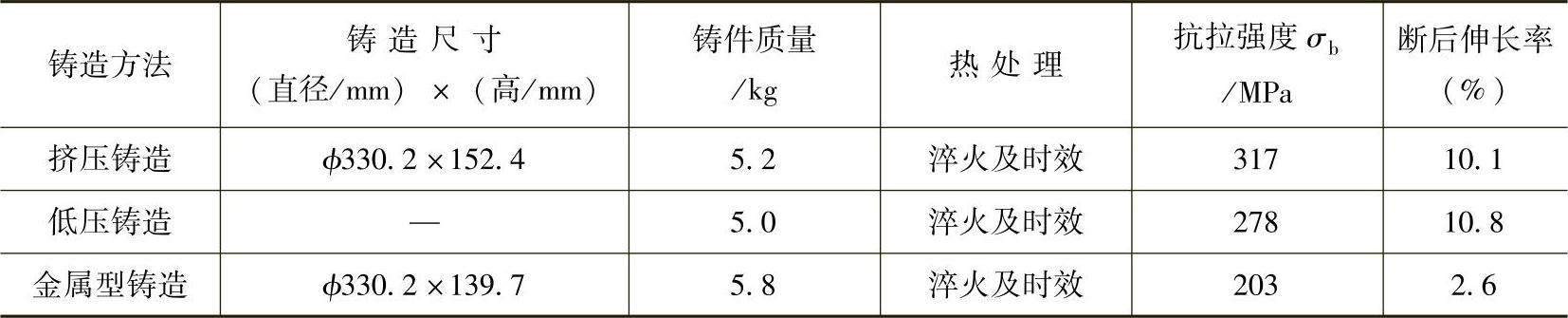
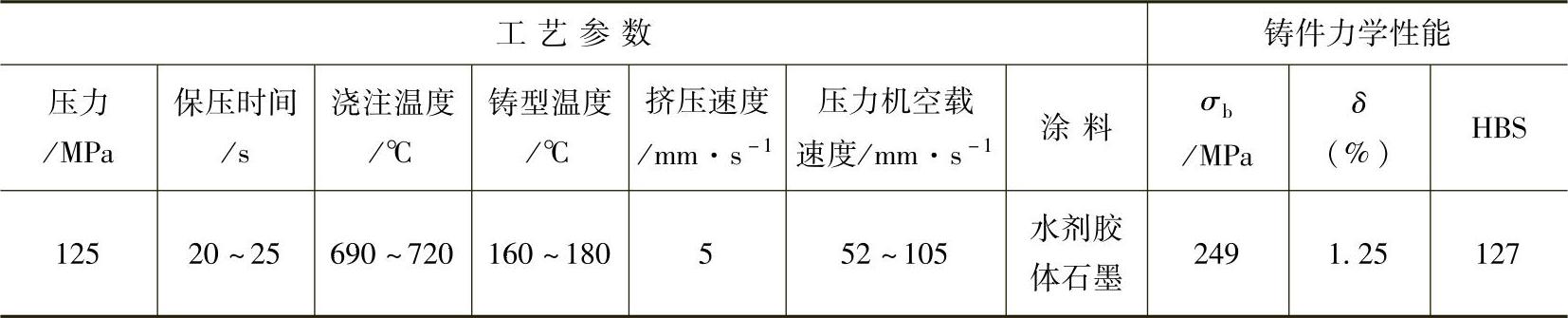
(1)汽车铝轮毂国外常采用挤压铸造,不可不了解其工艺参数;其力学性能与采用金属型铸造、低压铸造相比,有否差异 轮毂毛坯如图5-260所示。该轮直径ϕ330.2mm、轮缘宽度152.4mm,A356.0合金(美国合金牌号,相当我国ZL101A合金)、重5.2kg。采用间接冲头挤压法生产,其铸型结构如图5-261所示。工艺参数参见表5-124,几种铸造方法生产的A356.0合金汽车铝轮毂力学性能见表5-125。由表可见挤压铸造轮毂力学性能较好。此件在日本宇部VSC1200挤压铸造机上进行生产。
表5-123 几种涂料的特点及应用范围
图5-260 汽车铝轮毂毛坯图
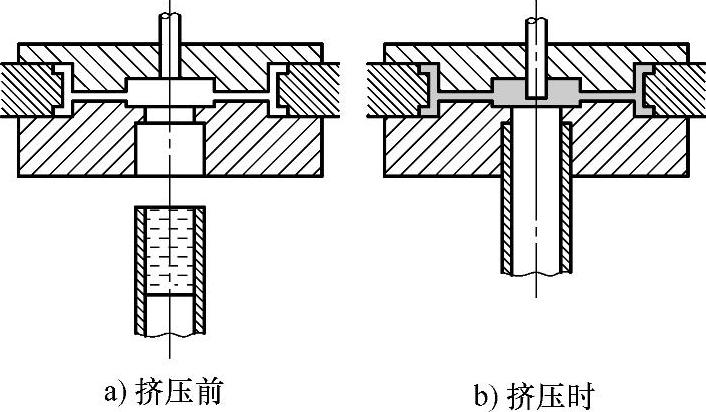
图5-261 铝轮毂铸型结构示意图
表5-124 铝轮毂挤压铸造工艺参数

表5-125几种铸造工艺生产的铝轮毂的力学性能(A356.0合金)
 (https://www.daowen.com)
(https://www.daowen.com)
(2)为较好了解解放牌汽车铝活塞挤压铸造的铸造工艺,不可不大致知其铸型结构 图5-262所示是挤压铸造解放牌汽车铝活塞的毛坯。毛坯重约950g,材料为ZL108铝合金。生产在四柱式1600kN非标准液压机上进行,其挤压铸造铸型如图5-263所示。它采用了直接冲头挤压的方式。其右半图为开型浇注状态,左半图为合型挤压状态。此铸型采用冲头14和推料套筒15加压充型,顶料底柱7反压结晶(动凹形式),两侧芯杆11成形销孔的铸型结构。侧芯杆11由气缸1通过连杆2和摆杆3实现抽拉和闭锁。凹型13由弹簧9支撑而有4mm的上下活动余量,以实现反压结晶。
采用回转臂输送定量勺自动浇注装置浇注。用气缸带动的斜滑槽接取铸件,并随即使铸件滑入水池中进行余热淬火。挤压铸造工艺参数及铸件性能参见表5-126。
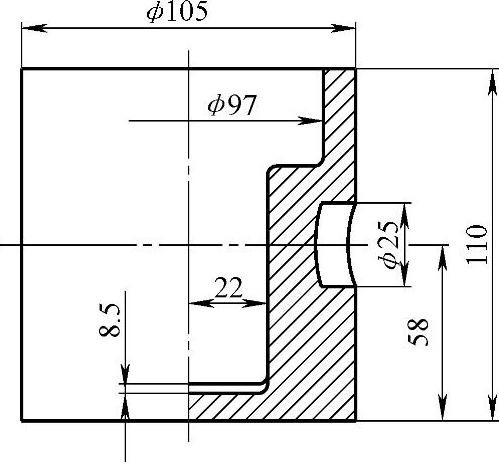
图5-262 解放牌汽车铝活塞毛坯图
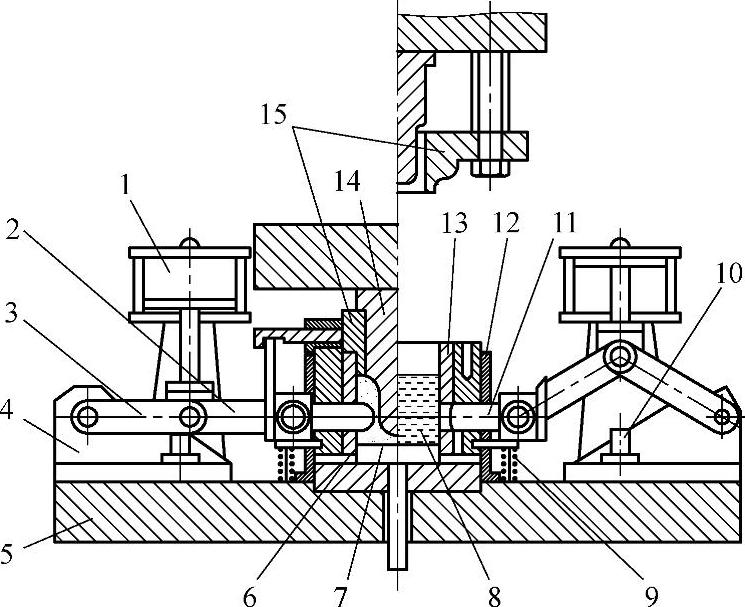
图5-263 解放牌汽车铝活塞挤压铸造铸型图
1—气缸 2—连杆 3—摆杆 4—支架 5—垫板 6—活塞毛坯 7—顶料底柱 8—浇入铸型中的铝液 9—弹簧 10—限位螺钉 11—侧芯杆 12—导向圈 13—凹型 14—冲头 15—推料套筒
表5-126 解放牌汽车铝活塞挤压铸造工艺参数及铸件的力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






