在锅炉、化工、电力、原子能等工业部门的管线及换热器生产和安装中,经常要遇到管-管的焊接问题,在这个领域内广泛采用钨极氩弧焊。在工业管道制造和安装过程中,许多情况下管道是固定不动的,此时,要求焊枪围绕工件作360°的空问旋转,所以完成一条焊缝的过程实际上是全位置焊接,每种位置需要不同的焊接参数相匹配,为了保证焊缝获得均匀的熔透和熔宽,要求参数稳定而精确。同时要求机头的转速稳定而可靠,并与焊接参数相适应。钨极氩弧焊或者脉冲钨极氩弧焊的电弧非常稳定,无飞溅,输入的热输入调节方便,易得到单面焊双面成形的焊缝,所以是管道焊接的理想方法。
在焊接过程中,焊接电流大小和机头运动速度应相互配合,在电弧引燃后焊接电流逐渐上升至工作值,将工件预热并形成熔池,待底层完全熔透后,机头才开始转动。电弧熄灭前,焊接电流逐渐衰减,机头运动逐渐加快,以保证环缝首尾平滑地搭接,理想的焊接程序如图5-40所示。
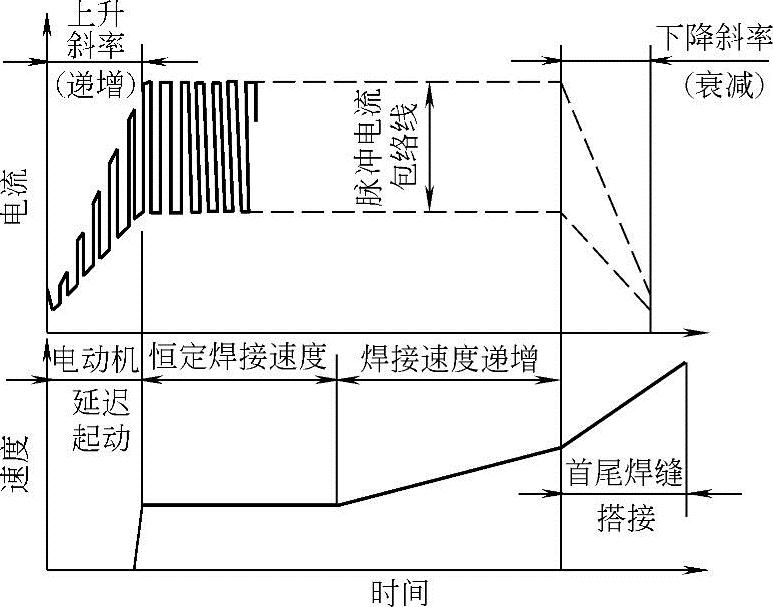
图5-40 管道自动钨极氩弧焊全位置焊接的电流和焊接速度程序
管道全位置焊接时,根据管道直径、壁厚往往需要分段进行程序控制,按照不同的位置划分焊接电流和焊接速度,因此控制电路要实现机头行走、转动,送丝速度调节,机头摆动频率及停留时问改变,保护气体的输送,焊接电流和弧长的控制、各区问的时问设定及焊缝的对中等。控制参数多而且要求精度高,目前以计算机进行编程控制居多。所有参数通过键盘进行调节和编程,系统有外接打印机,随时记录焊接参数,计算机屏幕可以图像显示各种参数的实时变化,并可随时调阅原设定参数。(https://www.daowen.com)
焊接机头包括有固定的焊枪、输送氩气的导管、送丝机构、旋转电动机、传动齿轮、导电环及连接电缆。图5-41所示为卡钳式焊接机头,一般适合于小直径管道焊接,根据管道直径可以更换不同尺寸的机头。
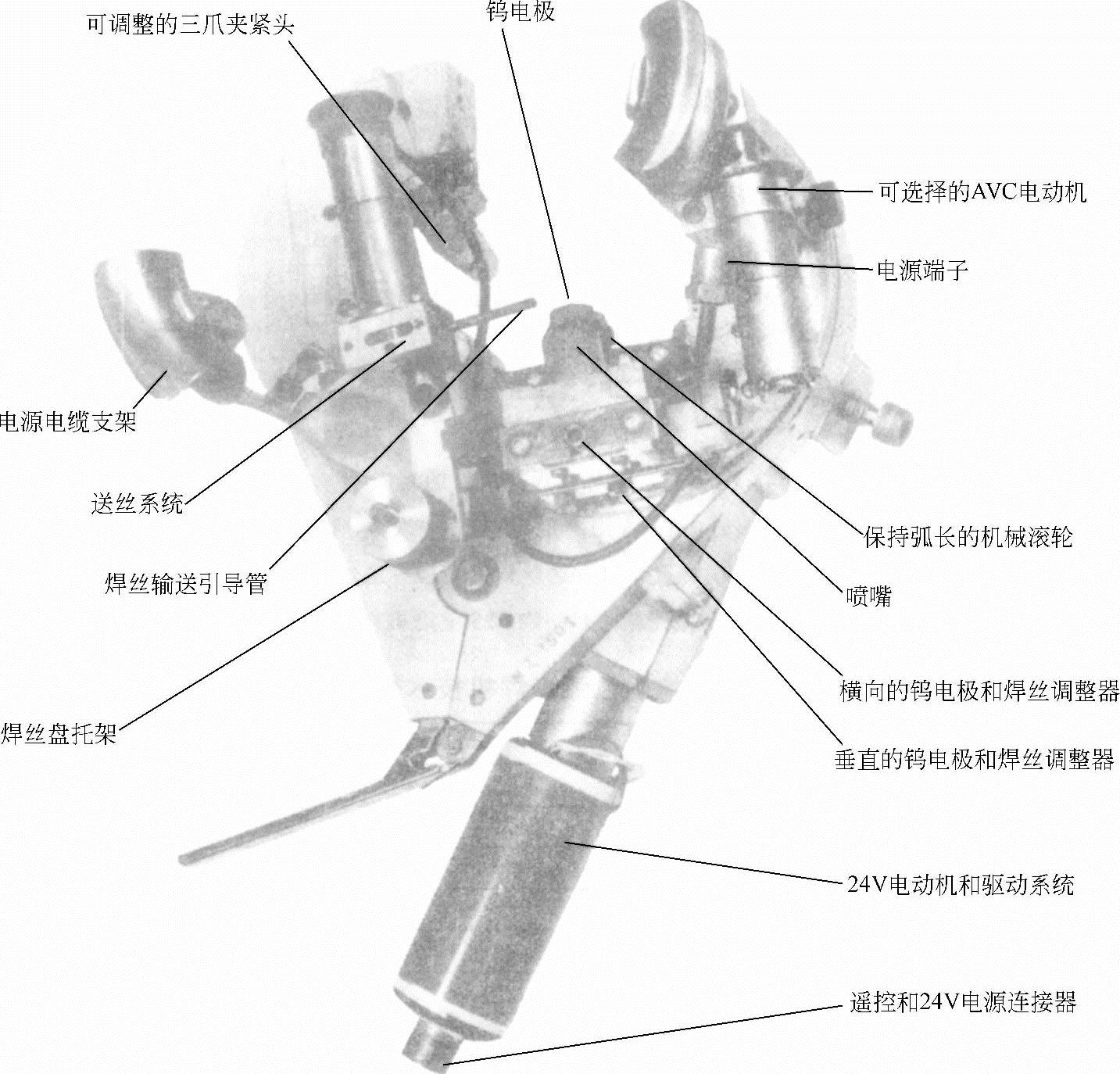
图5-41 卡钳式焊接机头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





