(一)快速成型技术的基本流程
快速成型技术是近年快速发展起来的、直接利用三维实体造型软件快速生成模型或零件实体的技术的总称。用快速成型技术制作的产品样机或模型,俗称为RP手板。其主要是运用激光切割叠加或激光粉末烧结技术、分层实体造型、熔融挤压实体造型或光固化造型等方式生成产品的模型或样件。图1-2所示为快速成型技术的基本流程图。
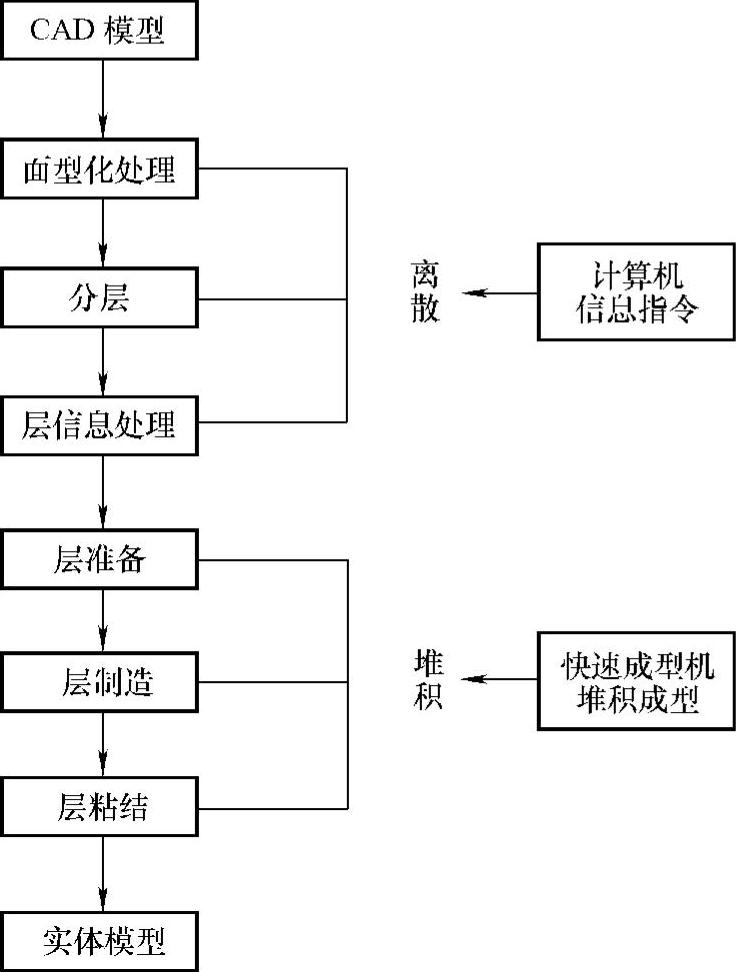
图1-2 快速成型技术的基本流程图
(二)快速成型技术的基本原理
RP技术是集CAD技术、数控技术、材料科学、机械工程、电子技术和激光等技术于一体的综合技术,是实现零件或产品设计从二维到三维实体快速制造的一体化系统技术。RP技术有多种快速成型的工艺方法,目前较为成熟并广泛采用的有光固化成型工艺、选择性激光烧结成型工艺、熔丝堆积成型工艺、分层实体成型工艺、三维打印成型工艺等。
RP技术的基本原理是:首先设计出所需产品或零件的计算机三维数据模型;然后根据RP技术的工艺要求,按照一定的方式将该模型离散为一系列有序的二维单元,通常在Z向将其按一定厚度进行离散(也称为分层),即将原来的三维CAD模型变成一系列的二维层片;再根据每个层片的轮廓信息,输入加工参数,自动生成数控代码;由成型系统将一系列二维层片自动成型的同时进行相互粘结,最终得到所需的三维物理实体模型或功能制件。图1-3所示为RP技术的基本原理示意图。
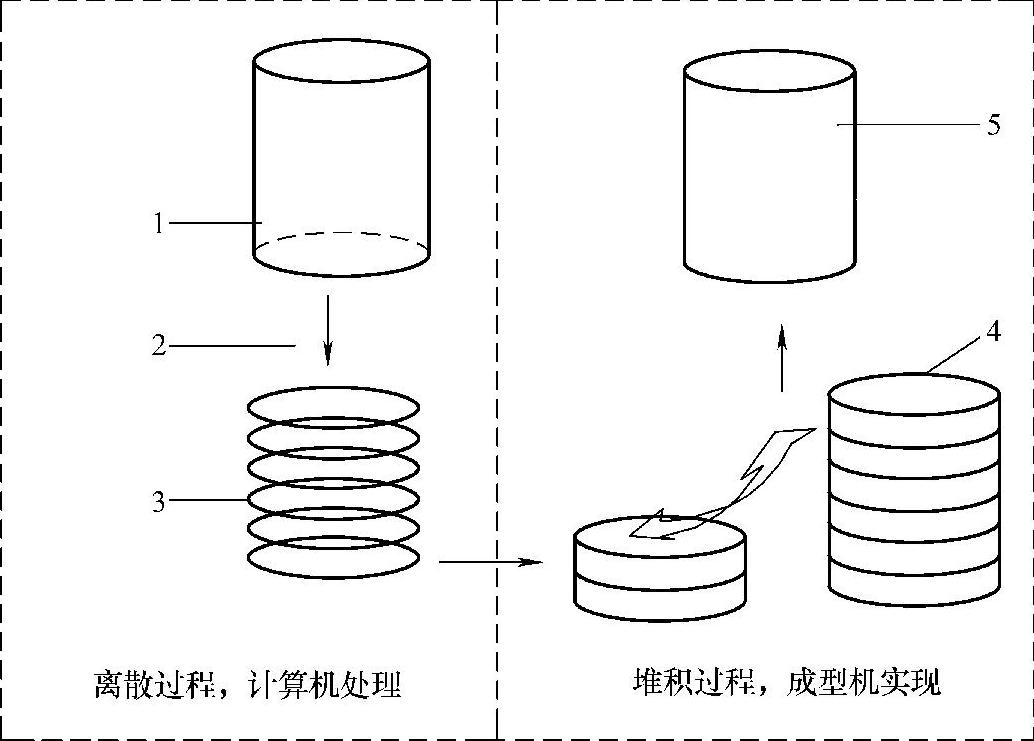
图1-3 RP技术的基本原理示意图
1—CAD实体模型 2—Z轴向分层 3—CAD模型分层数据文件 4—层层堆积、加工 5—后处理
目前PR系统的成型工艺原理大致相似,一般工艺过程基本都包含以下几个方面:
1.产品三维数字模型的构建 可以利用CAD软件直接进行三维数据模型的构建,也可以将已有的二维图形转换成3D模型;或利用逆向工程原理,对产品实体进行三维反求,得到三维的点云数据,然后借助相关软件对其进行修改及再设计,构造出所需的3D模型。
2.三角网格的近似处理 构成产品的表面往往有一些不规则的自由曲面,加工前要对模型进行近似处理,将3D数据转换为快速成型技术接受的数据,即三角网格面片资料。(https://www.daowen.com)
3.三维模型的切片处理 根据需要选择合适的加工方向,在成型高度方向上用一系列一定间隔的平面切割近似处理后的三角网格模型,提取出一系列二维截面的轮廓信息。
4.RP成型件的加工与制造 根据二维切片轮廓信息,在PR系统中成型头按照各截面的轮廓信息做二维扫描运动,同时工作台做纵向移动,从而在工作台上一层层地堆积材料,然后将各层粘结,最终得到产品原型。
5.RP成型件的后处理 对成型件进行打磨、抛光、涂挂等后处理,或放在高温炉中进行后烧结,进一步提高其强度。
根据RP基本原理,产品或零件快速成型的全过程可以用图1-4表示。
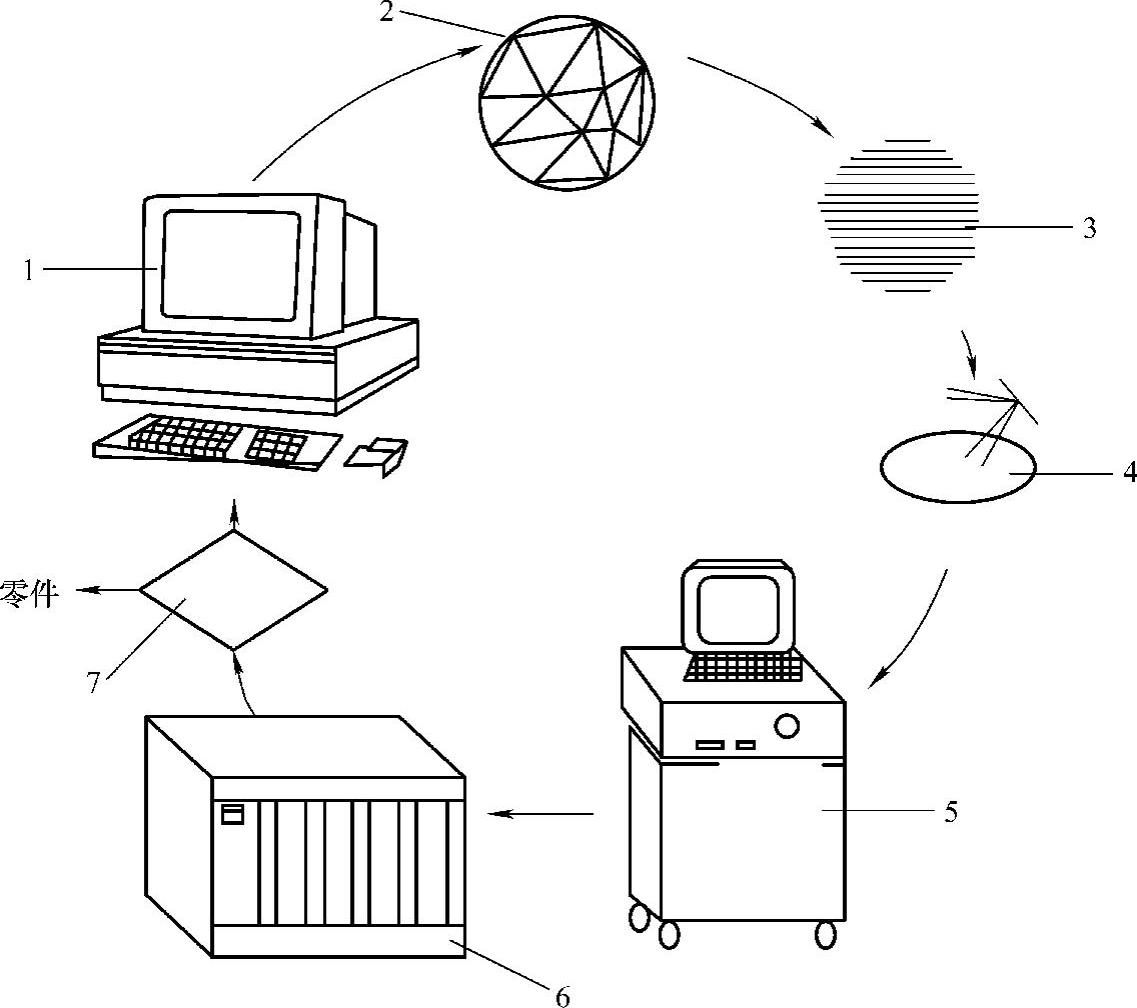
图1-4 产品快速成型的全过程
1—三维CAD建模 2—三角网格化 3—分层处理 4—生成加工路径 5—RP系统 6—原型制件后处理 7—最终的原型制件
(三)RP技术与传统加工方法的比较
根据现代成型学的观点,物体的主要成型方式可分为以下两大类:
1.去除成型(Removal Forming) 运用分离的方法,把一部分材料有序地从基体上分离出去的成型方法。传统的机械加工方法,如车、铣、刨、磨、钻、电火花加工和激光线切割等都属于去除成型,去除成型是传统的产品加工方法。
2.添加成型(Adding Forming) 又称堆积成型,它是利用机械、物理、化学等方式通过按照一定轨迹有序地进行添加材料的方法,最终将所需的产品堆积成型。
快速成型技术属于添加成型,即增材制造成型,它在成型工艺上突破了传统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






