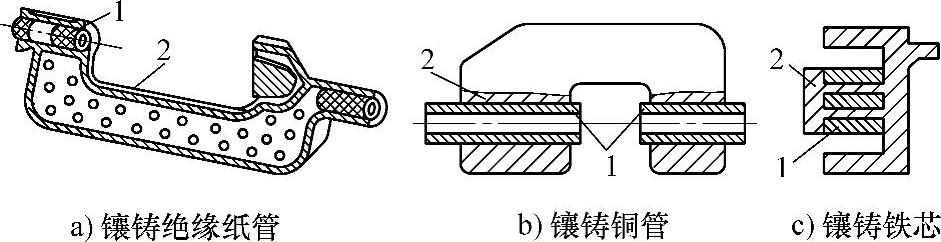
(1)镶嵌件的作用及其禁忌 当压铸件某些部位的强度、耐磨性、导电、导磁、绝缘性等有特殊要求时,单靠压铸件本身的合金是无法满足要求的,在这种情况下,就不宜应用压铸合金整体压铸成型,而应在压铸件内铸人金属或非金属的镶嵌件,也就是把金属或非金属的零件(嵌件)先嵌放在压铸型内,再与压铸件铸合在一起成为一个部件,这样就可根据需要来选择材质,使铸件局部性能符合要求,如铝中镶铸钢件,提高强度;镶铸蓝宝石,提高耐磨性;镶铸绝缘管,提高绝缘性:镶铸铁芯,使之具有导磁性等。图5-123所示是部分应用举例,其中图5—123a所示为铸入绝缘纸管,提高绝缘性,节省资金:图5-123b所示是铸入镶件铜管,州来提高与轴配合的耐磨性:图5-123c所示铸入的镶件为铁芯,具有导磁性。
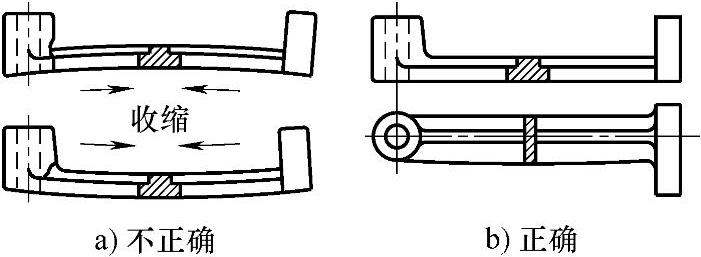
图5-122 肋的壁厚要均匀
所指镶铸也叫嵌铸,除可起上述作用外,还可以:
1)消除压铸件的局部热节,减少壁厚,防止产生缩孔。
2)对于复杂的铸件或者无法抽芯而导致压铸困难,如侧凹、深孔、曲折孔道等,能予以顺利压出。
3)可将许多小铸件合铸在一起,代替装配工序如图5-124所示。
 (https://www.daowen.com)
(https://www.daowen.com)
图5-123 采用镶嵌件满足压铸件某些部位的性能要求
1—镶嵌件 2—压铸合金
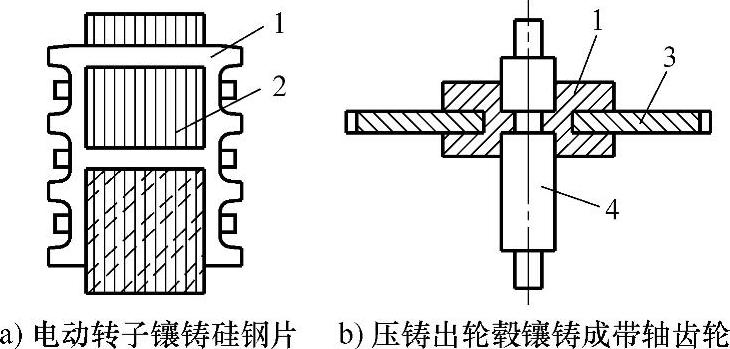
图5-124 用压铸代替装配
1—压铸合金 2—镶入的硅钢片 3—镶入的齿轮 4—镶入的钢轴
(2)压铸采用镶铸时的嵌件,其铸入表面不应为平直光滑面 嵌件在铸件中的连接必须稳固可靠,不产生松动,所以其铸入表面决不可为平直光滑面,而应在嵌件铸入铸件处制出直纹、斜纹、滚花、凹槽或凸起等,以增强嵌件与压铸合金的结合。通常嵌件被压铸件包围的部分的构造形式,即固定方法常用的有三种:一是轴杆的镶嵌,为防止轴向移动,经常采用在镶嵌处局部适当增大或缩小、钻孔、制出弯头等(见图5-125a),或在镶嵌处加工成六角螺钉、螺杆、滚花等(见图5-125b);二是镶嵌件外部滚花或设计成多边形,如加工成六方并带槽、钻圆周辐射孔、削平、开轴向孔等,以防止镶嵌件旋转(见图5-126);三是在轴向和旋转方向都应采取措施以防止移动或旋转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





