切削用量是背吃刀量、进给量和切削速度总称,俗称切削用量三要素。车削加工的切削用量如图2-5所示。合理选择切削用量与提高加工质量和生产效率有着密切关系。
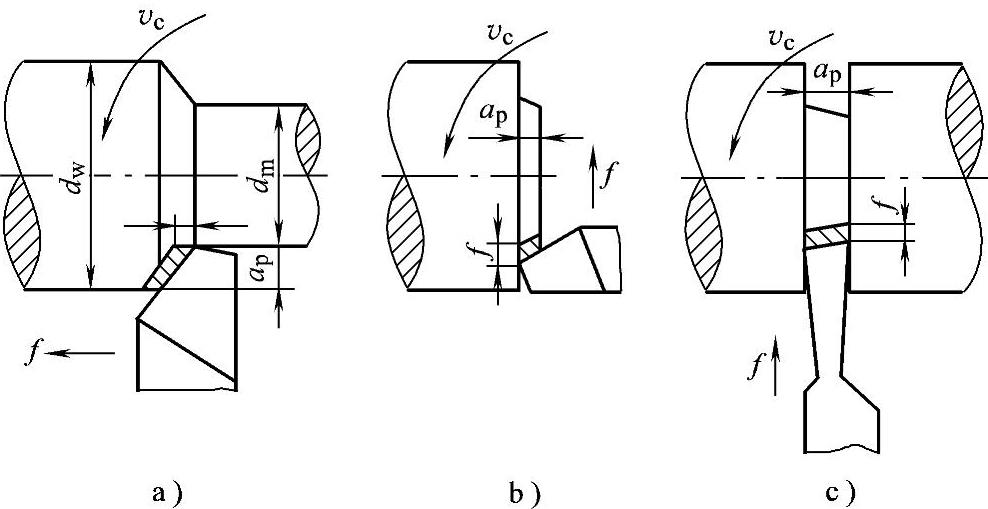
图2-5 车削加工的切削用量
1.背吃刀量(ap)
在工件上,待加工表面与已加工表面之间的垂直距离,称为背吃刀量,用ap表示,单位mm。背吃刀量反映刀具每次吃进工件的深度,所以又称切削深度。对于在圆柱面上切削,(图2-5a),背吃刀量ap为

式中 ap——背吃刀量(mm);
dw——工件待加工表面直径(mm);
dm——工件已加工表面直径(mm)。
2.进给量(f)
主运动构件每旋转一周,刀具沿进给运动方向上移动的距离,称为进给量,用f表示,单位mm/r。进给量反映了进给运动和主运动之间的移动关系和进给运动的快慢。
在车削过程中,又分为纵向进给量和横向进给量。
(1)纵向进给量 沿车床床身导轨方向,即工件回转轴线方向的进给量,如图2-5a所示。
(2)横向进给量 垂直于车床床身导轨方向的进给量,如图2-5b、c所示。(https://www.daowen.com)
车削时,进给运动有时还用实际进给速度表示,即
vf=nf(2-3)
式中 vf——实际进给速度(mm/min);
n——主运动转速(r/min);
f——进给量(mm/r)。
3.切削速度(vc)
刀具切削刃上的某一点,相对于待加工表面在主运动方向上的瞬时线速度称为切削速度,单位m/min。切削速度是切削过程中重要的物理量,是衡量主运动量的参数。在实际工作中,总是根据工件材料、刀具材料以及切削内容选择合理的切削速度,再根据选定的切削速度和待加工表面的直径计算出每分钟的转速。当车削圆柱面时,它们的相互关系为

式中 vc———切削速度(m/min);
dw———待加工表面直径(mm);
n———车床主轴转速(r/min)。
对于旋转体工件,在转速一定时,由于切削刃上各点的回转半径不同,切削速度也不相同,在计算时,习惯上应以最大切削速度为准。如切削外圆时(图2-5a),应计算待加工表面的速度,钻削时计算钻头外径处的速度。在车端面和切断时,如图2-5b、c所示,由于被切削外径随进给量逐渐变小,并趋于零,应以切削的初始直径计算切削速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



