点焊电极由4部分组成:端部、主体、尾部和冷却水孔。标准电极(即直电极)按端部形状分为6种形式(图13-1)。
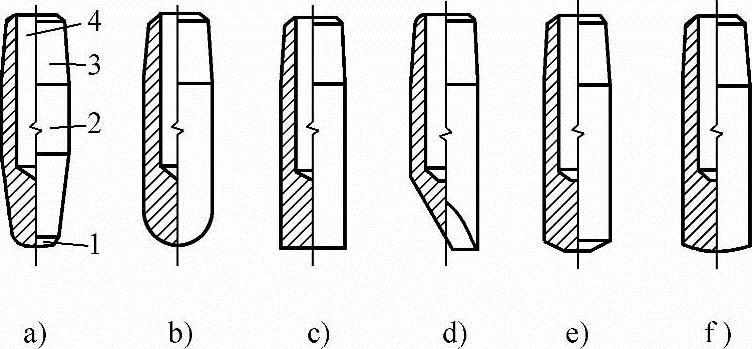
图13-1 标准电极形状
a)尖头 b)圆顶 c)平面 d)偏心 e)锥形 f)球面 1—端部 2—主体 3—尾部 4—冷却水孔
表13-1 电极村料的成分和性能[2]
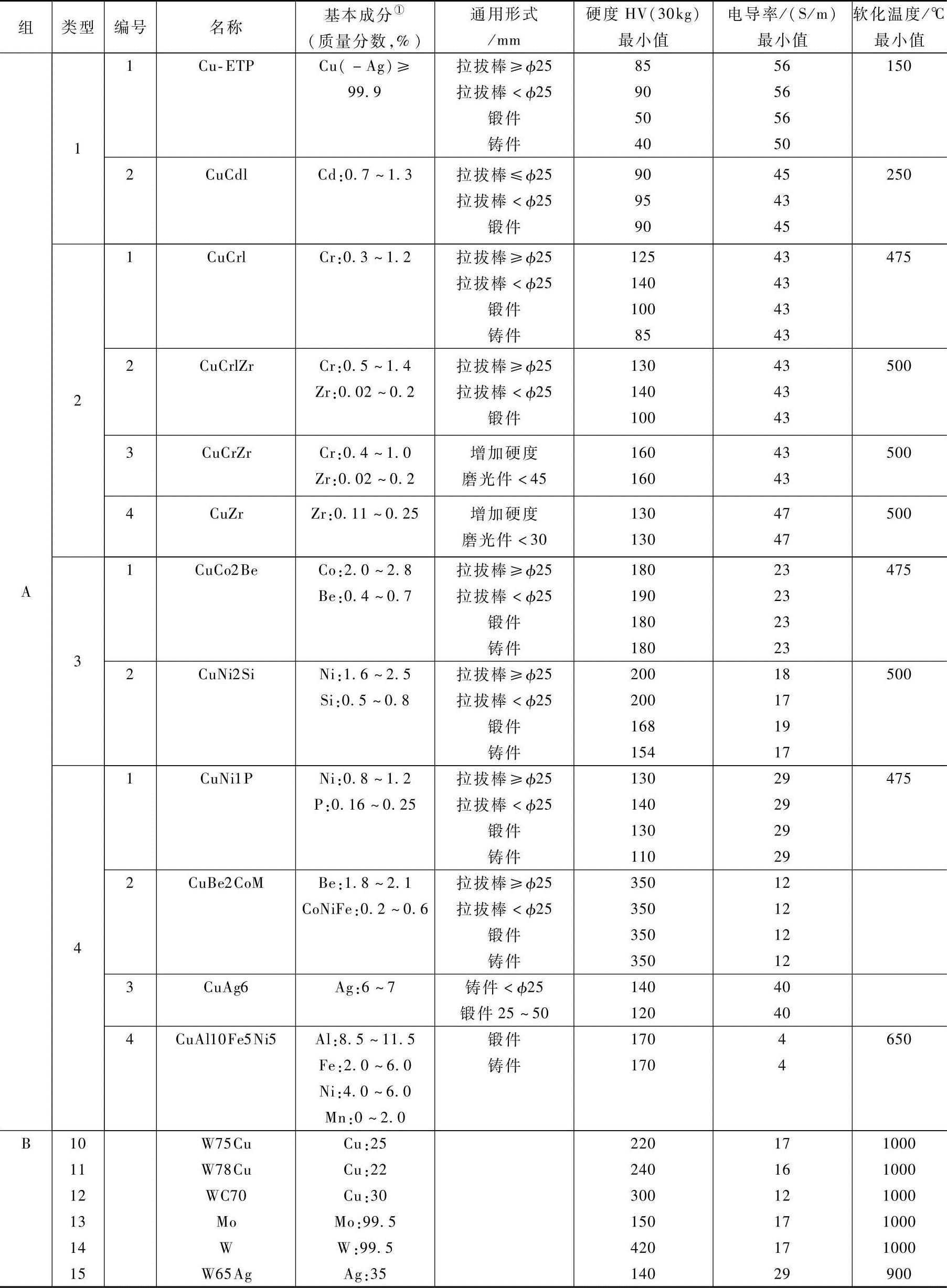
①材料的基本成分仅供参考。
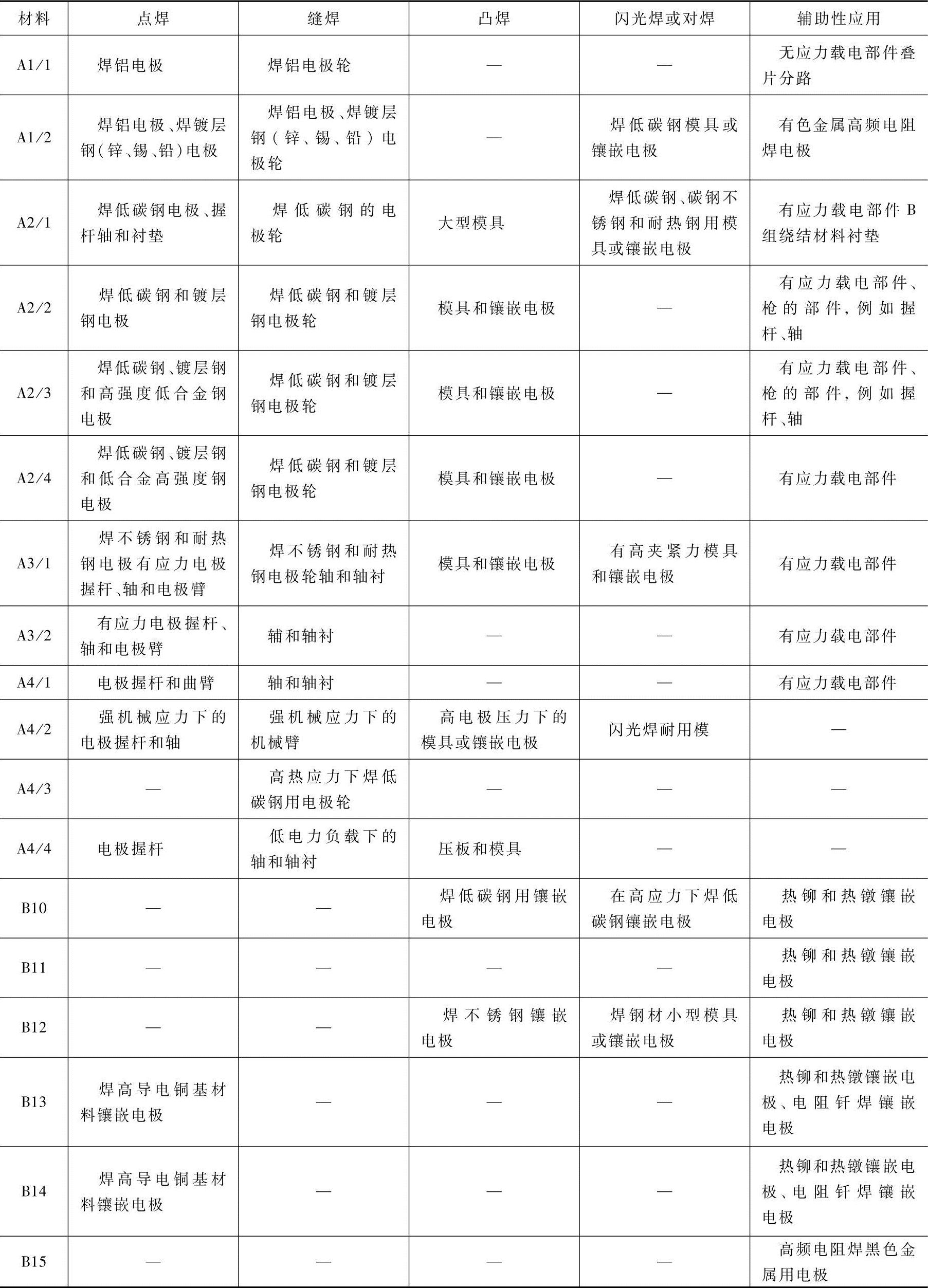
表13-2 电阻焊电极村料典型应用[2]
电极的端面直接与高温的工作表面相接触,在焊接生产中反复承受高温和高压。因此黏附、合金化和变形是电极设计中应着重考虑的问题。电极和工件材料之问的亲和力是黏附和合金化的主要原因。抗变形能力取决于电极的强度和硬度,但端头尺寸和形状也有显著影响。通常,锥形电极顶角α≥120°,以利于散热和增强抗变形能力;边缘要倒圆(r0.75mm),使焊点压痕边缘能够圆滑过渡,以提高接头的抗疲劳强度。锥形电极的端面直径d和球面电极的球面半径r,取决于工件厚度和需要的熔核尺寸。电极的形状尺寸规定见JB/T3158—1999。
为了满足特殊形状工件点焊的要求,有时需要设计特殊形状的电极(弯电极)。图13-2a为普通弯电极。图13-2b为尾部和主体上刻有水槽的弯电极,目的是使冷却水流到电极的外表面,以加强电极和工件表面的冷却。这种电极常用于不锈钢和高温合金的点焊。图13-2c为增大横断面的电极,目的是加强电极端面向水冷部分散热。
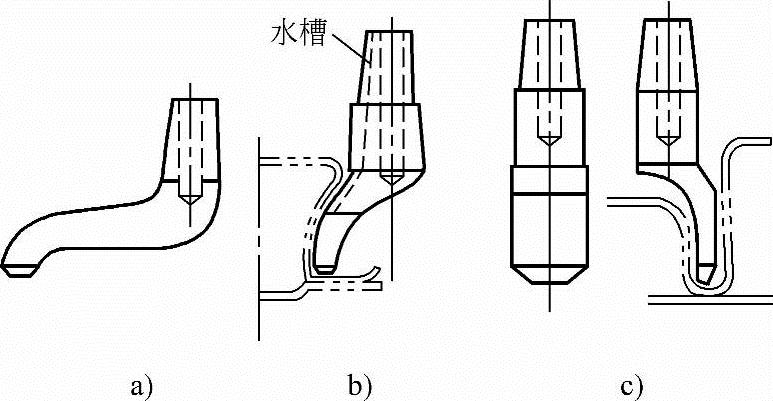
图13-2 特殊形状的电极
a)普通弯电极 b)刻有水槽的弯电极 c)增大横断面的电极(https://www.daowen.com)
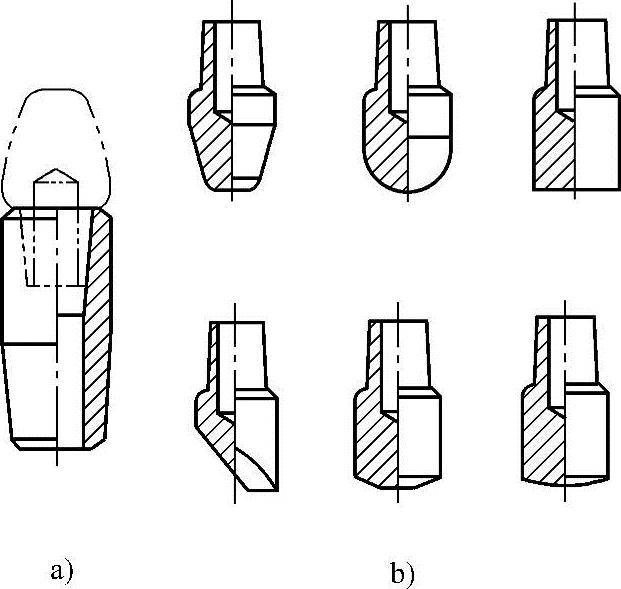
图13-3 帽状阳电极
a)电极体 b)6种阳电极帽
为减少成本高昂的铜合金的消耗,帽状电极得到了广泛应用。当电极磨损之后,只需更换电极帽。图13-3所示的是帽状阳电极,尾部锥体突出,使用时插入电极体。图13-4所示的是帽状阴电极,尾部为锥形孔,使用时由电极体插入。
电极的冷却水孔应尽可能延伸到接近端面的部位,其大小应能容纳一根进水管,并能使水从管子外围流出。水管的端头应斜切(防止顶端堵死),并应接近水孔底部以增强冷却效果。在多数情况下,进水管是电极握杆的一个部件。对于不能插入水管的弯电极,可以在电极外面钎焊上冷却水管或采用外部水冷的方法。
电极与电极握杆之问多采用锥度为1:10的锥体连接,个别情况下也有用螺纹连接的。
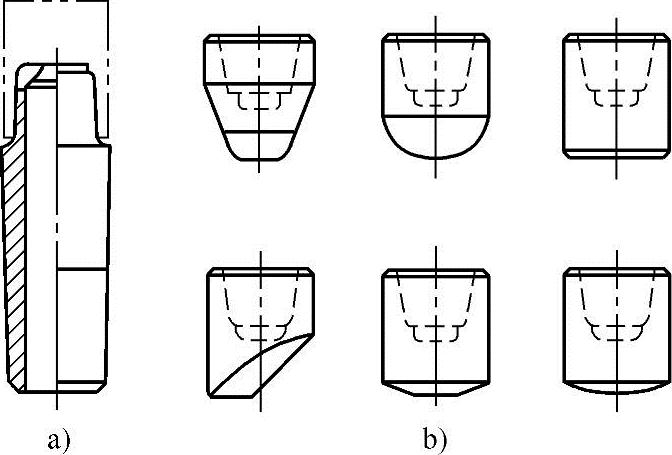
图13-4 帽状阴电极
a)电极体 b)6种阴电极帽
拆卸电极时,只能用专用工具或管钳将电极旋转后取出,不能用左右敲击的办法,以避免损坏电极座,造成接触不良或漏水。帽状电极拆卸时可采用专用工具或先卸下电极体,由尾部插入金属棒敲击,将电极帽顶出。电极帽尺寸见JB/T3948—1999。
图13-5所示的电极头更换较方便,只需将螺母卸下,便可进行修理或更换了。
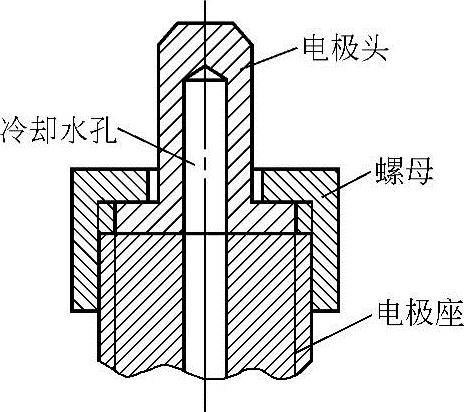
图13-5 方便更换的电极头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





