在挤出过程中,可能会出现挤出机螺杆突然卡死不转的现象。虽然发生的几率不大,但是却会给设备带来极大的危害。此时,如果挤出机的热保险没有起作用,操作人员应该立即紧急停机。更多的异常情况是螺杆还能够转动,但是转速减慢,同时出现刺耳的金属刮研的声音,电流指示急剧上升,此时操作人员同样应该立即紧急停机。出现这种情况主要的原因有:
1)异物进入机筒,卡死螺杆。如果是铁制金属异物,将对螺杆和机筒造成严重的损害。因此在加料过程中,应该严密防止异物进入料斗,特别是铁制金属异物。除去加强管理,在原料箱和料斗中安放磁铁是非常有效的。这种商品名为“磁力架”的磁铁,可以在市场上买到。发生异物进入机筒、卡死螺杆这种情况时,只有立即停机拆螺杆,清理螺杆、机筒,并查看损坏情况,决定是否需要进行修理或者更换。
2)螺杆或者机筒发生变形(挤出机使用过程中发生的变形)。发生这种情况的原因比较多,主要有:
①螺杆或者机筒的加工工艺不合理,在最后精加工前,没有充分消除前面机加工和热处理工序中产生的内应力。这种情况经常发生在使用了不规范生产的螺杆、机筒,或者是用户要求的交货期不合理的时候,解决的办法一般只有更换螺杆、机筒,很少有能够通过再次磨削继续使用的。为了节省费用,应该经测量以后,决定是否可以只更换螺杆、机筒中的一件。
②机筒温度过低,或者是过滤板(网)堵塞,引起机筒压力急剧升高,造成螺杆变形。这种情况伴随有主电动机电流升高和熔体压力升高。此时,可以关闭料斗闸板,降低螺杆转速,停机排除故障后,重新开机。发生这种情况后,一般螺杆经过修复往往还可以继续使用。
3)螺杆、机筒设计不合理。容易发生的情况是螺杆设计压缩比大,加料段螺槽过深,在使用中发生螺杆变形,甚至在螺杆根部扭断。由于挤出机的长径比越来越大,机筒也越来越长,因此通常需要在机筒靠近机头一端设计支撑点(图5-1)。如果支撑部位对机筒的限位过紧,没有一定的自由空间,在机筒被加热时,就有可能发生机筒变形,产生螺杆被卡死或者刮研机筒的情况。这种情况,螺杆通常是不能修复的,需要更换;机筒可以进行修复,但是要改善机筒支撑部位过定位的问题。(https://www.daowen.com)
4)机筒和螺杆所用材料的热膨胀系数相差太大。由于机筒的料斗座部位有冷却,因此这部分机筒的温度很低,如果螺杆没有冷却,由于热传导作用,该部位螺杆的温度可能达到160°C以上。此时,由于热膨胀,可能发生螺杆抱死。避免这种情况的发生,最重要的是在设计和加工过程中,合理选择机筒和螺杆的材料。由于国内加工机筒和螺杆所用材料比较单一,都是氮化钢(38CrMoAlA),发生这种情况的几率极少。通过把螺杆加料段螺棱部位的直径每毫米减小0.002mm,就可以避免由于热膨胀发生螺杆抱死的现象。
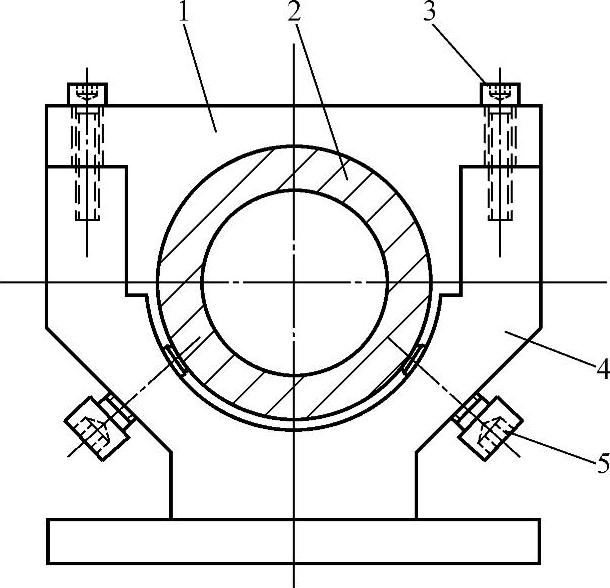
图5-1 机筒支撑点结构示意图
1—压盖 2—机筒 3—紧固螺钉 4—支撑座 5—调节螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



