气体渗氮是指在一定温度下于可提供活性氮原子的气氛中,使氮原子渗入工件表层的热处理工艺。气体渗氮,有传统的一段(恒温)渗氮法、两段渗氮法和三段渗氮法气体渗氮工艺曲线如图1-55~图1-57所示。
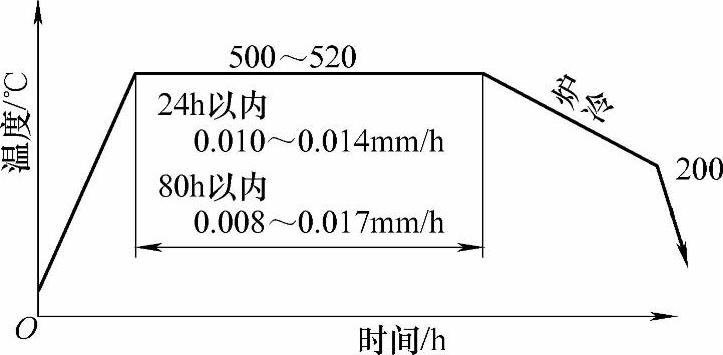
图1-55 一段(恒温)渗氮工艺曲线
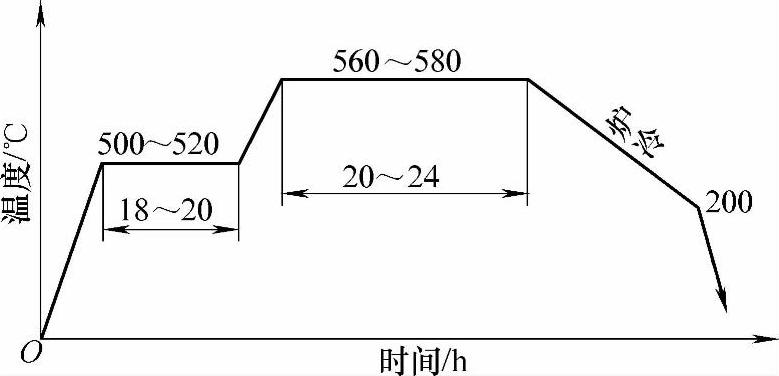
图1-56 两段渗氮工艺曲线
1.适用范围
1)适用于机械零件表面要求极高的耐磨性,而心部有足够强度且工作时冲击力不大的情况。为此,渗氮工件通常是碳含量w(C)=0.15%~0.5%的碳素钢和合金钢工件,如主轴、螺杆、非重载齿轮和气缸套等。
2)适用于各种合金钢,如3Cr2W8V、Cr12MoV、W18Cr4V等制作的工模具等。
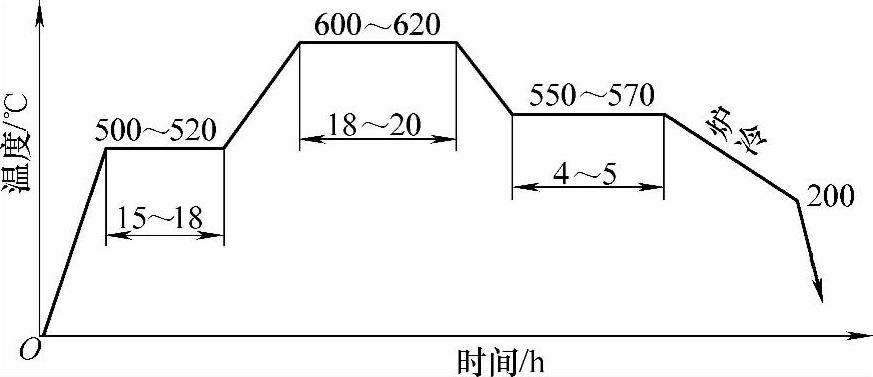
图1-57 三段渗氮工艺曲线
2.技术要求
1)渗氮前,工件需经调质处理(硬度为225~302HBW,金相组织为均匀的索氏体),表面不得有脱碳层。
2)渗氮前,工件表面粗糙度Ra小于1.6μm,且尖角倒圆(R0.5mm以上)。
3)渗氮层深度、表面硬度及变形量,应满足产品设计图样中的技术要求。
4)渗氮层脆性不得大于2级,大于2级者需进行消除脆性处理。
5)渗氮层中,不得有粗针马氏体和网状铁素体,但允许有少量小颗粒状游离铁素体存在。尖角和边缘0.1mm左右处允许有一般的须状和脉状氮化物。
3.操作守则
1)渗氮件入炉前,应仔细清理其表面,使之没有氧化皮、油脂及其他污物,以免影响渗氮质量。特别是不锈钢一定要去除氧化膜。
2)一段(恒温)渗氮在温度500~520℃进行,氨气压力为10665.8~15998.6Pa(80~120mmHg),氨分解率为(体积分数)20%~40%。(https://www.daowen.com)
3)两段渗氮在前段500~520℃时,氨分解率为(体积分数)18%~20%;后段在560~580℃进行,氨分解率为(体积分数)45%~60%。
4)三段渗氮在前段500~520℃时,氨分解率为(体积分数)18%~20%;中段在600~620℃进行,氨分解率为(体积分数)45%~60%;后段温度为550~570℃,氨分解率为(体积分数)4%~15%。三段渗氮可增加硬度,减少脆性。
5)渗氮保温后,炉冷至200℃后出炉,继续空冷到室温。冷却过程的氨分解率为60%~80%,以便节约氨气。
6)渗氮过程,要严格执行安全守则。尤其注意:通氨后罐内空气未排净前不得点火,否则,极易引起爆炸。
4.具体应用
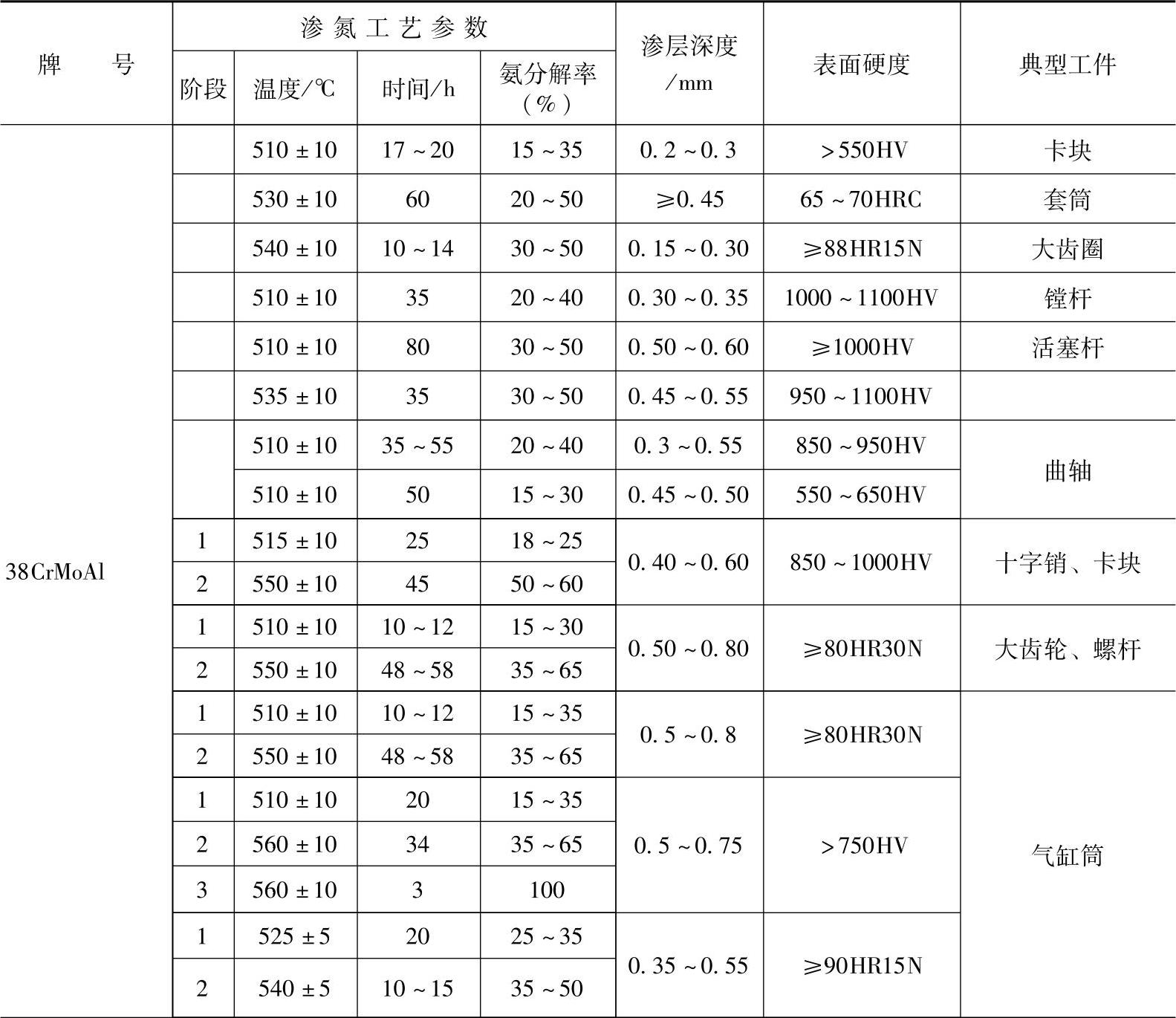
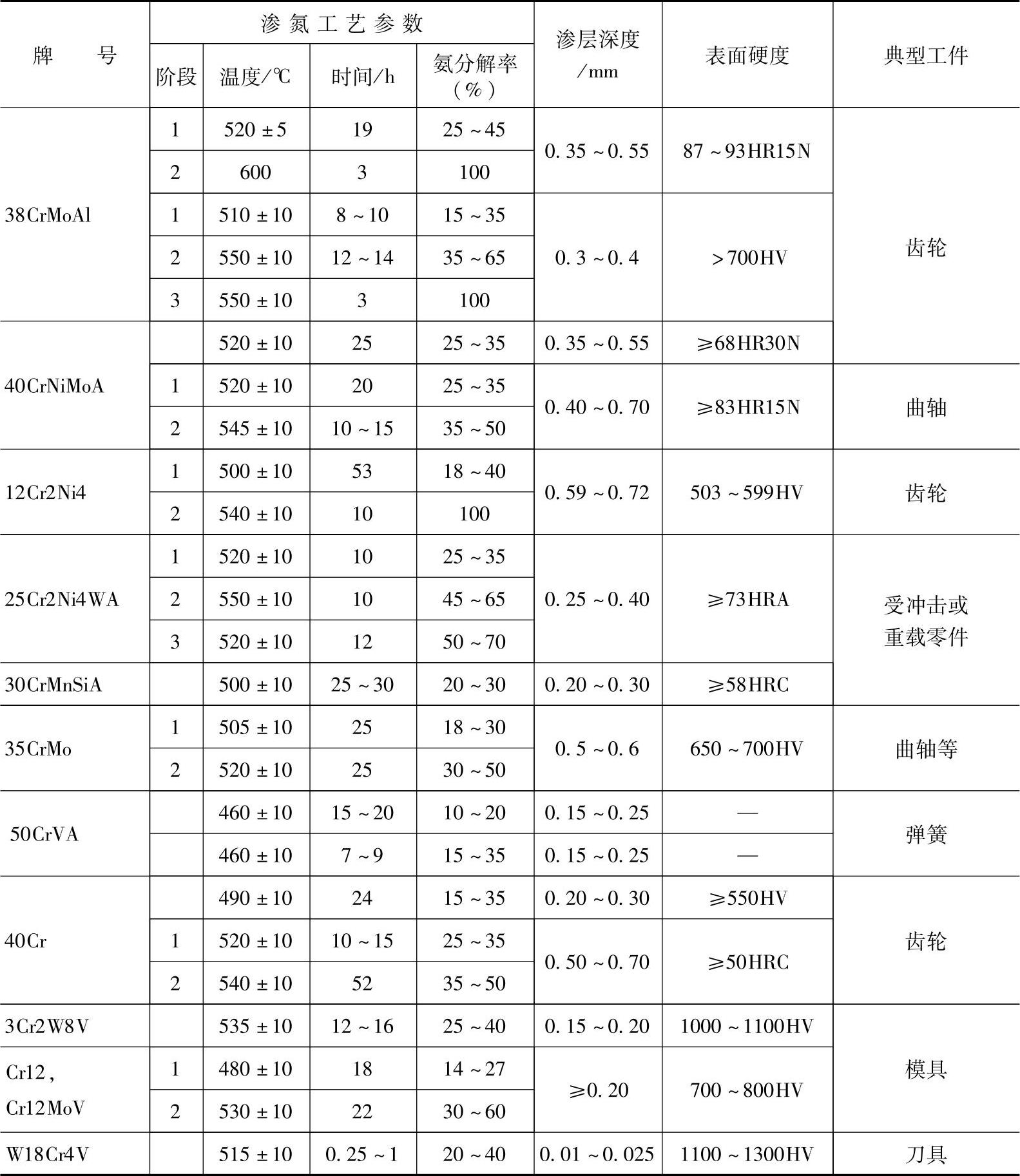
实例1 表1-68为常用合金结构钢和工具钢的气体渗氮工艺规范。
表1-68 常用合金结构钢和工具钢的气体渗氮工艺规范
(续)
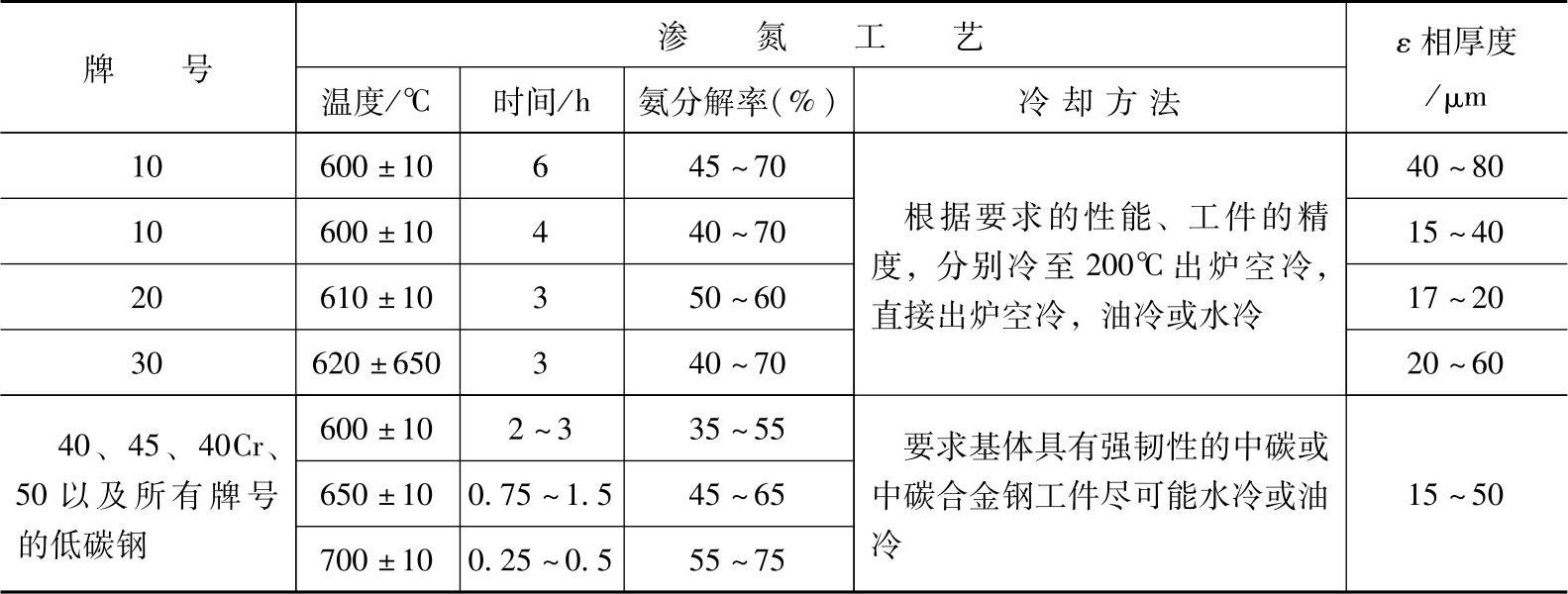
实例2 表1-69所示为纯铁和碳素钢抗蚀渗氮工艺规范
表1-69 纯铁和碳素钢抗蚀渗氮工艺规范

(续)
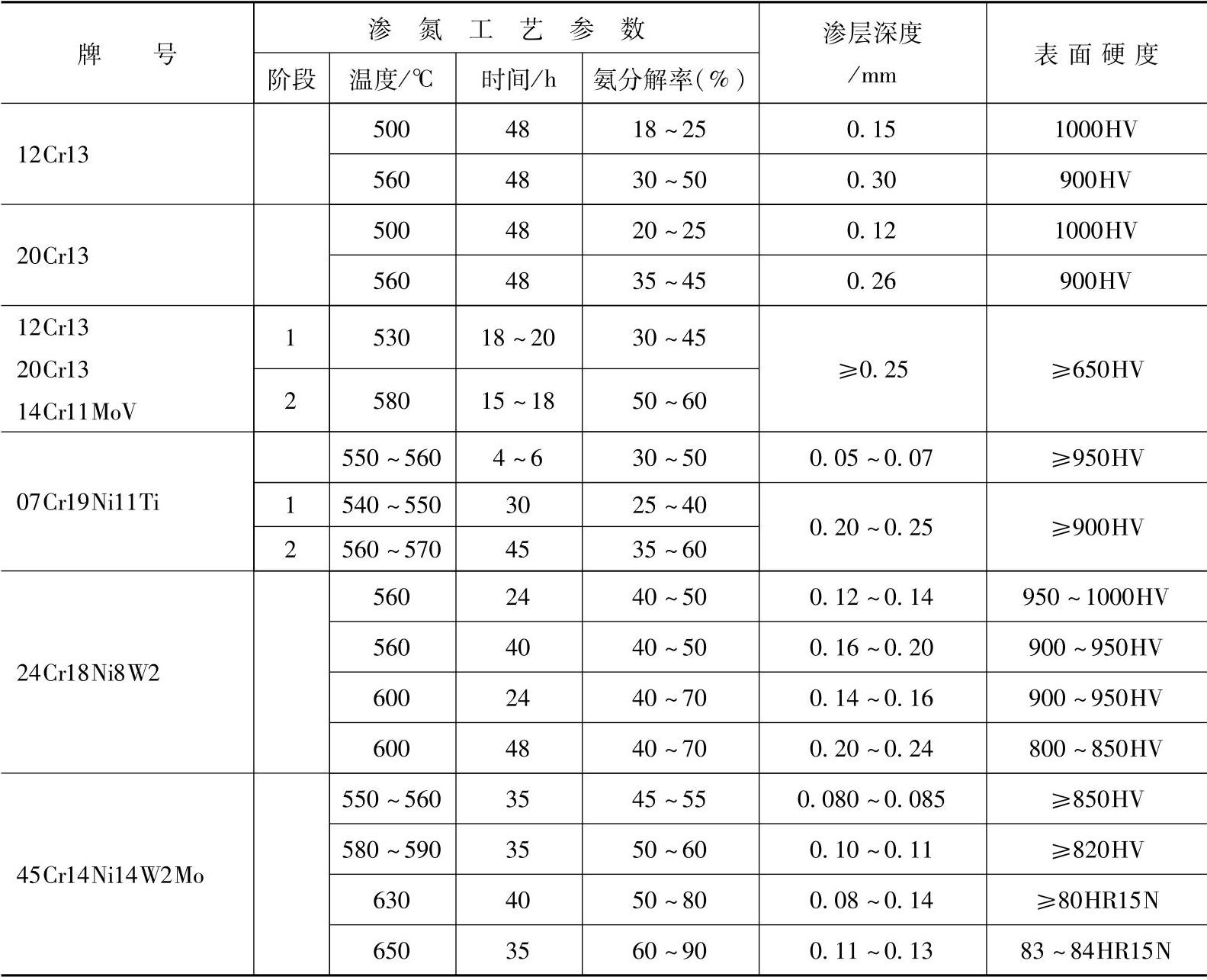
实例3 表1-70所示为常用不锈钢和耐热钢气体渗氮工艺规范
表1-70 常用不锈钢和耐热钢气体渗氮工艺规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





