1.接头形式
用于等离子弧焊的通用接头形式为:I形坡口、单面V形和U形坡口以及双面V形和U形坡口。这些坡口形式用于从一侧或两侧进行对接接头的单道焊或多道焊,除对接接头外,等离子弧焊也适合于焊接角焊缝和T形接头,而且具有良好的熔透性。
厚度大于1.6mm但小于表6-7所列厚度值的工件,可不开坡口,采用穿透型等离子弧焊单面一次焊成。
表6-7 一次焊透的厚度[7] (单位:mm)
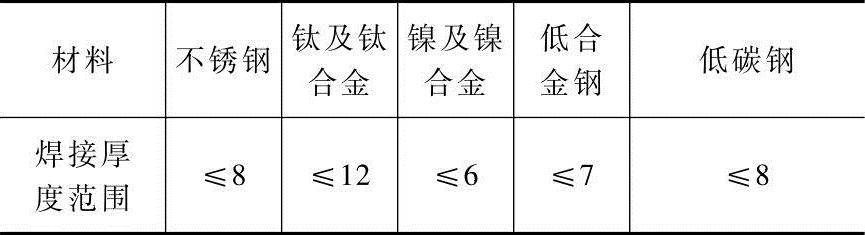
注:不加衬垫,单面焊双面成形。
对于厚度较大的工件,需要开坡口对接焊时,与钨极氩弧焊相比,可采用较大的钝边和较小的坡口角度。第一道焊缝采用穿透型焊接,填充焊道则采用熔透型完成。图6-19为两种焊接方法所需V形坡口几何形状的比较。
焊件厚度如果在0.05~1.6mm之问,通常使用熔透型焊接。常用接头形式如图6-20所示。
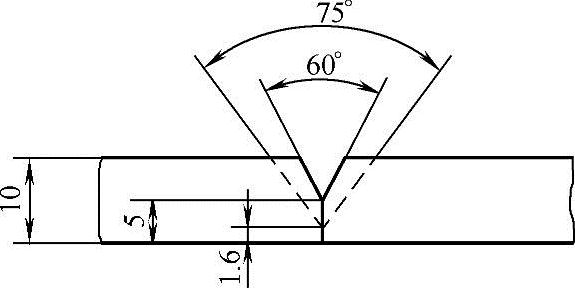
图6-19 等离子弧焊和钨极氩弧焊v形坡口形状的对比[1]
-----钨极氩弧焊 ——等离子弧焊
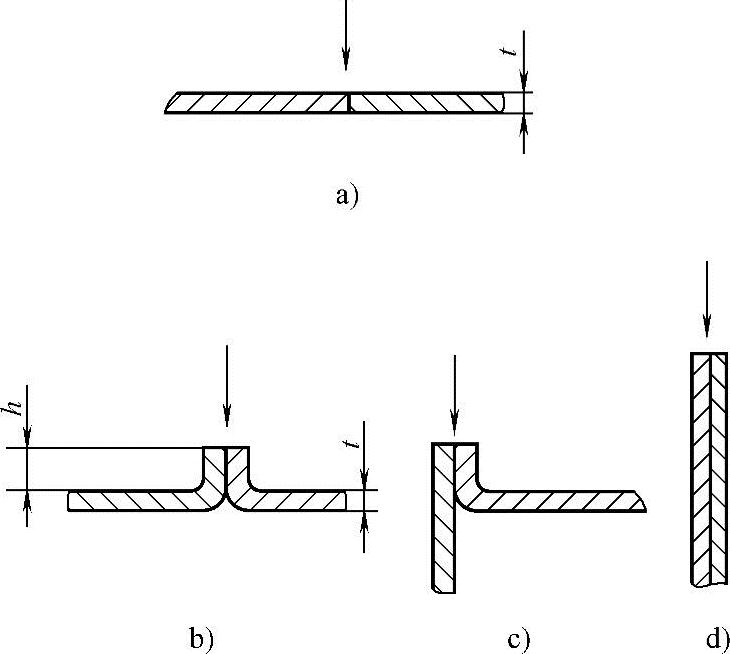
图6-20 薄板等离子弧焊的接头形式[2]
a)I形对接接头 b)卷边对接接头 c)卷边角接接头 d)端接接头 t—板厚(0.025~1mm) h—卷边高度[=(2~5)t]
2.装配与夹紧
小电流等离子弧焊对接头的装配要求和钨极氩弧焊相同。引弧处坡口边缘必须紧密接触,问隙不应超过金属厚度的10%,难以保持上述公差时必须添加填充金属。对于厚度不大于0.8mm的金属,焊接接头的装配和夹紧要求如表6-8、图6-21和图6-22所示[1]。(https://www.daowen.com)
图6-21给出了接头问隙和错边的允许偏差、压板问距以及垫板凹槽等的尺寸。允许偏差与板厚成比例,I形坡口对接接头允许的最大问隙为0.2t。图6-22给出了端接接头的装配和夹紧的允许偏差。端接接头的允许偏差比对接接头大得多。所以端接接头是金属箔片较方便的连接接头。
表6-8 厚度<0.8mm的薄板对接接头装配要求(图6-21)
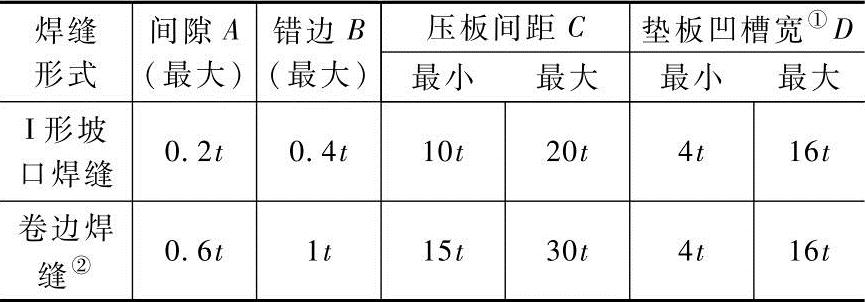
①背面用Ar或He保护。
②板厚小于0.25mm的对接接头推荐采用卷边焊缝。
焊接如壁厚0.1~0.2mm的金属箔片时,焊口附近微小的热量波动都可能使熔化焊道分离,以致无法得到连续的焊缝。因此要求夹具在整个焊接过程中与工件紧密接触,利用夹具对焊件的良好散热作用稳定焊缝成形以及减少焊接变形。如普通夹具压紧箔件效果不好,可考虑使用气动琴键夹具或弹簧琴键夹具。图6-23是焊接1mm以下不锈钢对接接头的工装参数曲线。
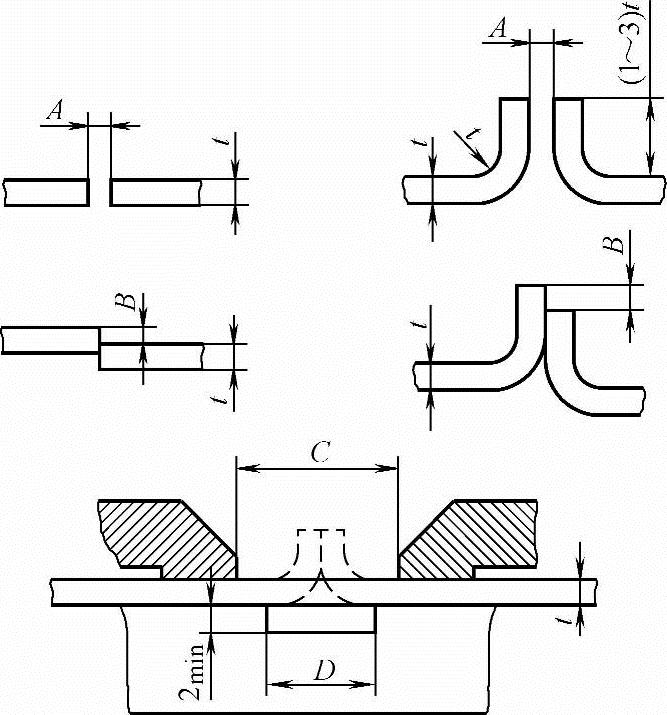
图6-21 厚度小于0.8mm的薄板对接接头装配要求(数据见表6-8)[1]
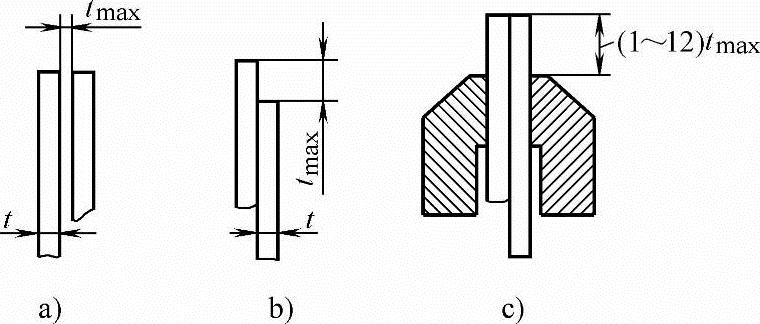
图6-22 厚度小于0.8mm的薄板端面接头装配要求[1]
a)问隙 b)错边 c)夹紧距离
焊接夹具一般分为压板和带凹槽的垫板(图6-23)。当采用熔透型焊接时,垫板与氩弧焊时相同,开口凹槽的垫板用以支撑熔池,但采用穿透型焊接时,熔池是由表面张力支撑的,熔化的铁液不与垫板凹槽相接触。穿透型焊接用的典型垫板如图6-24所示,凹槽通常宽13mm,深19mm,这样的凹槽不仅能够容纳背面保护气,还为等离子射流提供一个穿出的空问。
3.焊枪定位
与氩弧焊一样,等离子弧可以进行全位置焊接。由于等离子弧指向性强,弧柱直径小,所以要求焊接时焊枪能够更精确地对准焊缝,即严格地限制焊枪喷嘴轴线沿焊缝中心线的横向摆动。等离子弧对弧长不敏感,所以焊枪喷嘴至工件的距离不像氩弧焊时要求那么严格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






