[3]
焊条电弧焊时,焊条熔滴过渡形态可分为:粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型,如图3-7所示。过渡形式取决于焊条药皮的成分和厚度、焊接参数、电流种类和极性等。
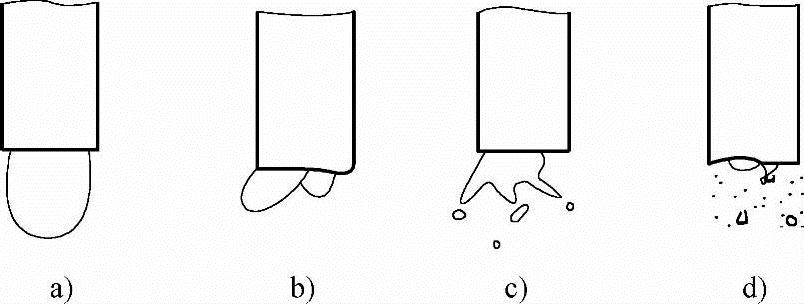
图3-7 焊条熔滴过渡形态示意图
a)粗熔滴过渡 b)渣壁过渡 c)爆炸过渡 d)喷射过渡
1.粗熔滴过渡
如图3-7a所示,焊条电弧焊粗熔滴过渡的明显特征是熔滴尺寸大,自由熔滴颗粒度可长大到接近或超过焊芯直径。在正常弧长焊接时,熔滴的形成、长大到过渡需要较长的时问,熔滴过渡频率低,一般为1.5~3次/s。长弧焊时的粗熔滴过渡,熔滴在长大到自由尺寸以前不与熔池短路,当熔滴长大到最大尺寸时,从焊条端部脱离,通过电弧空问向熔池过渡。而正常弧长时,熔滴在长大到自由尺寸前就与熔池发生桥接短路,此时金属熔滴和熔渣通过短路桥过渡到熔池,短路桥中断,过渡完成,然后进行下一个过渡周期,该过渡形式也称为粗熔滴短路过渡或短路过渡。
2.渣壁过渡
焊条电弧焊的渣壁过渡是指焊条端部的熔化金属,沿药皮套筒壁面滑向熔池的一种过渡形式,熔滴过渡时不发生短路,如图3-7b所示。这种过渡形式与粗滴过渡相比,熔滴尺寸细小,一般不超过焊芯直径。因此在熔滴形成、长大,直到脱离焊条芯端部之前的过程中,一个熔滴不会占据焊芯的整个端面,而是在焊芯端面处,同时存在两个或者两个以上的熔滴,这是渣壁过渡所独有的现象。渣壁过渡的过渡频率比粗熔滴过渡时高,一般为5~9次/s。(https://www.daowen.com)
3.爆炸过渡
爆炸过渡是指焊条金属熔滴在形成、长大或过渡过程中,由于激烈的冶金反应,在熔滴内部产生CO气体,使熔滴急剧膨胀发生爆裂而形成的一种金属过渡形式,如图3-7c所示。
在爆炸过渡的同时,发生强烈爆炸飞溅,使焊接工艺性严重恶化。熔滴爆炸过渡的频率大约为30~50次/s。熔滴爆炸现象多半发生在熔滴悬挂在焊条末端、尚未脱离焊条端部的时候,有时也发生在熔滴的过渡过程中。
4.喷射过渡
喷射过渡如图3-7d所示,焊条金属的熔滴呈细碎的颗粒由套筒内喷射出来,并以喷射状态快速通过电弧空问向熔池过渡,其熔滴细碎程度比爆炸过渡细得多。熔滴过渡的频率可以达到100~150次/s以上。
5.其他过渡形态
除了以上四种焊条熔滴过渡的基本形态以外,还存在着一种常见的熔滴自由过渡。在熔滴形成过程中,由于某种力的作用,从停留在焊条端部的大熔滴中,分离出较小的熔滴,这个小熔滴又远离套筒,不能形成渣壁过渡,“自由地”飘落于熔池,而形成自由过渡。
焊条电弧焊的熔滴自由过渡,是焊条熔滴过渡形态的一种特例。任何一种焊条电弧焊不可能以自由过渡为主要过渡形式,而这种过渡形式又往往和四种基本过渡形式伴随发生。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






