双壁波纹管是欧洲塑料埋地排水管中用量最大的品种,在我国同样也是塑料埋地排水管中非常重要的品种。塑料埋地排水管的主要品种有双壁波纹管、缠绕管、钢塑复合管等。塑料埋地排水管主要用于污水和工业废水的排放,以及雨水的引流和收集,也经常被用来作为农田排灌管以及垃圾掩埋场引流管。与传统的水泥排水管相比,塑料埋地排水管有耐腐蚀,使用寿命长,管道接口较少并且密封比较可靠,不泄露,施工简易,费用低,工期短等优点。塑料埋地排水管在欧洲每年有100万t以上的市场容量,是塑料管道中最大的品种。近年来塑料埋地排水管在我国发展很快,2007年已经达到年产34万t的水平,2008年更是达到60万t以上,2009年达到80万t以上。
有资料表明截至2009年年底,全国设市城市、县及部分重点建制镇,累计建成城镇污水处理厂1993座,总处理能力已超过1亿m3/日,在建和已建项目处理能力总和预计可达1.6亿m3/日。排水管市场有很大的发展空间,塑料排水管道也有很好的前景。塑料埋地排水管是无压管道,管材不承受内压,最重要的技术指标是环刚度,即承受外压(埋土的静压和车辆的动压)的能力,因此某一确定直径的管道,在一定环刚度条件下,每米管材重量最轻的是最有竞争能力的产品。双壁波纹管在塑料埋地排水管诸多种类中是米重比较轻,用料比较省的一个品种,因此是塑料埋地排水管中使用比较多的一个品种,特别是在中小口径规格(一般指外径200~800mm)的排水管中,双壁波纹管有比较明显的性价比优势。双壁波纹管生产效率很高,一般可以达到600~700kg/h,高效的可以达到1000kg/h左右,这些都是市场竞争的有利因素。
双壁波纹管主要有U-PVC双壁波纹管和HDPE双壁波纹管两大类。前者材料的弹性模量比较高,管材的壁厚可以做得较薄,用料节省,并且树脂价格比较低,因此管材价位比较低,具有很强的市场竞争能力。但是这种管材低温抗冲击性能比较差,不适合用于北方冬季施工,因此在我国南方市场比较普及。U-PVC双壁波纹管由于受到PVC树脂加工性能的限制,一般只能生产口径不超过600mm的双壁波纹管,不过最近国内有企业表示已经生产出800mm的U-PVC双壁波纹管,国外报道已经有1000mm的U-PVC双壁波纹管。尽管如此,大于600mm的U-PVC双壁波纹管还没有普及。HDPE的加工性能比较好,在国外已经可以生产出1600mm的双壁波纹管,国内的水平也达到了可以生产1200mm双壁波纹管,因此在600~1000mm这个规格范围的塑料埋地排水管是HDPE双壁波纹管主要市场。另外HDPE双壁波纹管低温抗冲击性能要比U-PVC双壁波纹管好,因此经常被选择用在北方冬季施工或者恶劣地质条件下使用。与HDPE双壁波纹管类似的还有聚丙烯(PP)双壁波纹管,由于聚丙烯的弹性模量远高于聚乙烯,因此聚丙烯生产双壁波纹管,相对于HDPE双壁波纹管,可以减小壁厚或者增加管材的环刚度。欧洲有用于聚丙烯双壁波纹管的聚丙烯专用树脂牌号,弹性模量可以达到1650MPa,而聚乙烯的双壁波纹管专用料,弹性模量最高不超过1000MPa,因此在欧洲聚丙烯(PP)双壁波纹管也占有一定的市场。国内这项工作刚刚开始,还没有见到推广使用。
无论是采用哪种材料的双壁波纹管,其生产线的构成是类似的,主要由挤出机、机头、成型机、冷却装置、切割机、管材收集架组成(图2-34)。

图2-34 双壁波纹管生产线
1—料箱 2—油箱 3—单螺杆挤出机 4—模套与模架 5—成型机 6—冷却装置 7—牵引机 8—切割机 9—卸料机
一般的设计挤出机都是两台,一台挤出外层,一台挤出内层。PVC双壁波纹管生产线用锥形异向双螺杆挤出机,HDPE双壁波纹管生产线用单螺杆挤出机。少数的设计是用一台挤出机的,这样机头就需要有分流设计(图2-35),是比较复杂的。两台挤出机可以根据产品的需求,双壁波纹管内外层选择不同的原料,以求性能更好,成本更低。
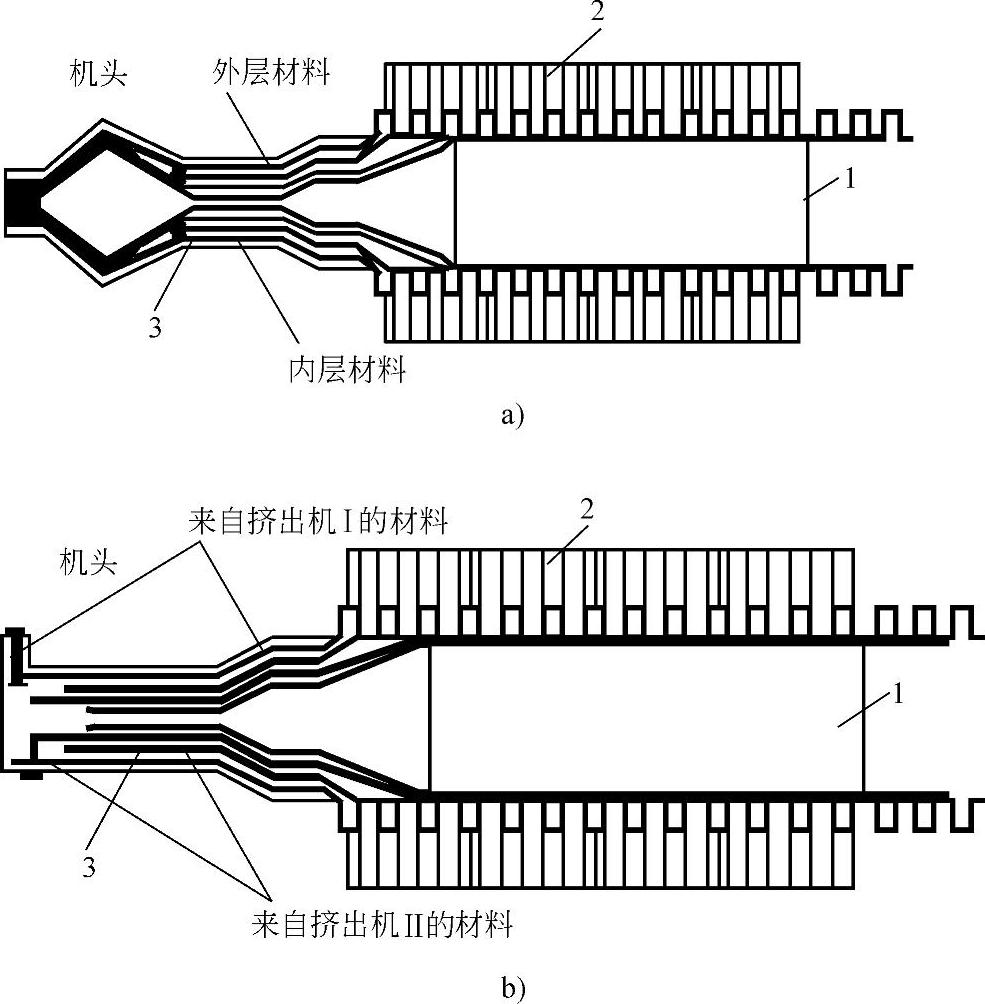
图2-35 双壁波纹管生产过程示意图
a)一台挤出机 b)两台挤出机
1—水冷心轴 2—带有真空的模块 3—吹模的空气通道
我国双壁波纹管设备生产企业很多,能够提供U-PVC双壁波纹管生产线的不下20家,能够提供HDPE双壁波纹管生产线的也有10家以上。能够提供600mm以上生产线的有5~6家,这个数量与全世界能够提供600mm以上HDPE双壁波纹管设备的企业数量几乎一样多,见表2-14。
表2-14 国内外600mm以上HDPE双壁波纹管设备制造企业

HDPE双壁波纹管生产线之间最大的区别在于成型机,国内市场上见到最多的是立式布置,即两组模块成上下布置;另外一种即水平布置,被称为卧式机。立式生产线都是履带式结构,即模块是一块紧挨一块排列在履带上的,大约每一规格的双壁波纹管,要配置40~42对模块,这是一个不少的数量,要占据设备制造成本相当的比率;并且在变换产品规格时,更换模块的工作量很大,很费时;更重要的是数量如此多的模块要达到互换,制造精度的要求是很高的。卧式机除去操作比较方便以外,还可以设计成梭式模块结构。梭式模块结构的成型机只需要8对模块,带来的好处是明显的。
HDPE双壁波纹管常用规格在200~1000mm,更大规格设备很贵,管材也很贵。由于HDPE材料弹性模量比较低,大规格的管材的壁厚将比较厚,因此成本比较高,用户在这种情况往往会选择其他种类的排水管。设备厂提供的生产线有不同的做法,一种是提供一条全规格的生产线,比如200~1000mm的生产线,无疑这样在生产较小规格管材时能耗大,成本高。另一种做法是提供一大一小两条生产线,小生产线生产的管材为200~500mm,配一台75mm挤出机,一台90mm挤出机;大生产线生产的管材为500~800mm,配一台90mm挤出机,一台120mm挤出机。显然这种做法比较合理,用小生产线生产小规格管材能耗比较低,用大生产线生产大规格管能够保证效率,但是只有企业是以HDPE双壁波纹管为主导产品的,才会购置两条生产线。
双壁波纹管是用承口连接的,U-PVC双壁波纹管承口的加工是在管材下线后,在扩口机上二次加工的,保留了外壁的波纹(图2-36),因此承口的刚性是很好的,而HDPE双壁波纹管承口则需要在线加工。多数国外生产线采用的是单壁承口,即把外层加工为承口后,下线将内壁切除(图2-37)。这种方法比较简单,但是承口比较薄,接口刚性比较差。我国制造的生产线早期也是单壁承口的。后来为了提高HDPE双壁波纹管接口刚性,HDPE双壁波纹管的欧洲标准(prEN13476.1)首先对承口壁厚作出了规定,我国在制定国家标准(GB/T19472.1—2004)时也采纳了这一规定。表2-15是标准规定的承口壁厚值。(https://www.daowen.com)
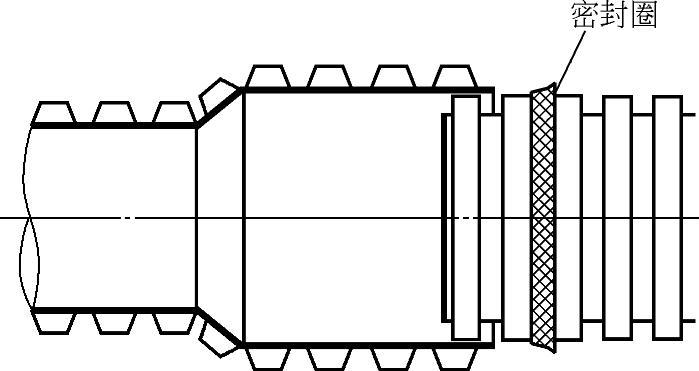
图2-36 PVC双壁波纹管承口
表2-15 HDPE双壁波纹管承口壁厚的标准规定值 (单位:mm)

要达到标准要求的承口壁厚值,需要生产双壁承口的双壁波纹管。双壁承口生产技术是比较复杂的,当成型模块运行到承口模块时,需要把原来通压缩空气的吹模通道(图2-35)切换成真空通道,同时从芯棒通入压缩空气,使内外壁贴合成一体。目前国外企业中也只有少数企业(比如CORMA,加拿大)可以提供这项技术,而表2-12所列国内企业差不多都可以提供双壁承口生产技术。图2-37是单壁承口和双壁承口的示意图。
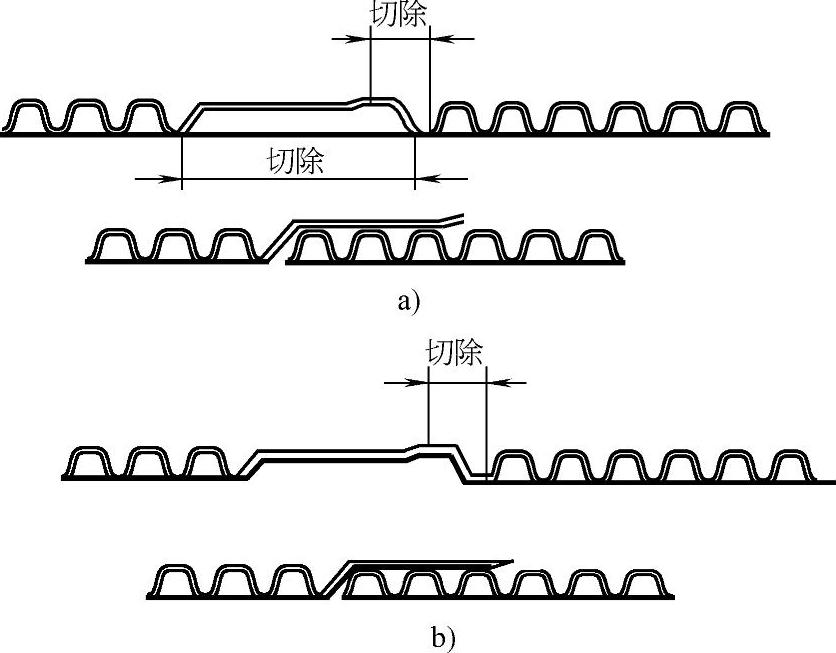
图2-37 HDPE双壁波纹管单壁承口和双壁承口
a)单壁承口 b)双壁承口
双壁承口解决了承口的刚性问题,同时也或多或少影响到生产效率,并增加了废品率。实际上,单壁承口的波纹管下线后对承口壁进行增强的二次加工也能够解决这一问题,并且无论从生产还是使用的角度都比较经济。增强的方式有很多,常用的有在承口外壁缠绕玻璃纤维并涂覆环氧树脂,或者直接包覆聚乙烯片材后焊接固定(图2-38),或者用电熔带包覆,当然电熔带的价格比较高。因此除非十分必要,已经有单壁承口生产线的企业,不必一定要进行技术改造或者是更新设备。
双壁波纹管也可以用连接套连接(图2-39),连接套可以用玻璃钢制作,也有用聚乙烯通过注塑、吹塑、滚塑等方法来制作。采用连接套连接,可以使波纹管的生产始终保持比较高的均一速度,而在线扩口在扩口时要降低牵引速度;另外不在线扩口波纹管的长度可以自由变更,因此是比较合理的生产方式。
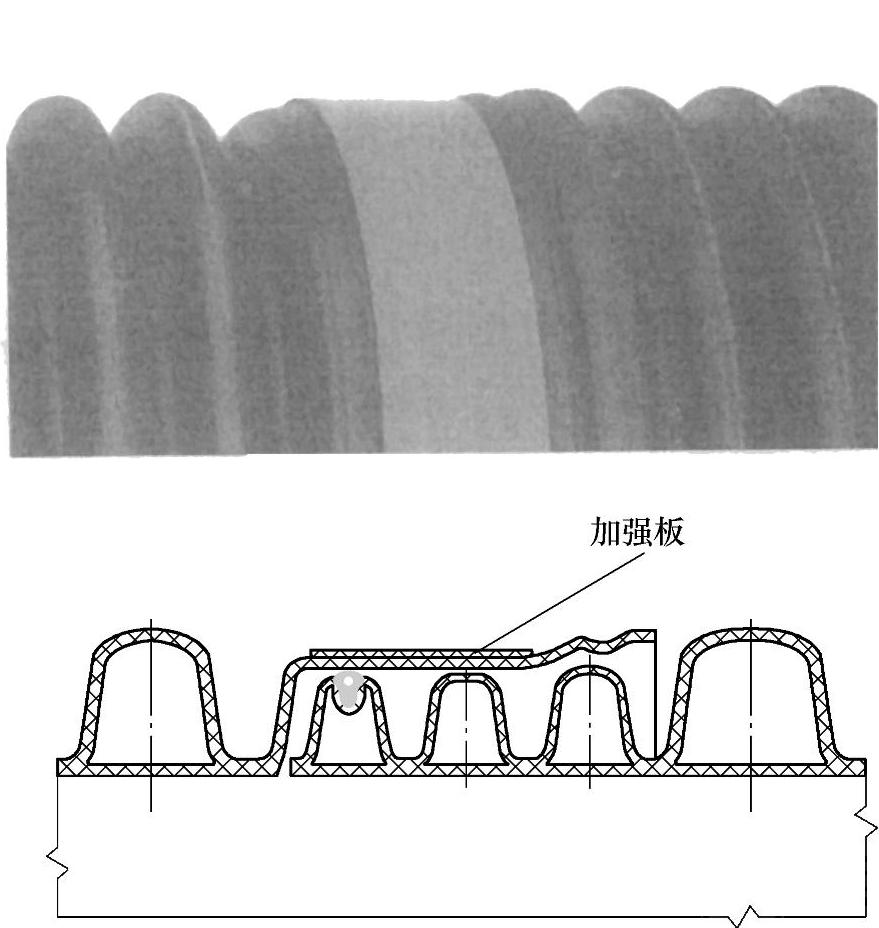
图2-38 单壁承口的加强
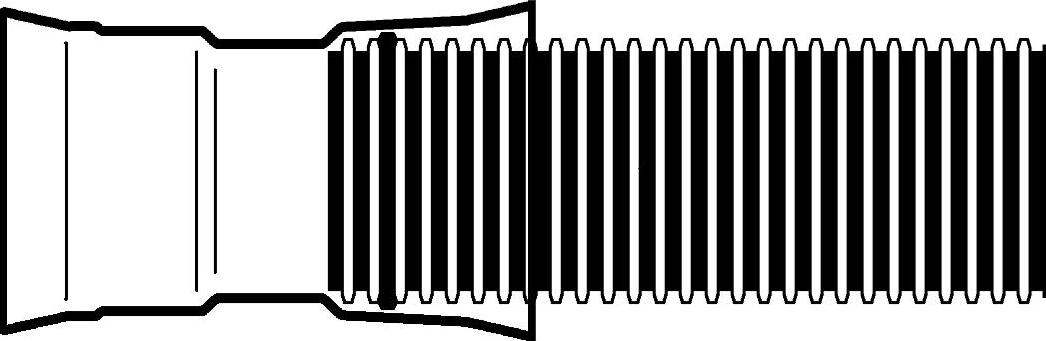
图2-39 连接套连接
近几年国内在开发聚乙烯双壁波纹管的下线扩口技术,并且有了一些进展,只是还不够稳定,还不能够真正用于工业生产之中,因为一旦扩口失败,整根管材就要报废,而管材生产厂是经不起这种额外损失的。这种技术国外也还没有解决。
波纹成型模块水直冷技术是双壁波纹管生产线的最新技术,采用在模块内部高压冷冻水循环,可使波纹成型时的冷却效率大为提高,与只冷却模块表面的风冷冷却方式相比,冷却效率提高50%~150%,最高可提升200%,从而极大地提升了波纹管的生产效率。有报道,采用水直冷技术生产聚乙烯双壁波纹管,生产速度最高可以达到5~6m/min,是采用传统风冷技术时的一倍以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





