1.切削层变形的实质
切削层变形是指切削层在刀具的挤压作用下,经过剧烈的变形后形成切屑脱离工件的过程。它包括切削层沿滑移面的滑移变形和切屑在前面上排出时的滑移变形两个阶段。
在形成切屑的过程中,存在着金属的弹性变形和塑性变形。为了进一步分析切削层变形的特殊规律,通常把切削刃作用部分的金属层划分为三个变形区,如图1-12所示。
第Ⅰ变形区从OA线开始发生塑性变形,到OM线的剪切滑移基本完成。
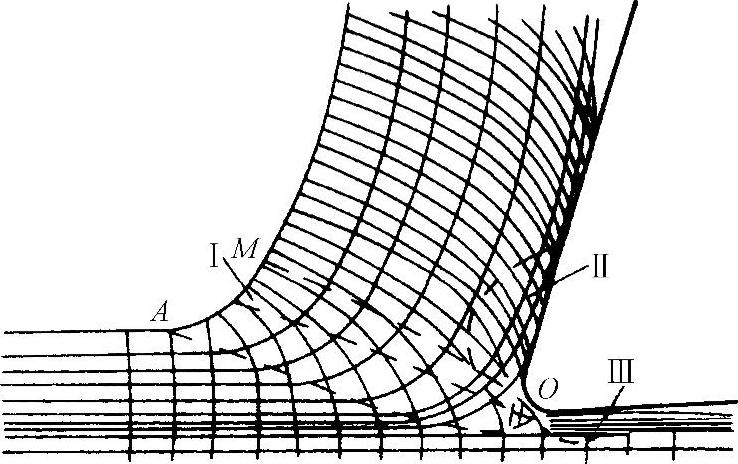
图1-12 三个变形区
第Ⅱ变形区,即与前面相接触的附近区域,切屑沿前面排出时进一步受到前面的挤压和摩擦,切屑进一步发生变形。
第Ⅲ变形区是已加工表面靠近切削刃处的区域。这一区域内的金属表面受到切削刃钝圆部分和后面的挤压、摩擦与回弹,造成纤维化和加工硬化。
2.切屑形成过程
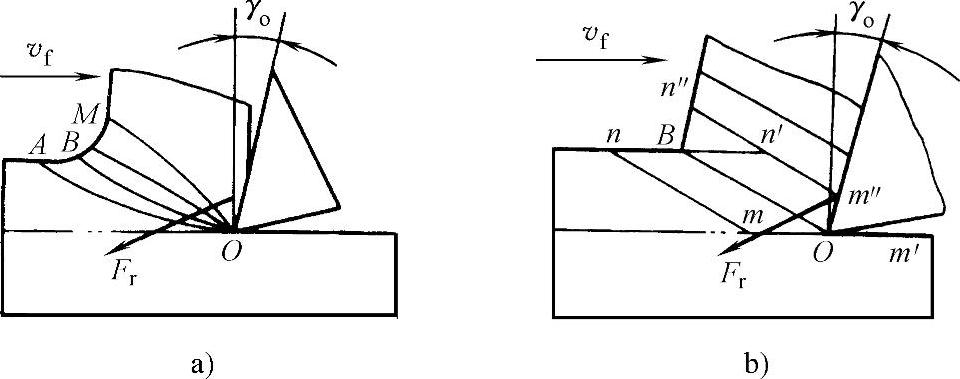
切屑形成过程如图1-13所示,当切削层金属接近滑移面OA时将发生弹性变形,进入滑移面OA后将发生塑性变形。塑性变形的形成是在切削力作用下,金属产生不能恢复原状的滑移,随着滑移量的不断增大,当到OM面时塑性变形超过金属的极限强度,金属就断裂下来形成切屑。切屑形成后经过第二变形区,其底层因受前面摩擦而发生沿前面方向的滑移,变形比外层更严重。底层长度也大于外层长度,因而发生卷曲,塑性变形越大卷曲也越厉害,最后切屑离开前面,变形结束。
 (https://www.daowen.com)
(https://www.daowen.com)
图1-13 切屑形成过程
a)金属滑移 b)切屑形成模型
3.切屑的类型
在切屑的形成过程中由于工件材料和切削条件的不同,形成的切屑形状也就不同,一般切屑的形状有带状切屑、节状切屑、粒状切屑和崩碎切屑四种如图1-14所示。
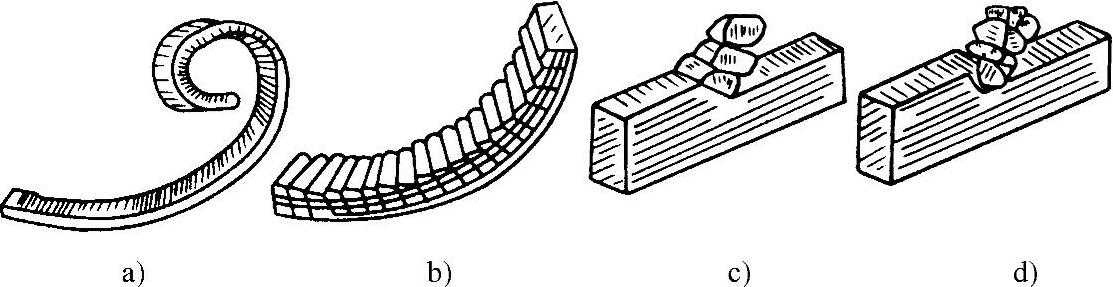
图1-14 切屑的类型
(1)带状切屑 在切削过程中,如果滑移面上的滑移没有达到破裂强度时(即塑性变形不充分),那么就形成连绵不断的带状切屑(图1-14a)。在切屑靠近前面的一面很光滑,另一面呈毛茸状。当切削塑性较大的金属材料(如碳素钢、合金钢、铜及铜合金、铝及铝合金)或刀具前角较大、切削速度较高时,经常会出现这类切屑。
(2)节状切屑 在切削过程中,如果滑移面上的滑移比较充分,达到材料的破裂强度时,则滑移面上局部材料就会破裂成节状,但与前面接触的一面还相互连接未被折断,称为节状切屑(图1-14b)。当切削纯铜或高速、较大进给切削钢材时,易得到这类切屑。
(3)粒状切屑 在切削过程中,如果整个滑移面上均超过材料的破裂强度时,则切屑就成为粒状切屑(图1-14c)。用低速大进给切削弹塑性材料时,会出现这类切屑。
(4)崩碎切屑 在切削铸铁、黄铜等脆性金属材料时,切削层几乎不经过塑性变形阶段就产生崩裂,得到的切屑呈不规则的粒状(图1-14d)。加工后的工件表面也较为粗糙。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





