在实际应用中,有时对管状零件的内表面以及不通孔和螺纹孔内表面进行磁粉检测,往往比较困难。因为这些内表面缺陷的磁痕不易观察或根本不能观察。为了解决这类零件的磁粉检测,可以用磁橡胶检查法。
磁橡胶检查法的基本原理是:把磁粉混合在一种特别的室温硫化橡胶内并充分调匀,然后施加于被检零件的表面,零件在经过磁化后,含在橡胶内的磁粉由于受缺陷“漏磁场”的作用而被吸引聚集形成磁痕,等橡胶固化后从零件中取出,最后用目视或在显微镜下观察,磁粉集中的区域便显示了缺陷的形状和位置。
磁橡胶检查法所用的磁橡胶液是一种室温硫化硅橡胶按照适当的比例稀释并加入适量磁粉经过充分均匀混合而成的检查液。
为了能检查微小的裂纹,要用磁性好、粒度小的优质磁粉。配制的磁悬液的浓度要比常规的低(一般为3~10g/L)。
硅橡胶是二甲基硅氧烷与其他有机硅单体在酸或碱性催化剂的作用下,聚合制成的一种线性高分子弹性体。室温硫化硅橡胶是指不经过加热,而在室温下就能硫化的硅橡胶。它的分子量较低,一般为粘稠状液体。使用时加入适当的催化剂后就可以在室温下硫化成为弹性体。室温硫化硅橡胶可配制成不同粘度,硫化时间可根据需要调节,并具有一定的抗拉强度,硫化成弹性体后可长期保存不变质。
一般的操作程序如下:
(1)准备 清洗被检工件表面的污垢和其他脏物,如果表面有镀层或其他覆盖层,当厚度不超过0.25mm时,可以不去掉。
(2)浇注 为了防止磁橡胶漏泄,先用铝箔、胶布、腻子、塑料等材料将受检面或通孔围堵起来,然后把加入固化剂的磁橡胶液充分调匀,并浇灌于被检查零件的孔内。磁橡胶液的粘稠度要适中,过稠则浇灌困难,过稀则降低了磁橡胶的抗拉强度。
(3)磁化 用连续法或剩磁法对零件磁化,可以使用永久磁铁、直流磁轭或通电法等。为了有利于磁化时磁粉在悬浮状态下的迁移,磁化的时间要稍长一些。表4-1所列为对不同的检测对象推荐使用的磁化磁场强度和磁化时间。
表4-1 磁橡胶检查的磁化条件
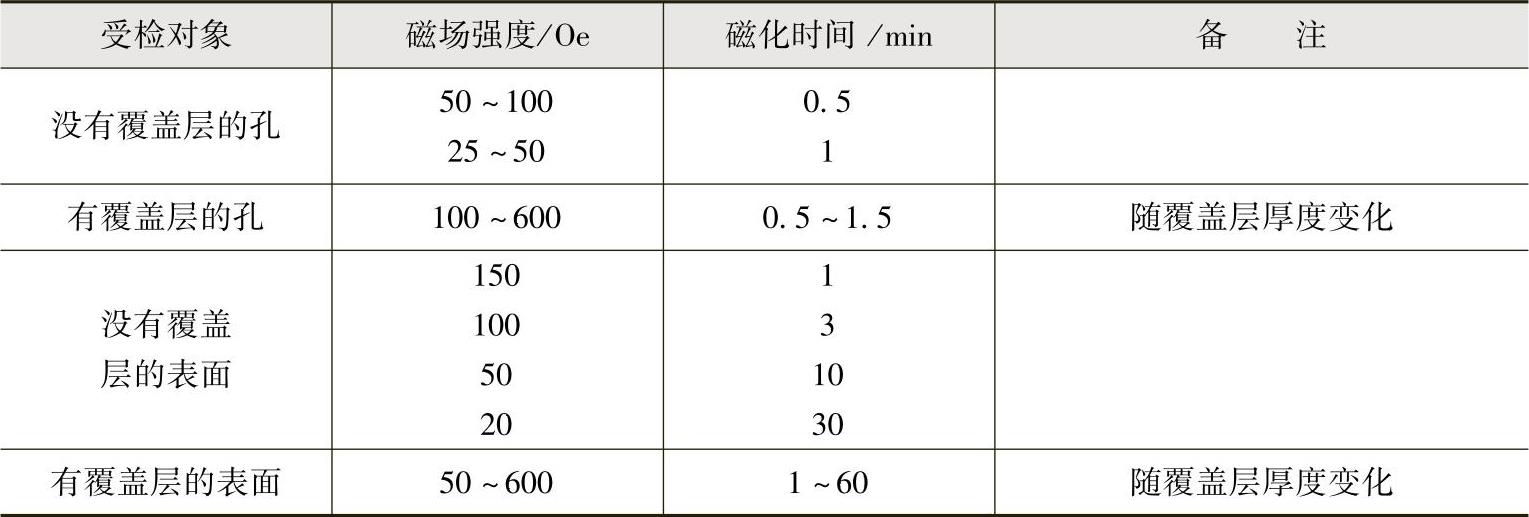
注:1Oe(奥斯特)=7.96×10A/m。
(4)固化 橡胶的固化速度与固化剂的用量及温度、湿度有关。一般情况下环境温度和湿度越低,固化速度越慢,反之越快。在温度为15~20℃,相对湿度为65%~80%的情况下,固化剂用量与固化时间的关系大致如下:
固化剂比例 3%~4% 5%~6% 7%~8% 9%~12%
固化时间 5~6h 3~4h 2~3h 1~2h
固化时间要适当控制,迅速固化将使磁粉的迁移过早地停止,缺陷可能无法显示,固化太慢又会增加检查的时间,对生产不利。
(5)观察 把固化后的橡胶取出来进行检查,如果观察到集中出现明显的磁痕,就说明零件内表面的相应位置上有缺陷。(https://www.daowen.com)
(6)退磁 如有必要,需对零件退磁。
磁橡胶检查法不仅对孔类零件内表面的检查效果较好,而且对某些具有保护层(如镀层、油漆层等)的零件表面监测有独特的长处。因为零件有了保护层后,微小表面缺陷的漏磁十分弱,常规检查中,磁悬液会在短时间内流失,这种微弱的漏磁难以在短时间内吸附磁粉形成磁痕。而磁橡胶液中的磁粉要在零件充磁后一段相当长的固化时间内可供缺陷处的漏磁吸附,有利于磁粉的不断聚集。
磁橡胶检查法还可用于对疲劳裂纹的检查,以及监视疲劳裂纹的起始和发展。金属在反复加载的周期应力的作用下,会产生疲劳裂纹。疲劳裂纹是由微观到宏观逐渐发展的。因为早期疲劳裂纹常常在零部件表面上应力集中的部位出现,裂纹的长度很小(有时可达0.1mm以下),有的部位还很难检查和观察。用常规的检查方法难以得到可靠的检测结果。若采用磁橡胶法,不仅能可靠地检测到疲劳裂纹的存在,还可以展现出被检部位的全貌,记录下全部缺陷,在读数显微镜下通过精确测定磁痕的长度来判定疲劳裂纹的尺寸,监视和记录疲劳裂纹的产生和扩展过程。还可以通过照相,将照片和复制品一起作为永久记录长期保存。
近年来,在磁橡胶检查法的基础上,又发展了一种将磁粉试验(Magnetic Testing)与橡胶铸型(Pubber Cast)结合起来使用的新的磁粉检测技术,简称MT-RC。MT-RC与通常的磁橡胶检查法(Magnetic Rubber Inspection,简称MRI)的区别在于,MT-RC没有在橡胶内混入磁粉,橡胶仅仅用来复制磁粉检测所显示的缺陷磁痕。MT-RC的工艺过程主要有:
(1)预处理 清洗受检工件表面。
(2)磁化 按规范选择磁化方法,给零件施加方向、大小适当的磁场。一般在检查内孔时多用芯绑法,采用剩磁法检验。磁化电流值的选取按如下原则:严格规范I=45D;标准规范I=25D。
(3)浇注磁悬液 磁悬液由黑色磁粉和酒精配制,浓度偏低,一般在1~3g/L范围内选用。
(4)漂洗—干燥 为了防止零件表面多余的磁粉妨碍观察,可用酒精轻轻仔细地漂洗,然后使零件表面充分干燥。否则,橡胶铸件上的磁痕会模糊不清或出现假象。
(5)浇铸橡胶 将加有适量固化剂的橡胶液充分搅拌均匀,注入受检部位。
(6)观察 取橡胶铸件进行观察。
(7)退磁 根据需要对受检零件退磁。
MT-RC和MRI的用途基本相同,但是MT-RC克服了MRI的某些缺点,具有更大的优越性。如:
(1)具有理想的对比度 磁橡胶由于磁粉的加入而染上了颜色,磁粉粒度越细,染色越深,因而磁痕与本底的对比度不清;而MT-RC的橡胶本底为白色,磁痕为黑色,黑白分明,对比度很理想。
(2)灵敏度更高 MT-RC由于对比度好,加上检测材料是用酒精与磁粉配制成的磁悬液,克服了磁粉在粘稠的橡胶中移动困难的问题,所以检测灵敏度更高。
(3)可靠性好 MRI的灵敏度与可靠性在很大程度上要依赖于橡胶的固化时间,因为磁粉在胶液中需要较长的时间才能聚成磁痕。但是RT-RC不存在这个问题,所以检测结果可靠,重复性好。
(4)工艺性好 采用MRI时,橡胶的粘度、固化剂用量、固化时间以及磁化时间等对检测灵敏度都有很大影响,而MT-RC的检测灵敏度与这些因素无关,操作易于掌握与控制,所以工艺性较好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





