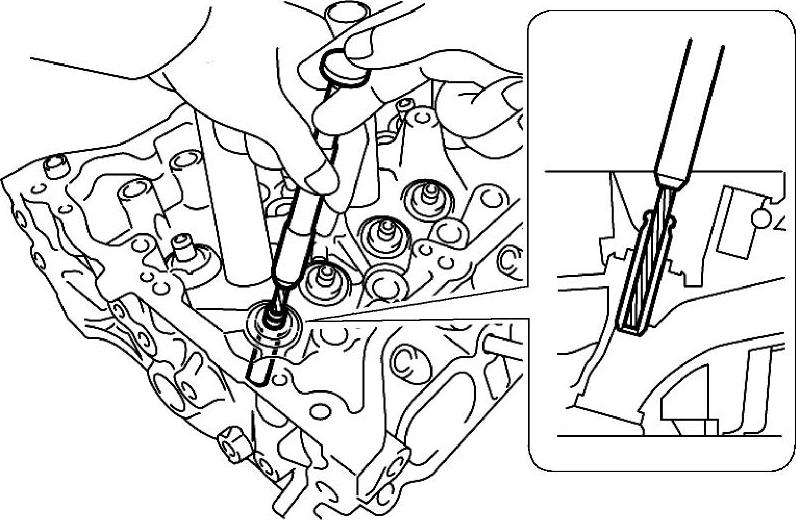
图2-53 铰削气门导管
1)检查气门座圆锥表面,出现斑点、轻微的烧蚀及表面有硬化层,可采用研磨或先铰削再研磨的方法使其与气门恢复良好的接触环带。如果气门座出现裂纹、松动、严重磨损、严重烧蚀或经铰削后座圈的工作面下陷超过1.5mm,则需更换气门座圈。
2)检查并且确认气门座接触面在气门锥面的中部,气门座宽度应在1.0~1.4mm。
3)气门座接触面应与气门中心一致。如果不一致,则使用气门座铰刀重新整修。检查方法如下。
在气门锥面上涂抹一薄层普鲁士蓝(或红丹油),使用气门锥面轻压气门座,使气门就位但不要对其进行转动。如果整个气门座都有普鲁士蓝,则说明气门座同心度符合要求。清洁所有普鲁士蓝轨迹,在气门座上涂一层普鲁士蓝,重复以上检查,如果整个气门锥面都有普鲁士蓝,则说明气门锥面同心度符合要求。
4)用渗油法或划线法检测气门与气门座之间的密封性。
渗油法:将气门轻拍打在相应气门座上,将汽油浇在气门顶面上,如5min内不渗漏,表明气门与气门座密封良好。
划线法:用铅笔在气门工作锥面上均匀地划线,然后把气门插回气门座。转动90°,取出气门,查看气门锥面所有的划线,如果都被切断,说明气门与气门座密封良好。
6.更换气门座
1)从内侧切割气门座,如图2-54所示,以使气门座壁厚度变薄,然后拆下气门座。
2)在气缸盖重新镗气门座孔至选择好的较大气门座直径尺寸。例如,4G69发动机进、排气门座孔直径可以加大2级,分别是0.3级和0.6级。0.3级进气门座孔加大尺寸为35.30~35.33mm,排气门座孔加大尺寸为33.30~33.33mm;0.6级进气门座孔加大尺寸为35.60~35.63mm,排气门座孔加大尺寸为33.60~33.63mm。
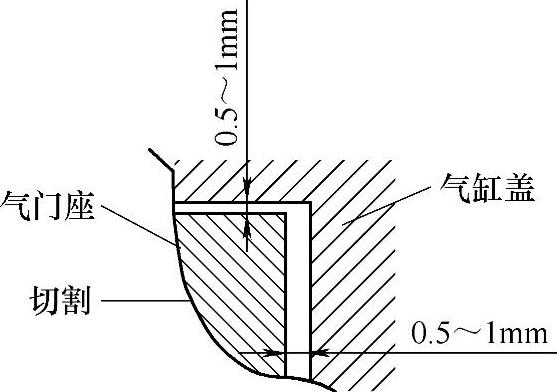
图2-54 切割气门座
3)在装配气门座之前,将气缸盖加热至约250℃或者将气门座冷却于液态氮内,避免气缸盖刮伤。
7.铰削和研磨气门座
气门座与气门接触位置可以被抬高或降低,这可通过切除或磨削气门座的上部或下部来实现。
1)检查磨损情况,确定是否需要研磨或铰削。
提示:在整修气门座之前应检查气门导管与气门之间间隙。必要时,可更换气门导管。
2)在维修气门座前,通过测量气缸盖上表面和气门杆末端之间的间距或气门杆尾端距离气缸盖下平面的距离,计算出气门座最大允许修正尺寸,确定气门座是否可以铰削。
3)选择铰削气门座应使用的铰刀,根据气门导管内径选择铰刀导杆,导杆穿入气门导管内应无松旷且上下运动自如。
4)用砂纸垫在铰刀下,磨去气门座上的硬化层。
5)如图2-55所示,选用45°粗铰刀,用力要均匀,转速要一致,防止起棱,要使气门座宽度大于规定值。
提示:铰削气门座时,在消除凹陷、斑点时铰削量要尽量小。铰削气门座时,用力要均匀,轻起轻落。铰削气门座时要注意与气门试配,接合位置在气门锥面的中下部,进气门工作面宽度在1~2.2mm,排气门工作面宽度在1.5~2.5mm。
6)用气门进行试配,检查密封锥面的接触位置,应在气门锥面接触面居中略偏向锥面小端,若接触位置偏上,可用30°铰刀铰削上口,如果接触位置偏下,可用75°铰刀铰削下口,如图2-56所示。
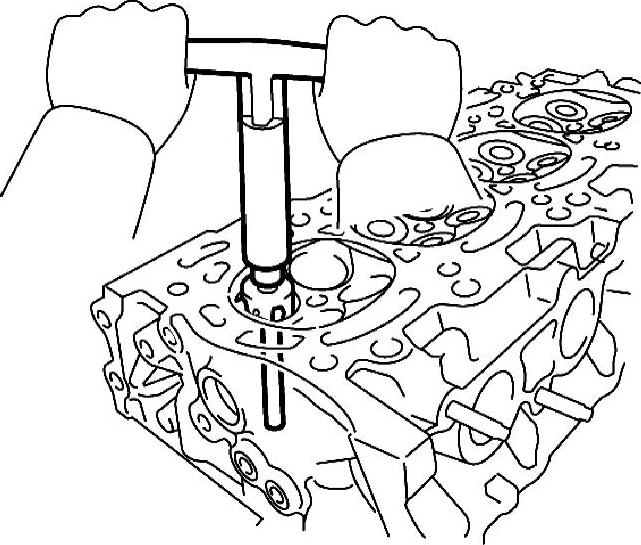
图2-55 铰削气门座
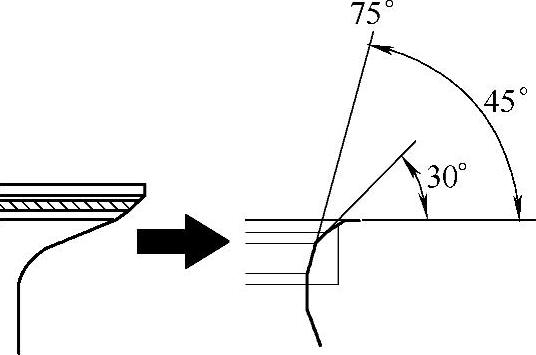
图2-56 修正气门锥面接触面位置
7)将进、排气门工作锥面宽度修整至进气门1~2.2mm(可以用游标卡尺测量),排气门1.5~2.5mm。
8)选用45°细铰刀精铰气门座,或在铰刀下垫砂纸光磨气门座。
8.检查气门弹簧
气门弹簧损坏包括裂纹、磨损、自由长度变短、变形和弹力降低等,其中最常见的损坏形式是自由长度变短和弹簧变形。
如图2-57所示,使用游标卡尺可以测量气门弹簧的自由长度,一般要求其自由长度不小于标准长度的1mm。如果自由长度不符合规定,则更换气门弹簧。如图2-58所示,使用钢角尺测量气门弹簧的偏移量,气门弹簧的轴线与端面应垂直,一般要求不垂直度误差不大于2°。如果偏移量大于最大值,则需要更换气门弹簧。
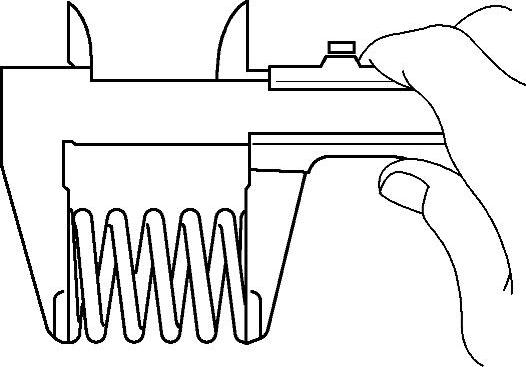
图2-57 测量气门弹簧的自由长度
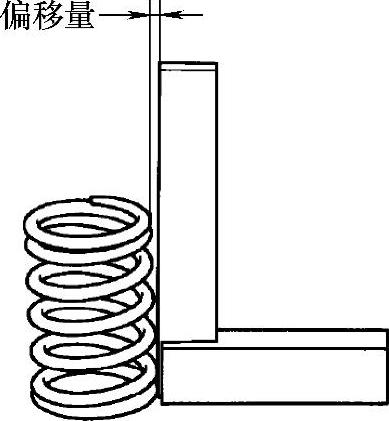
图2-58 测量气门弹簧的自由长度
如图2-59所示,测试气门弹簧的负载高度应符合规定,例如,富康988轿车1.4L发动机气门弹簧的自由高度为49.5mm,负载310N时气门弹簧高度为41.2mm,负载814N时气门弹簧高度为30.0mm。
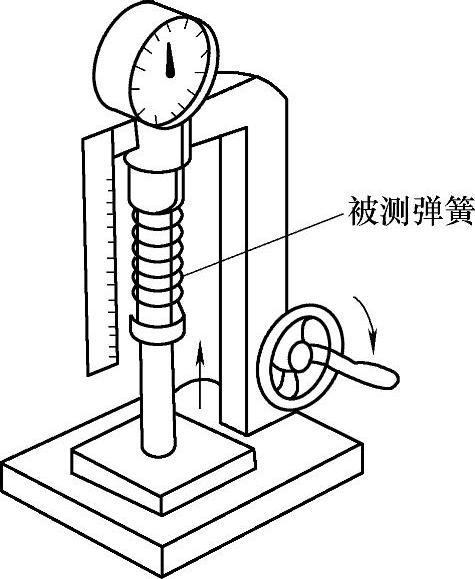
图2-59 测量气门弹簧的负载高度
(三)气门组的安装
按与拆卸相反的顺序安装气门组,但需要注意:
1)根据颜色、大小或其他标志区分进、排气门的油封。
提示:将进气门油封安装至排气侧或将排气门油封安装至进气侧,会导致故障。丰田1ZR-FE发动机进气门油封为灰色,排气门油封为黑色。
2)在新油封上涂抹一薄层发动机机油,使用专用工具压入油封。
3)在进、排气门的杆部锁片凹槽附近涂抹足量的发动机机油。
4)如图2-60所示,安装完气门弹簧和锁片后,用塑料锤轻敲气门杆顶部以确保其安装到位。
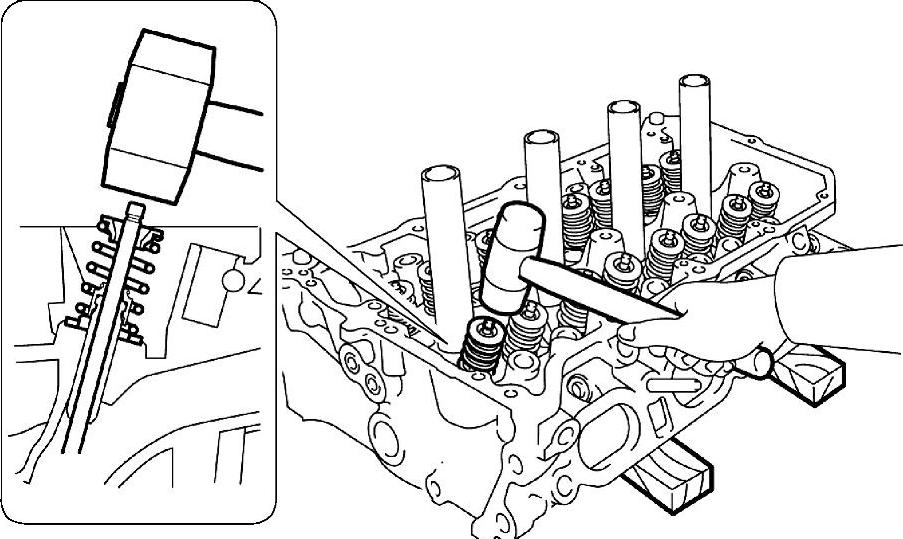
图2-60 轻敲气门杆
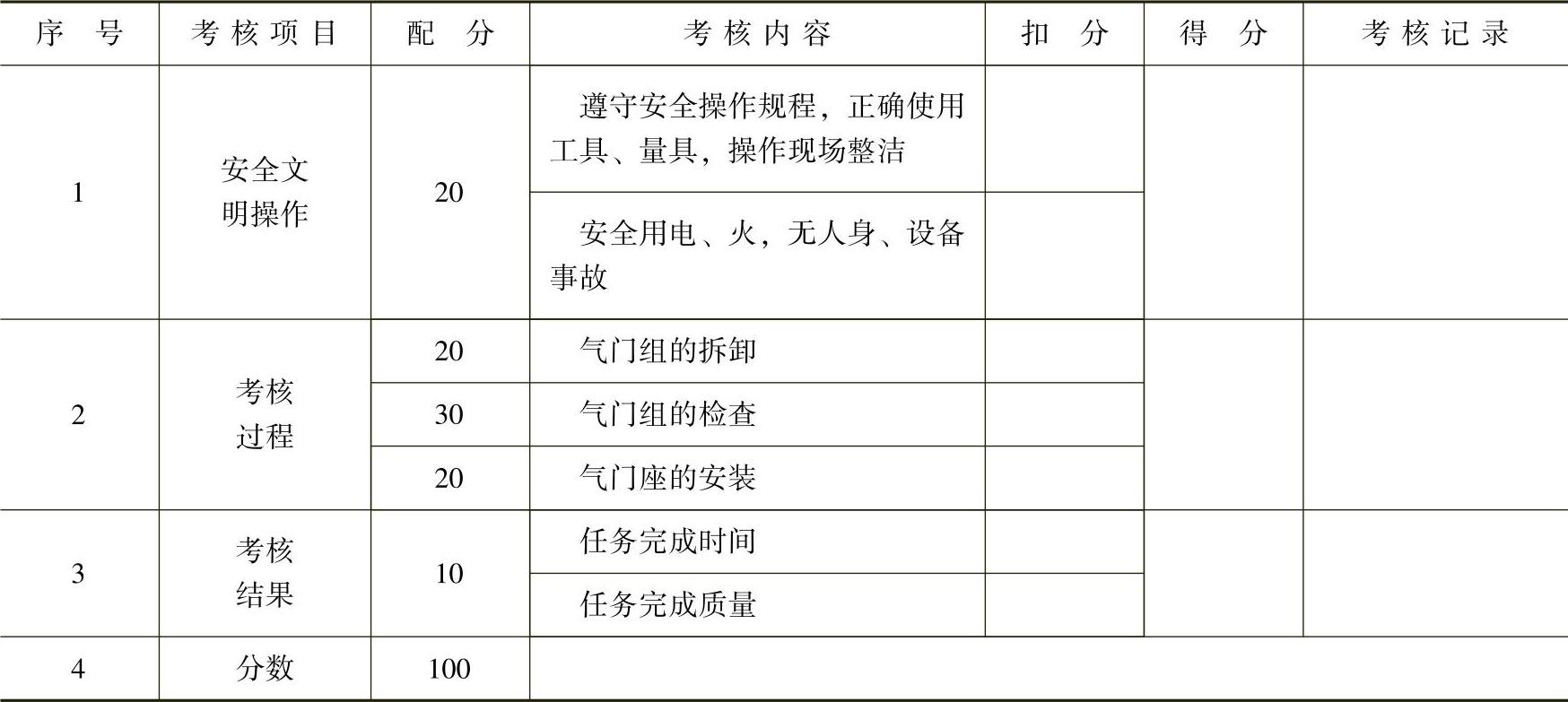
考核评价
思考题
1.判断气门的好坏需要检查哪些项目?
2.怎样更换气门导管?
3.怎样研磨气门与气门座?