尽管螺纹插装阀仍然有发展的空间但也有局限性或发展中的问题。表现为:
由于螺纹插装直径一般不大于48mm,因此最大工作流量受限制。
孔型标准至今难统一,各公司的产品互换性较板式阀差。
电磁线圈各公司不统一,难兼容。
有些性能要求较高的螺纹插装专用阀(如分流阀、同步阀等)在最高水准方面尚未及板式阀。
集成块设计的技术性要求比板式阀强,对用户的设计水平要求相对高。
孔穴加工要用专用刀具,增加成本,加工要求相对比板式阀高。
由于插装阀的新开发阀种类越来越多,知识推广不够,因此如何在系统开发上发展成了新的课题。
我们进一步来阐述以上提及的螺纹插装阀缺点:
1.最大流量受到限制,选用要专业
螺纹插装阀的流量大小受到插装螺纹直径的限制。其最大流量由这种阀的最大螺纹直径决定。与此同时插装螺纹就决定了螺纹插装阀的孔穴。孔穴越大,阀的内部流道就允许越大。但是,由于阀的压力承受能力取决于此阀的连接螺纹所能承受的剪切强度,阀的压力与流量大小由此决定。
至今为止,由于螺纹强度的限制,螺纹插装阀孔穴的直径目前所见一般不大于48mm,因此最大工作流量受限制。对应的流量从概念上说大约为200~300L/min。而实际上,根据阀的品种不同而变化。例如对于螺纹插装单向阀来说,流量可以较大,甚至可达400~500L/min;对于螺纹插装电磁换向阀,流量一般偏小,但大流量也可以达到300L/min(具有先导),但目前常用流量一般小于60L/min。
另外从使用来说,螺纹插装阀的流道不如板式阀容易安排,因此为了提升其流量,厂商往往采用较高压差下的流量值。因此在选用时要特别注意。所以应该以流量压差曲线来选用。
2.孔型标准不统一,带来推广的成本
正如前述,螺纹插装阀的发展有一个较长的形成过程,因此带来的负面影响之一是孔型的规格各个专业制造厂商会有较大差异(图1-8)。尽管颁布了ISO标准,但是各制造厂商孔型种类多,而巨ISO标准与这些制造厂商有所差异,难以被各制造厂商普遍接受。因此在各制造厂商至今仍然采用下列流行的几种版本:ISO孔型欧洲标准、SUN公司孔型标准以及NFPA美国标准等。我国也已在2004年颁布了国家标准。
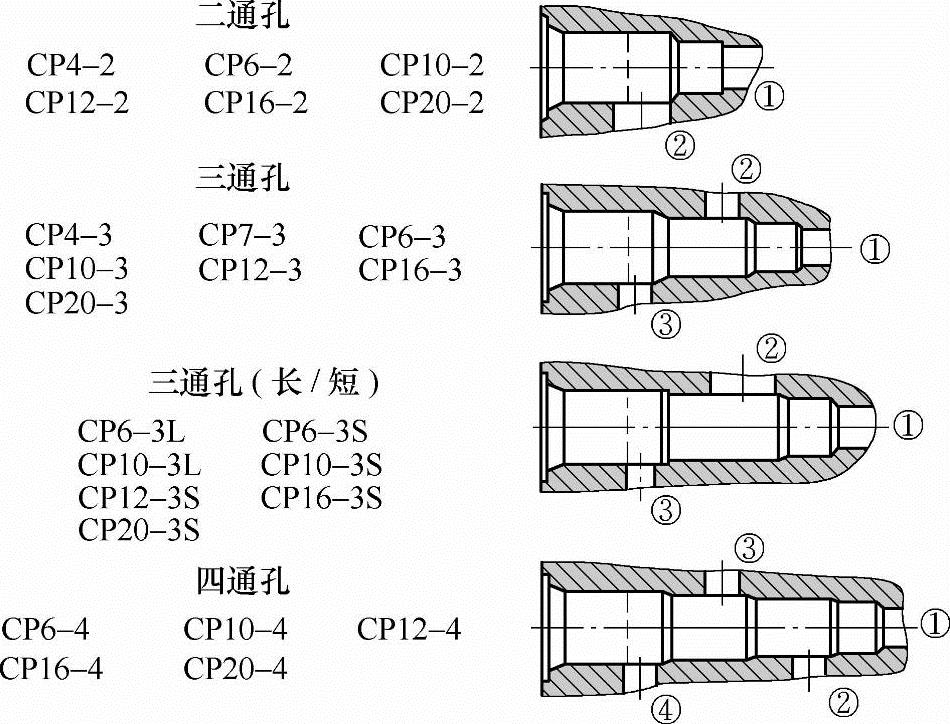
图1-8 螺纹插装阀的孔型及其标准
孔型的不统一首先是用户使用上无法互换,为用户在采购、维护、更新等方面都带来不便;二是在加工时加工孔型的成型刀具要重新购买与定制,增加购买成本与管理成本;三是在发展阀的品种规格上也更加繁杂不一。
由于孔穴问题至今难以统一,各公司的产品互换性较差,有的完全不能兼容,有的厂商之间可以兼容。
3.电磁线圈孔径不统一,难兼客,使规格品种繁杂,用户备件量易增加
其缘由与上述一样,产生的问题也是同样的。(https://www.daowen.com)
4.对设计人员的专业性要求更高,需要培养周期
螺纹插装阀集成块设计的技术性要求比板式阀强,对设计水平要求相对高。但促进了计算机软件的开发与应用。
目前用于这方面的计算机软件工具基本上可满足需要。如果有专业性更强的软件,有助于提高设计效率,加快在系统集成块的开发能力。
5.孔穴加工要用专用刀具及专业化生产,增加成本
螺纹插装阀加工要求相对比板式阀块高,而巨随着技术的发展与成熟,系统也要求集成度更高。如果没有专用刀具的话就几乎难以加工。而专用刀具的成本不低,要备齐一套刀具也需要一定资金投人。这催化了一批螺纹插装阀的阀块加工供应商,不仅专业化,而巨质量等方面更有保证。图1-9给出了各种孔穴加工的专用刀具。

图1-9 螺纹插装阀阀孔的加工专用刀具
6.某些控制精度等性能方面尚未及板式阀,有待提高
有些性能要求较高的螺纹插装专用阀(如分流阀、同步阀等)在最高控制精度等性能方面尚未及板式阀;是要提高的领域之一。图1-10是螺纹插装比例阀的特性曲线,由图可见,它的线性度只在某一区间较好。不过由于螺纹插装阀过去主要用于工程机械车辆上,螺纹插装阀的控制精度能够满足基本要求。
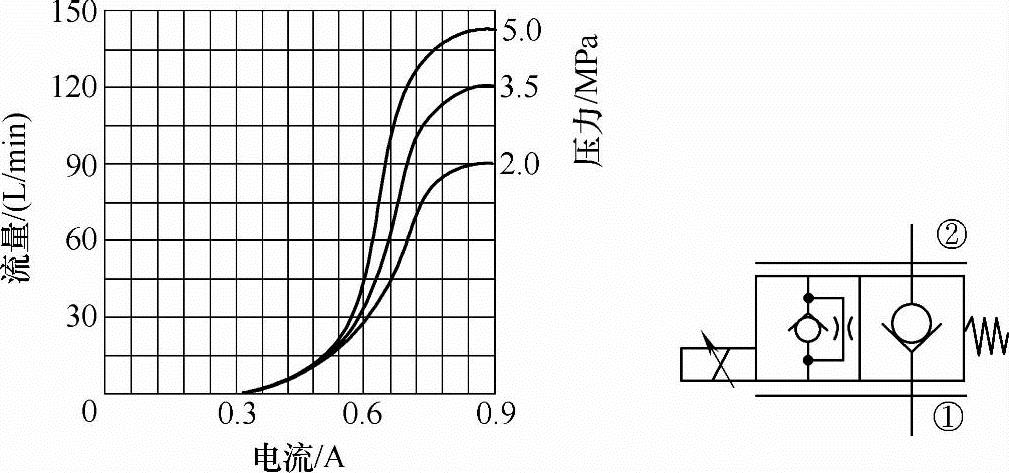
图1-10 螺纹插装比例阀的特性曲线
随着工业液压系统的采用,在这方面的要求会突出,也必将促使这方面的进一步提高。而巨具有较高性能的各种阀的开发速度近年也很快,读者可从各厂商的样本中查到。
7.加工管理的要求提高
螺纹插装阀零件精度高,外形小,品种多,零件数多。因此需要采用成组化的开发与管理。对于工厂管理的水平相应要求提升。类似的ERP计算机管理软件对加工生产及其管理是有帮助的。
8.我国螺纹插装阀元件生产规模与质量和系统应用的水平有待提高
如上所述,螺纹插装阀在国外20世纪70年代就形成了。在20世纪80年代我国已在进口的工程机械车辆上见到。但是直到20世纪90年代初期仍然未引起我国液压工业界的重视。在20世纪90年代我国这方面最早进行螺纹插装阀批量生产的是宁波海宏液压件厂。在1993年的PTC上Vickers比较全面的在国人面前展出了这一阀种。当时作者曾在此前后期间在上海液气总公司及上海液压件一厂,并在后来又在VICKERS公司大中国总部负责开发与推广过这一技术,开发过若干元件产品与系统产品,从而深有体会。
至今而言,我国生产螺纹插装阀的知名企业最早建立的是1992年建立的宁波海宏液压有限公司,成立时注册资本仅20万10来人,经过近20年发展,已成为年产值达6000万元(2011年)的螺纹插装阀专业厂。其次是2003年建立的宁波克泰液压有限公司,年产值已达4000万元(2011年)。
经过十多年的应用,螺纹插装阀已经加快了在各个领域的应用。然而使用的比较局限,较多的是在平衡阀以及微型动力站等方面有明显的占据主流的应用趋势。仍然需要进一步的推广与发展。另外,我国在这方面的工厂仍然偏少偏小,这一方面国外进口件仍然占据主要地位。螺纹插装阀进口件同样与其他产品一样,利用其质量优势推行价格强势。
由于插装阀的新开发阀种类越来越多,知识推广不够,因此如何利用系统特点,开发与发展新的螺纹插装阀及其系统成了新的课题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





