1.功能
刀具沿圆弧轮廓从起点运行到终点。运行方向由G功能定义:G2(顺时针方向),G3(逆时针方向)。G2/G3、CIP一直有效,直到被G功能组中其他的指令(G0、G1、G2…)取代为止。进给速度由编程的进给率字决定。
如图5-8所示,G2/G3在G17/G18/G19三个平面中的方向判断:在右手直角坐标系中,沿圆弧所在平面(如XOY平面)的垂直坐标轴的负方向(即-Z)看去,顺时针方向为G02,逆时针方向为G03。
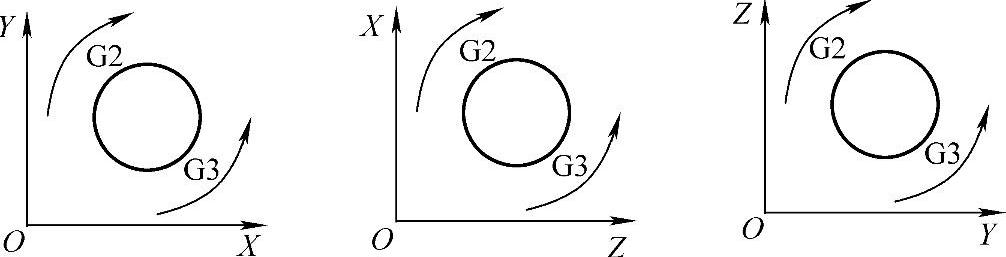
图5-8 圆弧插补G2/G3在三个平面中的方向规定
所要求的圆弧可以按图5-9所示以不同的方式进行描述。
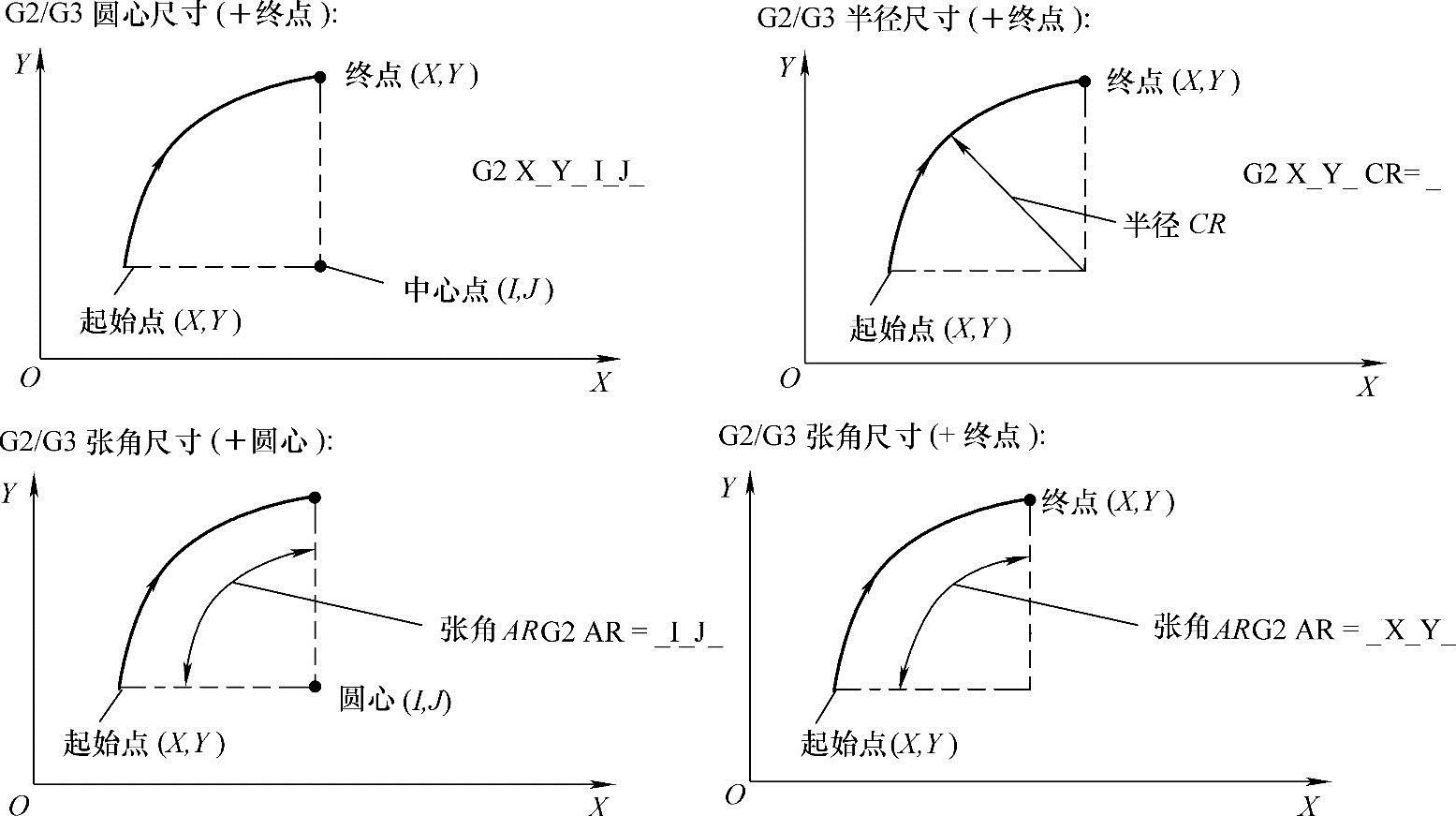
图5-9 用G2/G3进行圆弧编程的方法(举例:X/Y轴)
G2/G3一直有效,直到被G功能组中其他的指令(G0,G1…)取代为止。进给速度由编程的进给率字决定。
2.指令格式
G2/G3 X_Y_Z_I_J_K_ ;圆弧终点和圆心
G2/G3 X_Y_Z_CR=_ ;圆弧终点和半径
G2/G3 X_Y_Z_AR=_ ;圆弧终点和张角
G2/G3 I_J_K_AR=_ ;圆心和张角
G2/G3 AP_RP=_ ;极坐标和极点圆弧
CIP X_Y_Z_I1=_J1=_K1=_ ;圆弧终点和中间点
CT X_Y_Z_ ;切线过渡圆弧(终点)
式中,G2:顺时针圆弧插补;
G3:逆时针圆弧插补;
CIP:通过中间点的圆弧插补;
CT:切向连接的圆弧插补;
X_Y_Z_:直角坐标系中的圆弧终点坐标;
I_J_K_:直角坐标系中的圆心坐标(分别在X、Y、Z方向);
CR=_:圆弧半径;
AR=_:圆心角;
AP=_:极坐标系的终点坐标,这里是极角;
RP=_:极坐标系的终点极径,对应圆弧半径;
I1=_J1=_K1=_:直角坐标系中的圆弧中点坐标(分别在X、Y、Z方向上)。
3.说明
1)如果圆弧的起始点和终点差值在公差之内,则系统可以精确地设定圆心,否则会发出报警。公差值可以通过机床数据调整。
2)只有用圆心和终点定义的程序段才可以编程整圆。
3)在用半径定义的圆弧中,CR=_的符号用于选择正确的圆弧。使用同样的起始点、终点、半径和相同的方向,可以编程两个不同的圆弧。CR=-_中的负号说明圆弧段大于半圆;否则,圆弧段小于或等于半圆,如图5-10所示。
4.带圆弧终点和圆心的圆弧编程
(1)指令格式
①G17 G2/G3 X_Y_I_J_
或G17 G2/G3 X_Y_I=AC(____)J=AC(____)
②G18 G2/G3 X_Z_I_K_
或G18 G2/G3 X_Z_I=AC(____)K=AC(____)
③G19 G2/G3 Y_Z_J_K_
或G19 G2/G3 Y_Z_J=AC(____)K=AC(____)
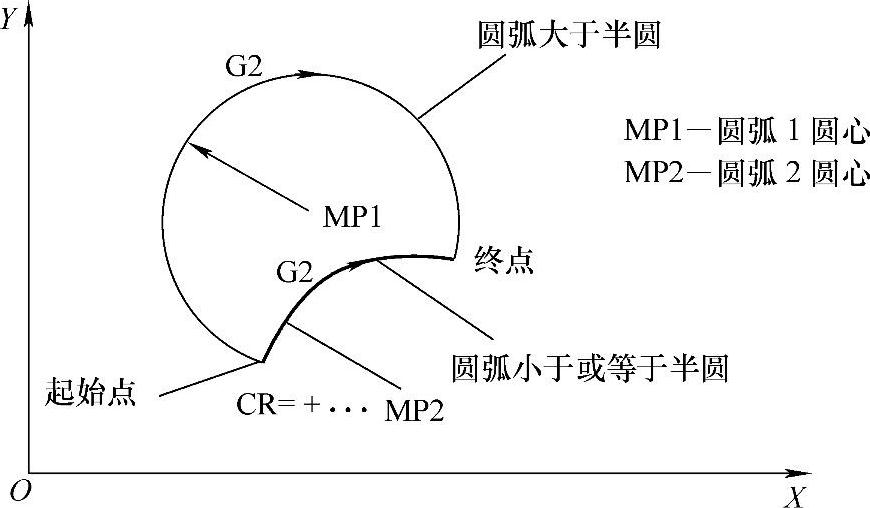
图5-10 在使用半径定义的程序段中,使用CR=的符号选择正确的圆弧
圆弧的插补运动由直角坐标系中X、Y、Z的终点坐标和圆弧中心点坐标I、J、K来决定。如果只有圆心坐标而无终点坐标,结果是一个完整的圆。G90/G91只对圆弧终点坐标有效,而I、J、K默认情况是以相对于圆弧起点的增量坐标输入,可以在非模态下以相对于工件原点的绝对坐标编程圆弧中心点:I=AC(____),J=AC(____),K=AC(____),如图5-11所示。
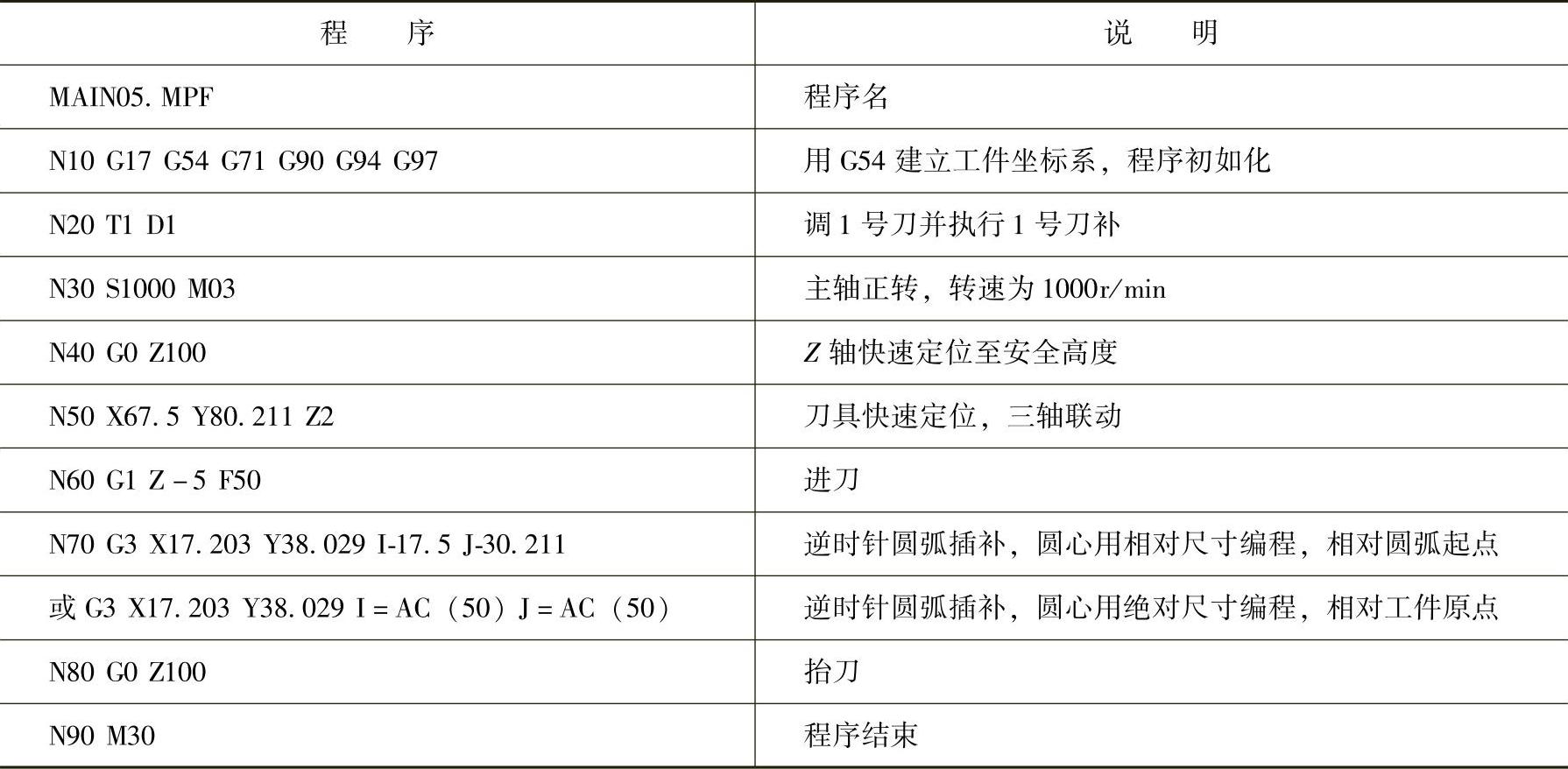
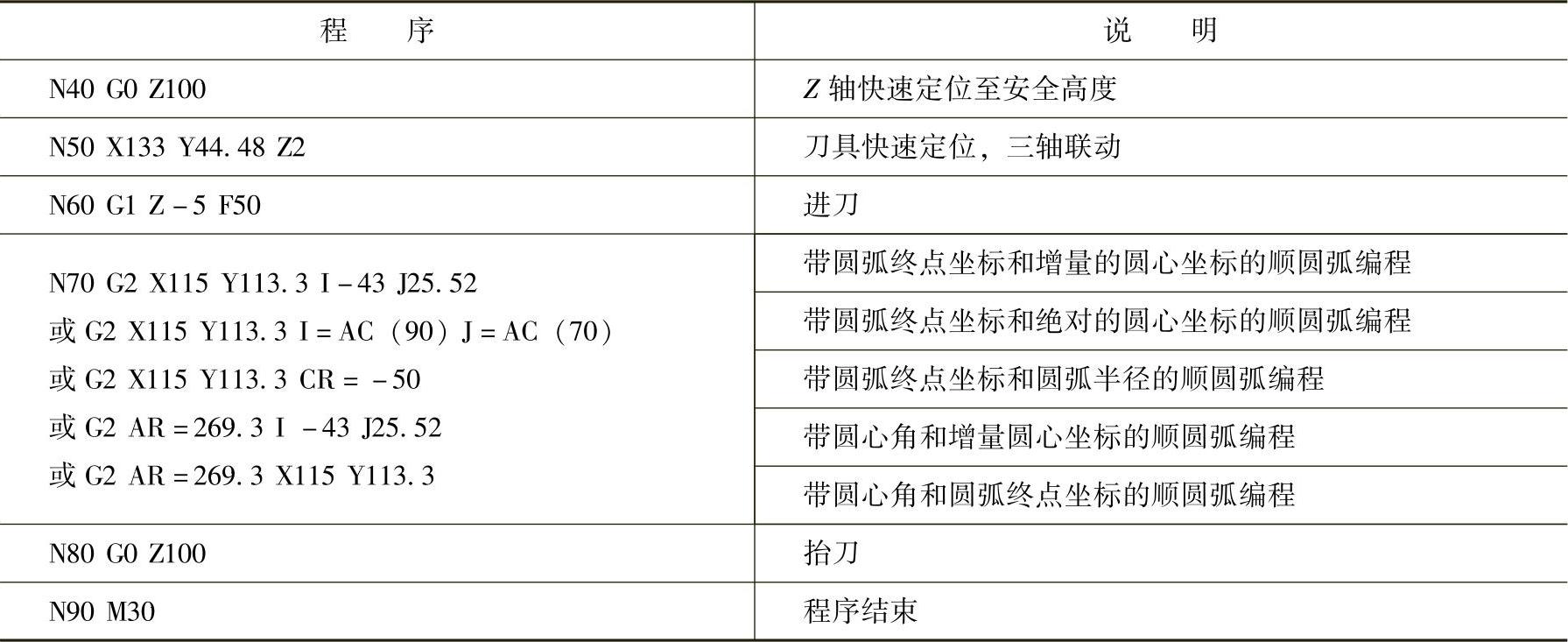
(2)编程举例
【例5-7】 带圆心和终点的圆弧编程,如图5-11所示。加工程序及其说明见表5-12。
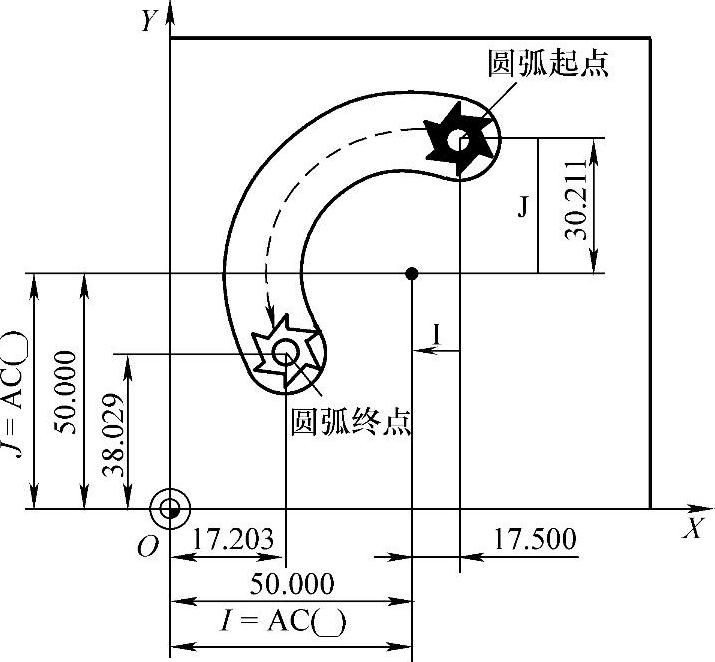
图5-11 圆心I、J及I=AC(____)、J=AC(____)的关系
表5-12 带圆弧终点和圆心的圆弧编程
5.带圆弧终点和半径的圆弧编程
(1)指令格式
G17 G2/G3X_Y_CR=_
G18 G2/G3X_Z_CR=_(https://www.daowen.com)
G19 G2/G3Y_Z_CR=_
圆弧插补由直角坐标系中X、Y、Z终点坐标和圆弧半径CR=_来决定。当圆心角≤180°时,CR=+_;当圆心角>180°时,CR=-_。
(2)编程举例
【例5-8】 带圆弧终点和半径的圆弧编程,如图5-12所示。加工程序及其说明见表5-13。
6.带圆心角和圆心坐标或终点坐标的圆弧编程
(1)指令格式
1)带圆心角和终点坐标的圆弧编程:
G17 G2/G3 X_Y_AR=_
G18 G3/G3 X_Z_AR=_
G19 G2/G3 Y_Z_AR=_
2)带圆心角和圆弧圆心坐标的圆弧编程:
G17 G2/G3 I_J_AR=_
G18 G2/G3 I_K_AR=_
G19 G2/G3 J_K_AR=_
圆弧插补由圆心角AR=_(取值范围0°~360°)和直角坐标系中X、Y、Z终点坐标或圆心坐标I、J、K来决定,完整的圆弧不能通过AR=_来编程,而是用圆心和终点坐标来编整圆。
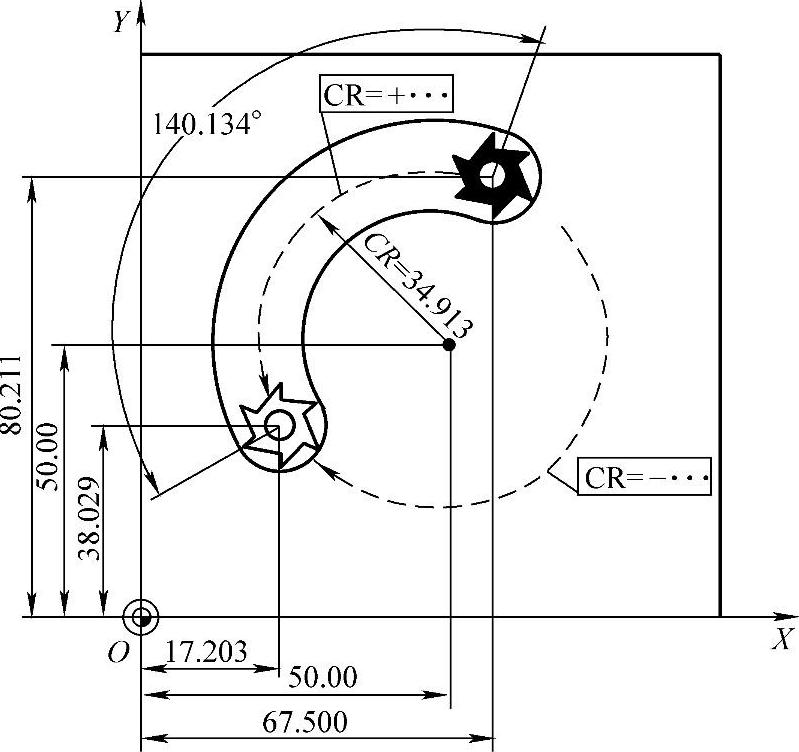
图5-12 带圆弧终点和半径的圆弧编程
表5-13 带圆弧终点和半径的圆弧编程
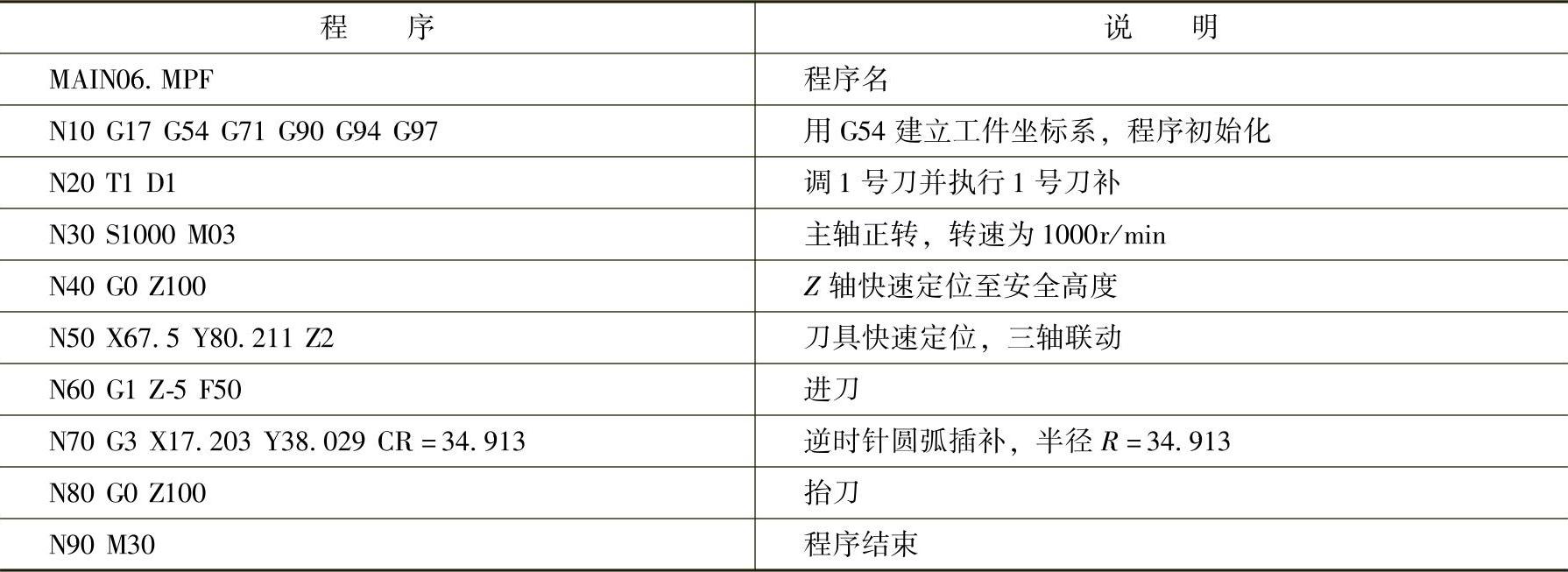
(2)编程举例
【例5-9】 带圆心角和终点坐标X、Y或圆心坐标I、J的圆弧编程,如图5-12所示。加工程序及其说明见表5-14。
表5-14 带圆心角和终点坐标X、Y或圆心坐标I、J的圆弧编程
7.带极坐标的圆弧编程
(1)指令格式
G17/G18/G19 G2/G3AP=_RP=_
圆弧插补由极角AP=_和极径RP=_来决定,极点在圆弧中心,极径对应圆弧半径。
(2)编程举例
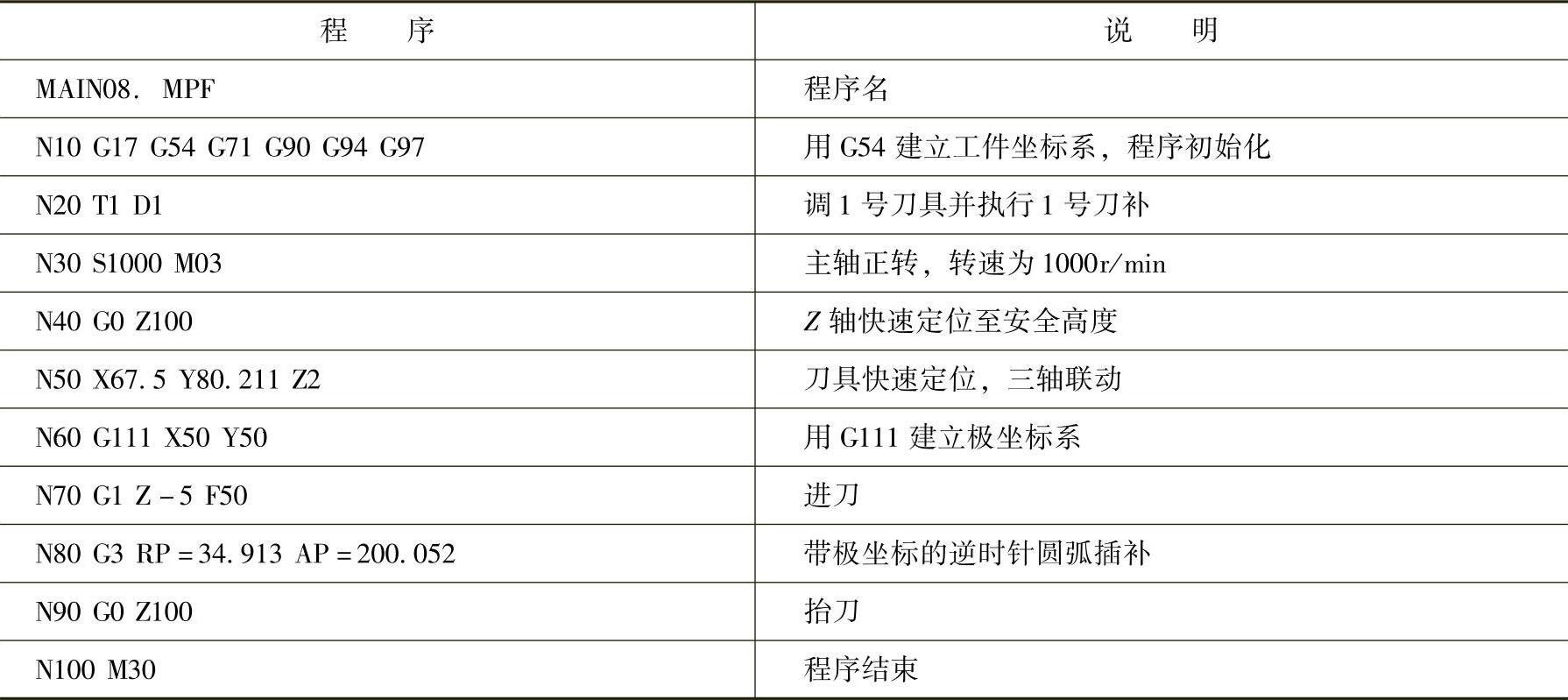
【例5-10】 极坐标编程举例,如图5-13所示。加工程序及其说明见表5-15。
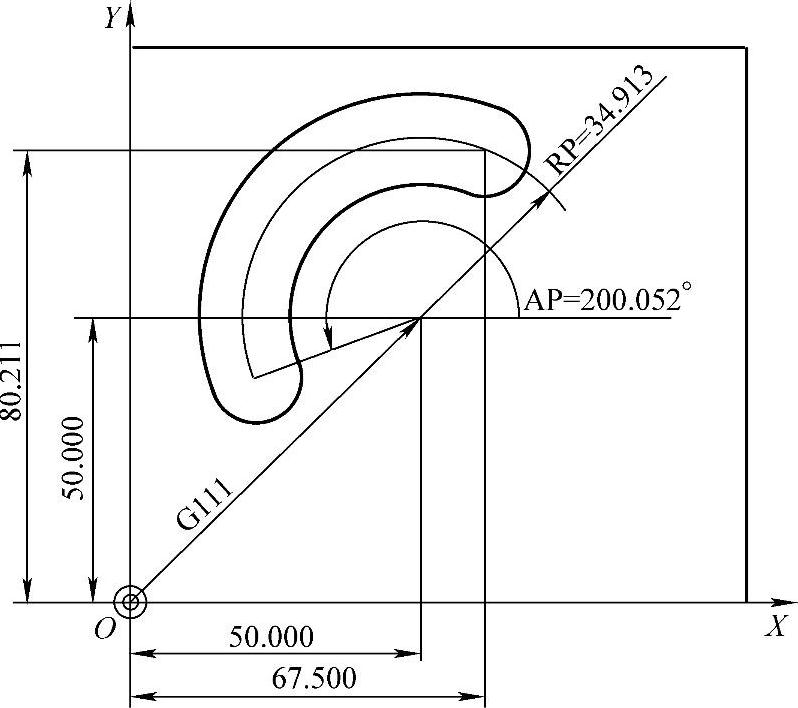
图5-13 带极坐标的圆弧编程
表5-15 极坐标编程举例程序
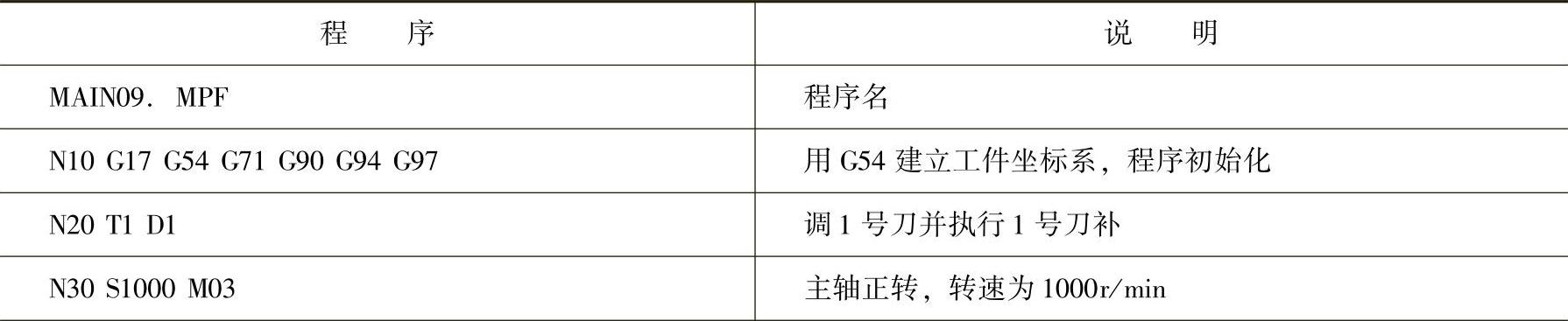
【例5-11】 各种类型的圆弧编程举例,如图5-14所示。
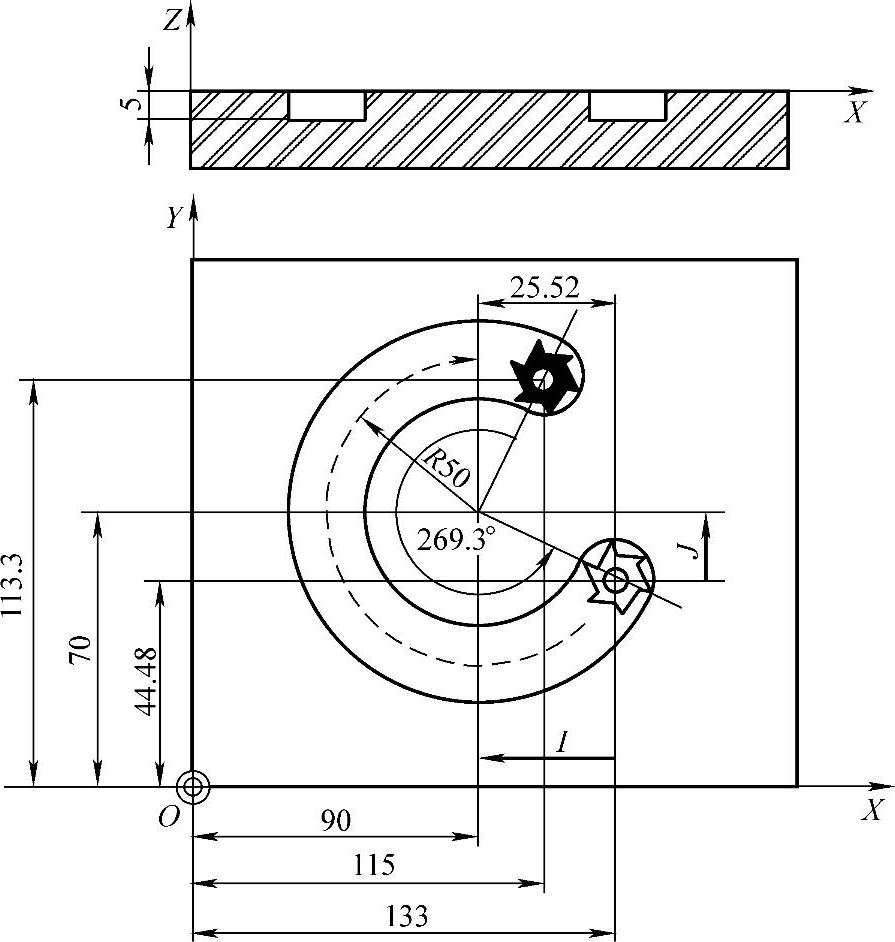
图5-14 各种类型的圆弧编程举例
表5-16 各种类型的圆弧编程举例
(续)
8.通过中间点进行圆弧插补(CIP)
(1)指令格式
CIP X_Y_Z_I1=_J1=_K1=_
如果知道圆弧轮廓上3个点而不知道圆弧的圆心、半径和圆心角,就可以用CIP来对圆弧编程。G90/G91对中间点和终点都有效。圆弧方向由位于起始点和终点之间的中间点的位置确定。I1=_、J1=_、K1=_分别对应X轴、Y轴和Z轴。
(2)编程举例
【例5-12】 已知圆弧中间点和终点的圆弧编程,如图5-15所示。
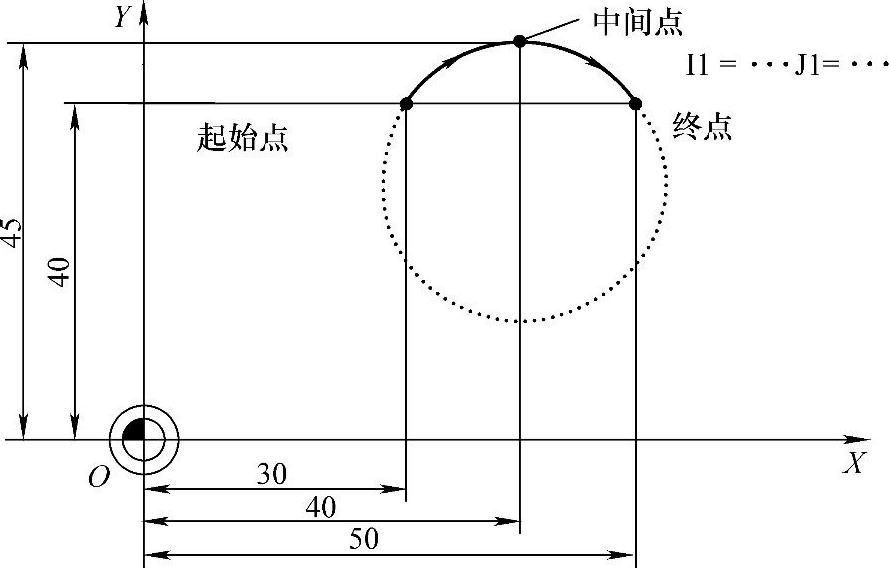
图5-15 已知终点和中间点的圆弧编程(用G90)
加工程序及其说明如下:
N10 G90 X30 Y40 ;用于N20的圆弧起始点
N20 CIP X50 Y40 I1=40 J1=45 ;带中间点和终点的圆弧插补
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






