时间研究一般要用秒表,既可在工作的现场也可通过观察分析工作的录像带进行。要研究的作业或任务被分解成可测量的部分或元素,且每一元素被单独测定。
将作业分解成元素的一些基本规则如下:
(1)定义的每一个作业元素持续的时间要尽可能短(动作相对独立),但又要足够长(以便用秒表进行测量并记录下时间)。
(2)如果操作者在一些单独运行的设备上工作(即操作者执行一项任务和机器运行分别独立进行),则应把操作者和设备的活动分解成不同的元素。
(3)把操作者和设备的任何延迟定义成单独的元素。
经过一系列重复测量,然后把收集到的时间数据平均化。每一元素的平均时间经过累加,得出了操作者的操作时间。然而,要使该操作者的时间对所有的工人都有用,则对速度的测定和作业比率也必须包括在内,以使作业“正常化”。比率因素的应用给出了所谓的正常时间。例如,如果一个操作者执行一项任务要2min,而时间研究分析师认为他比正常情况下快20%,那么操作者的作业比率为正常的1.2或120%。正常时间将记为2min×120%,或2.4min,用公式表示为:
正常时间=观测时间×作业比率
在这个例子中,正常时间(用NT表示)为:
NT=2min×120%=2.4min
对操作者进行一段时间的观测后,由这段时间的产出数量和作业比率可得出如下公式:
NT=工作时间×作业比率/产出数量
标准时间(ST)的计算还要在正常时间的基础上考虑个人生理的需要(如去洗手间或补充水分造成的中断)、不可避免的工作延误(如设备出故障、原料不足)和工人的疲劳(身体上或精神上)等方面的因素。计算标准时间的公式有以下两种:
标准时间=正常时间+正常时间×宽放率或
ST=NT×(1+宽放率) (13-1)(https://www.daowen.com)
举例说明如下:假定完成一项任务的正常时间为1min,且个人生理需要、工作延误和疲劳的宽放率总共为15%,那么由式(13-1)可得:
ST=1min×(1+15%)=1.15min
一天工作8h,工人将生产417件(8×60/1.15)产品。这意味着工作时间为417min,宽放时间占63min(480-417)。
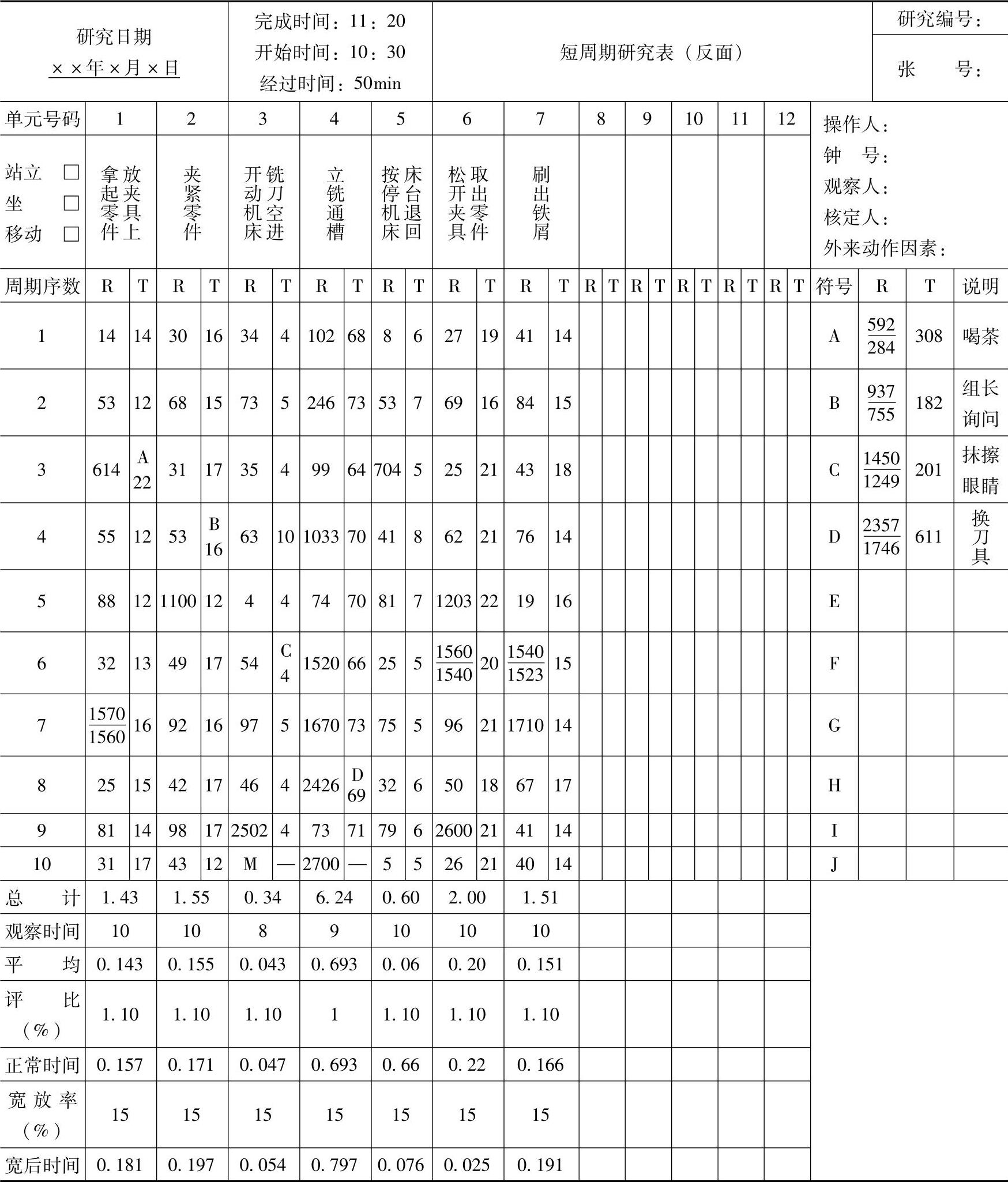
例13-1:在铣床上铣通槽共有以下七个操作单元:①拿起零件放在夹具上;②夹紧零件;③开动机床,铣刀空进;④立铣通槽;⑤按停机床,床台退回;⑥松开夹具,取出零件;⑦刷出铁屑。通过对这七个操作单元的10次观测,得到每个操作单元的平均操作时间。例如,第1操作单元的平均操作时间为0.143min,第2操作单元为0.155min……第1、2、3、5、6、7操作单元的评比系数为110%,而第4操作单元的评比系数为100%,以第1操作单元为例,则:
正常时间=观测时间×评比系数=0.143min×1.10=0.157min
标准时间=正常时间×(1+宽放率)=0.157min×(1+0.15)=0.181min
以此类推,将各单元的标准时间之和求出后,化为普通钟表时间,即得在铣床上铣通槽的时间,如表13-6所示。
表13-6 时间研究应用举例 (单位:min)
时间研究要求对同一项作业进行多次重复测定,因而需要事先确定观测次数。显然,增加观测次数能提高测定的精度。但是观测次数过多,就会增加测定工作量,既不经济,也没有必要。观测次数可根据统计学中提供的公式计算。为简便起见,也可根据经验数据来确定。一般是根据测定作业的生产类型及测定作业要素的时间值长短来考虑,愈接近大量生产,作业要素时间值愈短,为了保证一定的测时精度,需要较多的测定次数。表13-7提供了确定观测次数的经验数据,可供参考。
表13-7 观测次数和标准稳定系数表

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





