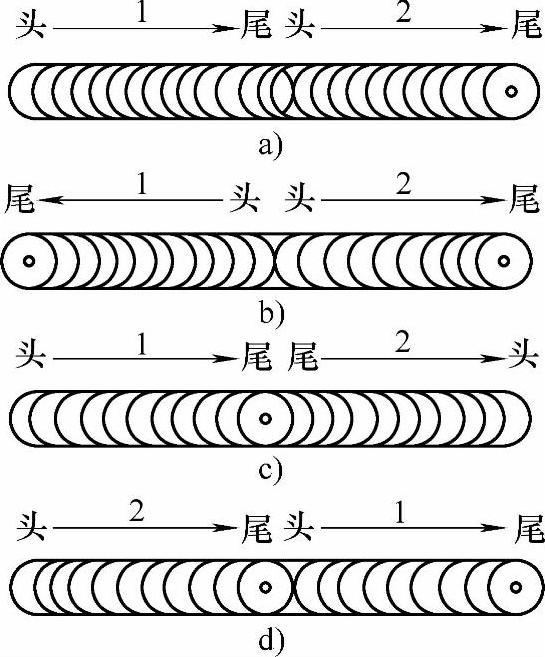
图4-29 焊道接头的四种方式
a)中间接头 b)相背接头 c)相向接头 d)分段退焊接头
1—先焊焊道 2—后焊焊道
后焊焊道与先焊焊道相接称为焊道的接头,焊条电弧焊时,由于焊条长度有限,或者受到焊接位置的限制,焊道的接头是不可避免的。接头处的焊道形状应均称,不应产生焊道过高,相互脱接,焊道宽窄不均等现象。
焊道的接头通常有以下四种方式,如图4-29所示。(https://www.daowen.com)
(1)中间接头 中间接头是后焊焊道从先焊焊道的收弧处接头,如图4-29a所示。这种接头最常见,容易操作。接头时,在先焊焊道的弧坑前10mm附近处引弧,快速移至弧坑处,稍作停顿,以填满弧坑,再以正常速度向前移动。操作适当时,接头处的焊道形状几乎与原先焊道的形状完全一致。单道焊和多层多道焊焊缝基本都采用这种接头方式。
(2)相背接头 相背接头是后焊焊道的起始端与先焊焊道的起始端相接,如图4-29b所示。在这种情况下,要求先焊焊道的起始端有意识地焊成斜坡形。后焊焊道应在先焊焊道起始端前约10mm处引弧,并将电弧快速移向接头处,将先焊焊道的起始端部分再熔,当熔池的宽度达到先焊焊道宽度时,再以正常速度焊接。这种接头要求焊工熟练操作,否则接头处的焊道高度将高于正常焊道,严重时需用砂轮打磨修正。
(3)相向接头 相向接头是先焊焊道的收弧区与后焊焊道的收弧区相接,如图4-29c所示。在这种情况下,先焊焊道的弧坑不必填满,使其成斜坡状,后焊焊道焊到先焊焊道的弧坑区时应稍作停顿,填满弧坑,使其与焊道高度平齐。
(4)分段退焊接头 分段退焊接头是先焊焊道的起始端与后焊焊道的收弧区相接,如图4-29d所示。这与相背接头相似,要求先焊焊道的起始端以较快的速度焊成斜坡形、后焊焊道焊至先焊焊道的起始端时,应稍拉长电弧并略作摆动,使熔池与其完全熔合,并形成高、宽基本相同于正常焊道的接头。
按照焊道接头处的冷热状态,可以分为冷接头和热接头。图4-29b、c、d的接头形式均为冷接头,因先焊焊道和后焊焊道相接时,先焊焊道已完全冷却。而图4-29a所示的中间接头则为热接头,因接头时该处尚处于红热状态。热接头与冷接头相比,更易保证接头质量。热接头操作法分快速接头法和正常接头法两种。快速接头法是在金属熔池和熔渣尚未完全凝固的状态下,将焊条端部与熔渣接触引弧。这种接头方法要求更换焊条动作迅速,并找准击弧点。正常接头法是在熔池前方约10mm处引弧,并将电弧迅速拉回熔池,按熔池的形状将焊条稍作摆动,再以正常的速度焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





