1.G85基本镗孔循环指令的编程加工实例
指令格式: ;
;
加工时序动作如图3-13所示;该指令使刀具在X、Y定位后,用快速进给到(R点)定位,然后用进给速度切削进给到孔底,随后,再以进给速度退到R点;在以进给速度切削进给时和切削后退时,主轴转速不变,转向不变。由于G85循环指令为切削速度进给和切削速度后退,因此,这个镗孔循环指令也经常用于作为铰孔指令使用。
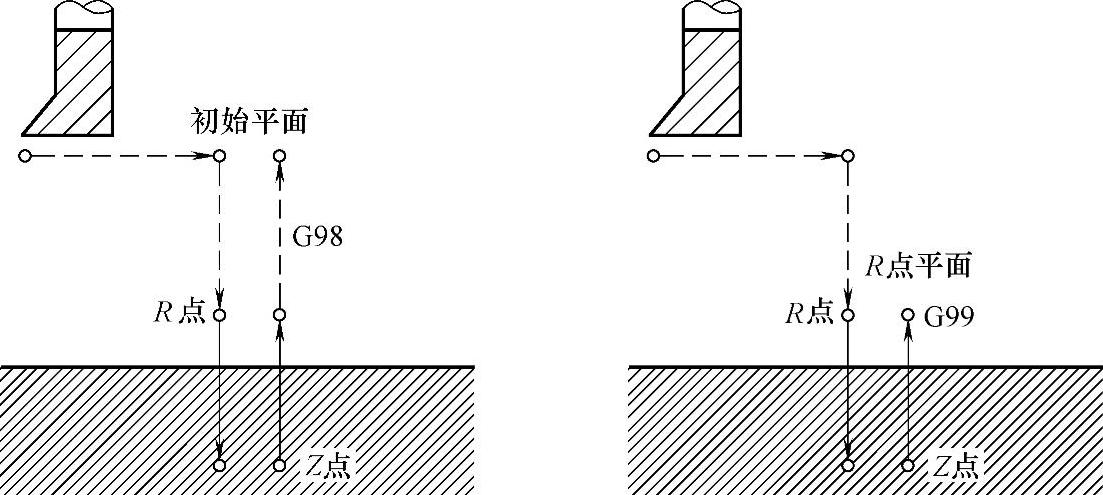
图3-13 G85镗孔循环
例题3-5:钻铰如图3-14所示零件图上的4个ϕ10H7的孔,用镗孔循环指令G85编程。
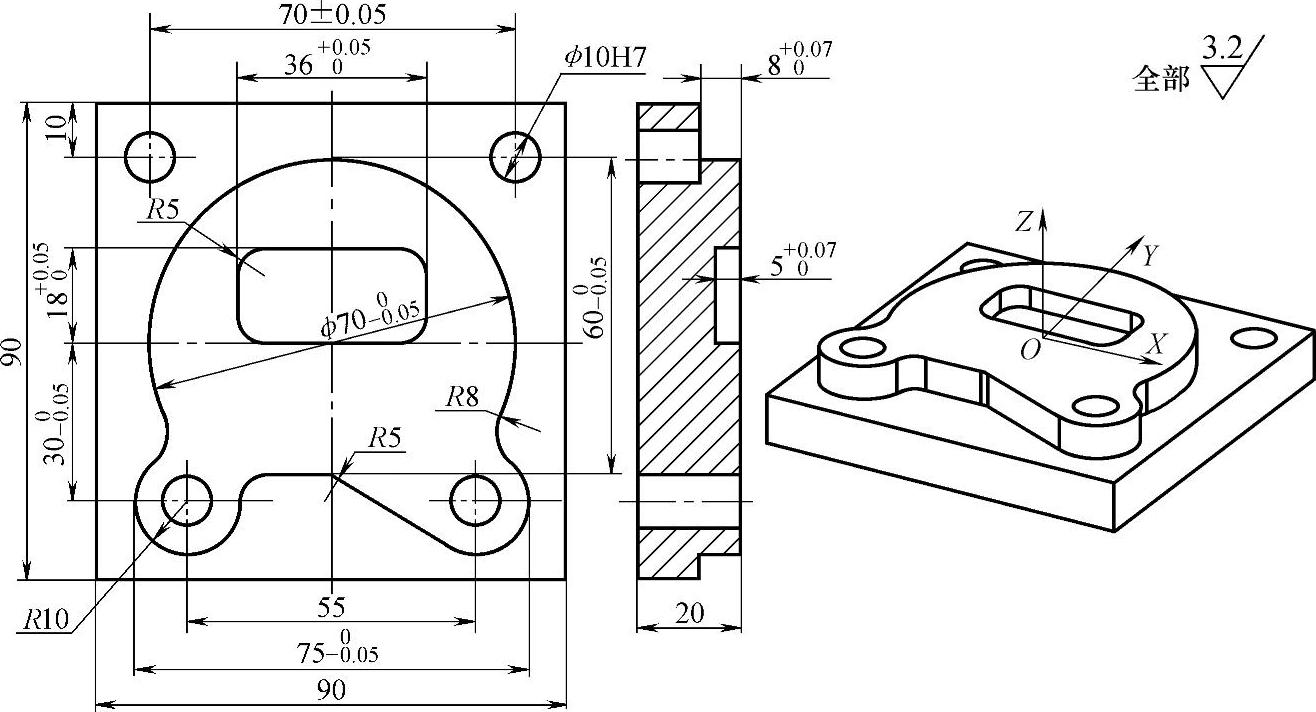
图3-14 G85铰孔零件
解:设初始平面Z为50mm,R平面为5mm;先用ϕ9.8mm的直柄麻花钻头钻通孔,再用ϕ10H7的直柄机铰刀铰孔。切削用量通过刀具、工件材料可计算得出:ϕ9.8mm麻花钻的主轴转速为585r/min,进给速度为100mm/min;ϕ10H7铰刀的主轴转速为160r/min,进给速度为60mm/min。
程序编制如下(FANUC数控系统):
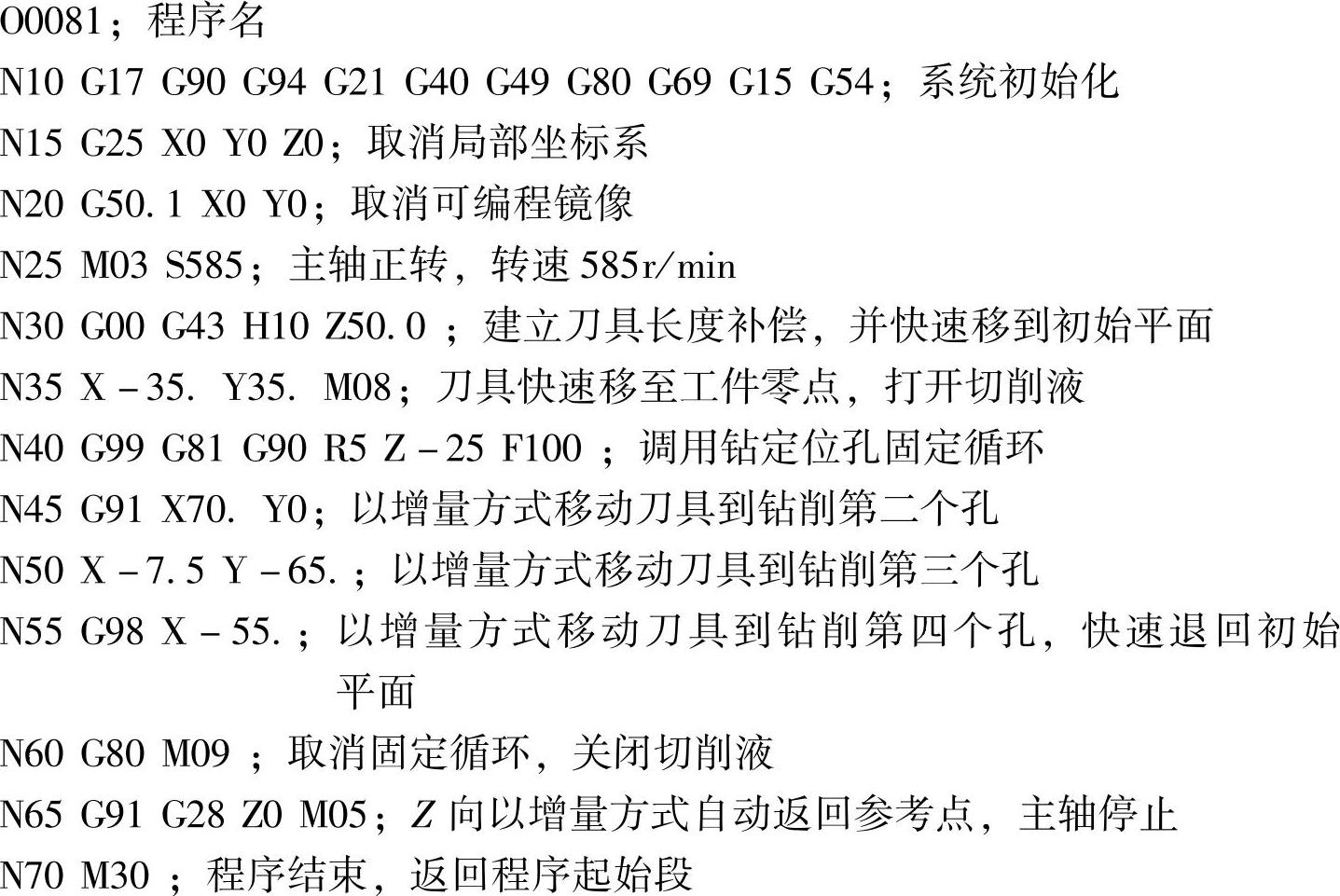
1)先用G81钻孔:
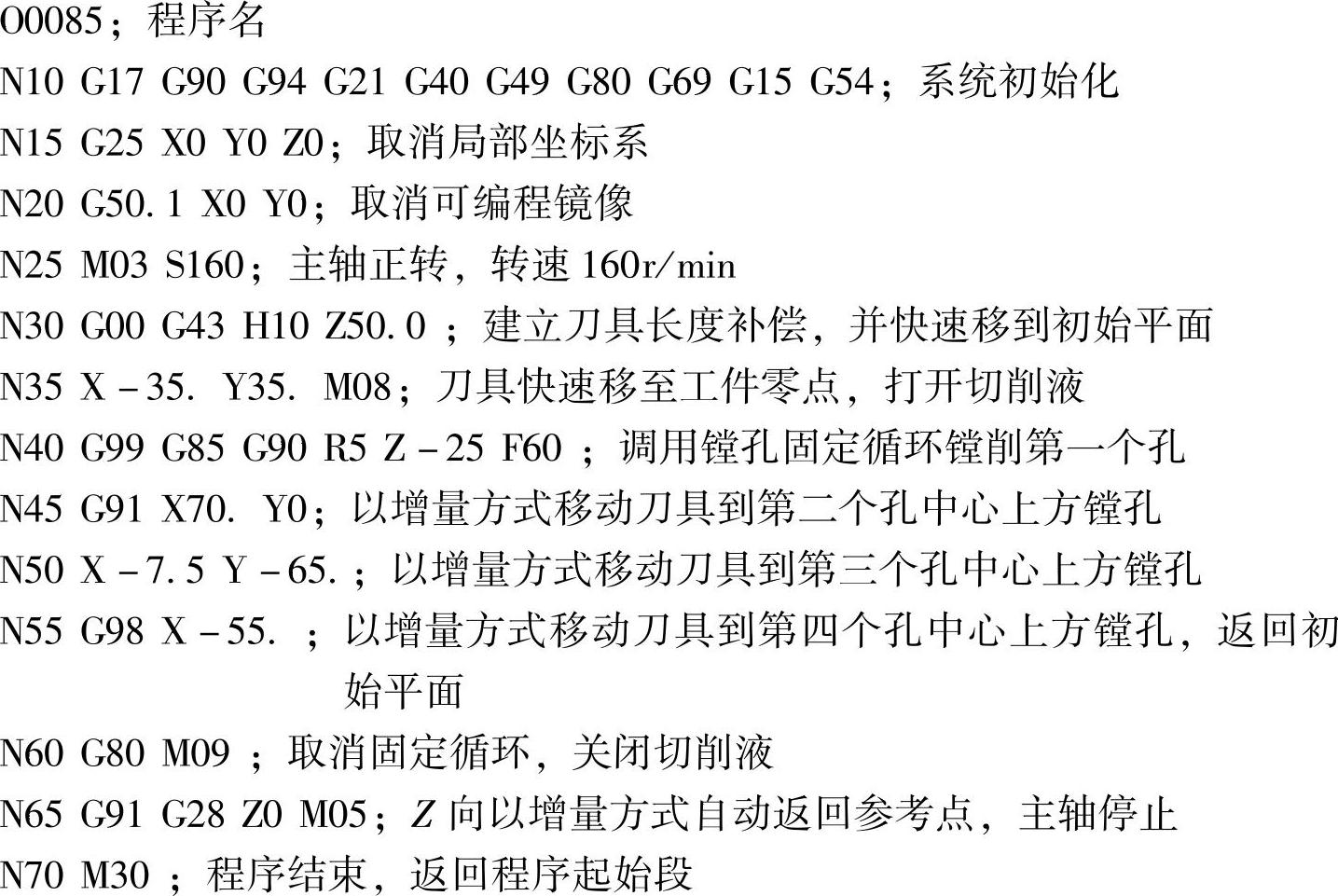
2)再用G85铰孔:
2.G86镗孔循环指令的编程加工实例
该指令在孔底位置使主轴停止,然后快速返回原点或R点。指令格式: ;循环加工时序动作如图3-15所示。
;循环加工时序动作如图3-15所示。
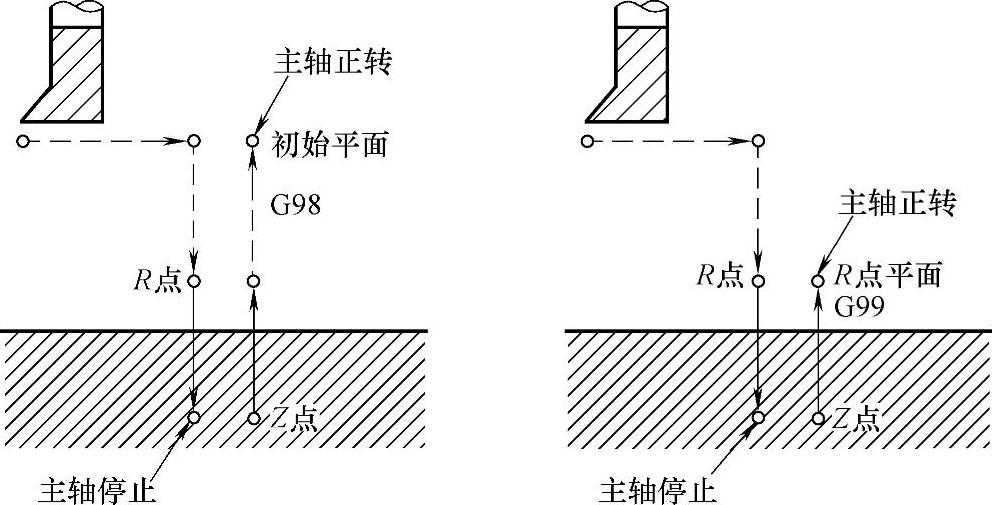
图3-15 G86镗孔循环
3.G88镗孔循环指令的编程加工实例
该指令将使刀具在孔底暂停,主轴停止,进给停止,此时转换成手动状态,可以手动移出刀具,要注意刀具从孔中安全退出。再次开始自动进给加工时,快速返回R点或初始平面,主轴正转,G88执行完毕。(https://www.daowen.com)
指令格式: ;
;
循环加工时序动作如图3-16所示。
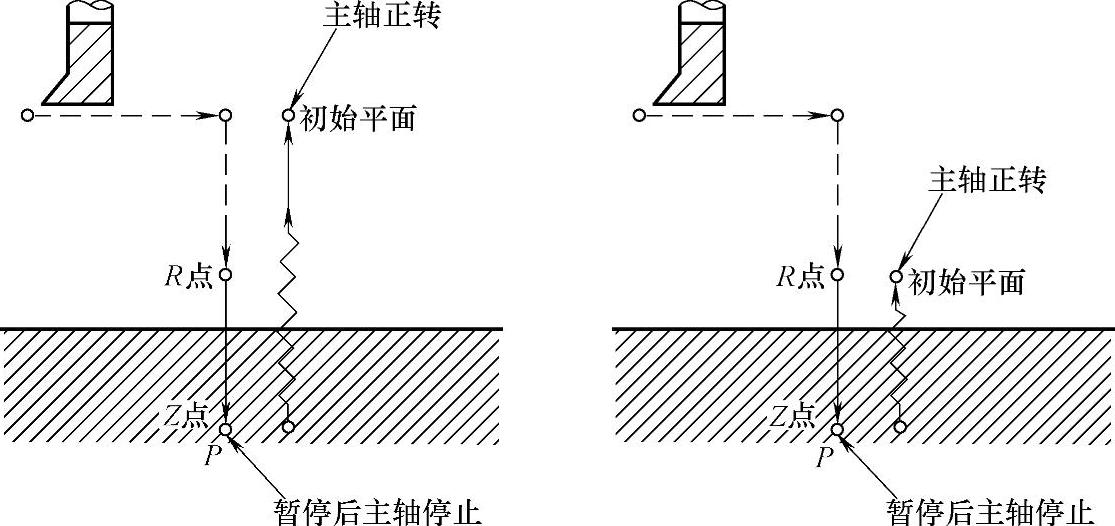
图3-16 G88镗孔循环
例题3-6:在没有准停功能的数控铣床上精镗如图3-17中所示ϕ30+0.0270的孔。
解:设初始平面Z为50mm,R平面为5mm;工件坐标零点在孔中心上表面,孔已粗加工到ϕ29.8mm左右;现用可调精镗孔刀柄BT40—SCK6—55,SBJ—1630—90(ϕ30~ϕ42)0.01的精镗刀,可调精镗孔刀的主轴转速为1200r/min,进给速度为70mm/min。
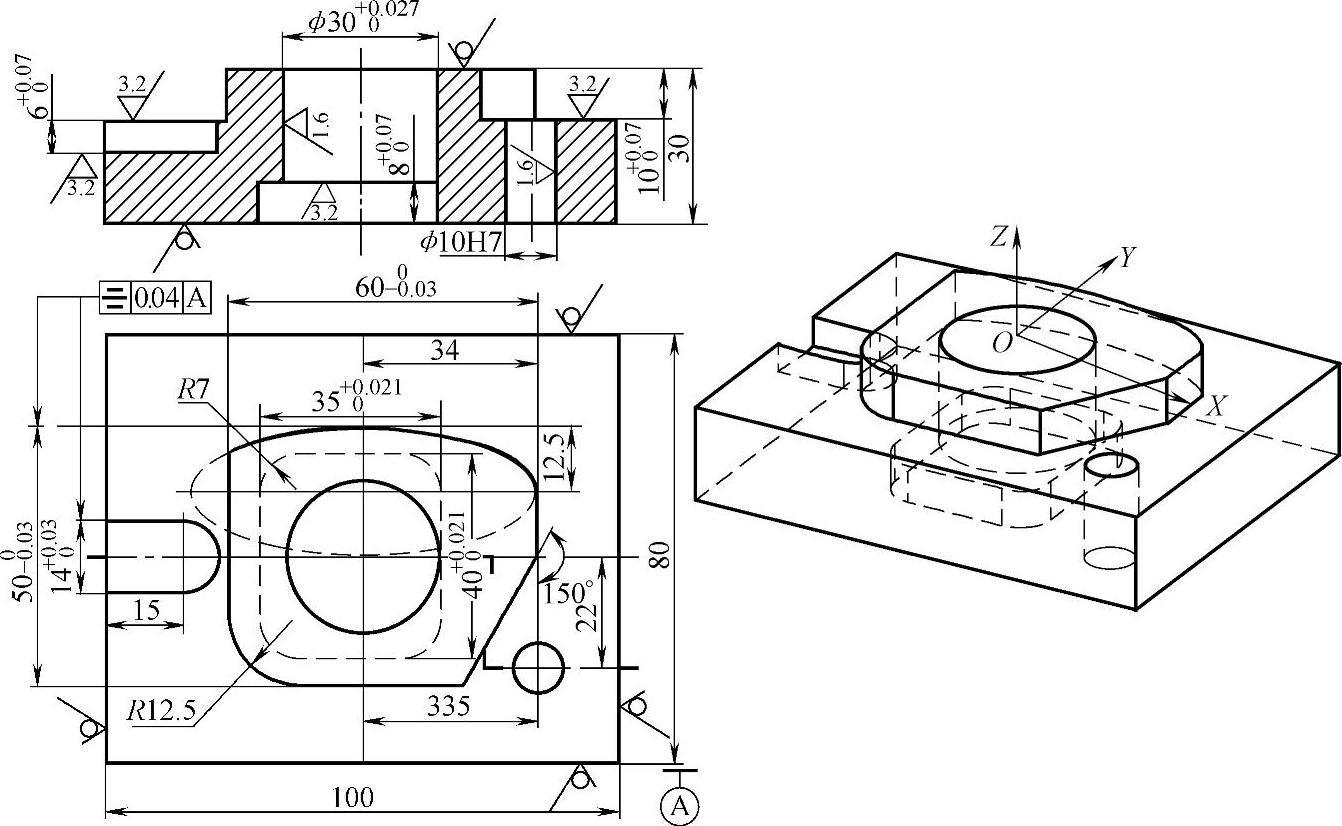
图3-17 G88镗孔循环例题
程序编制如下:(HNC—21/22M华中世纪星数控系统)
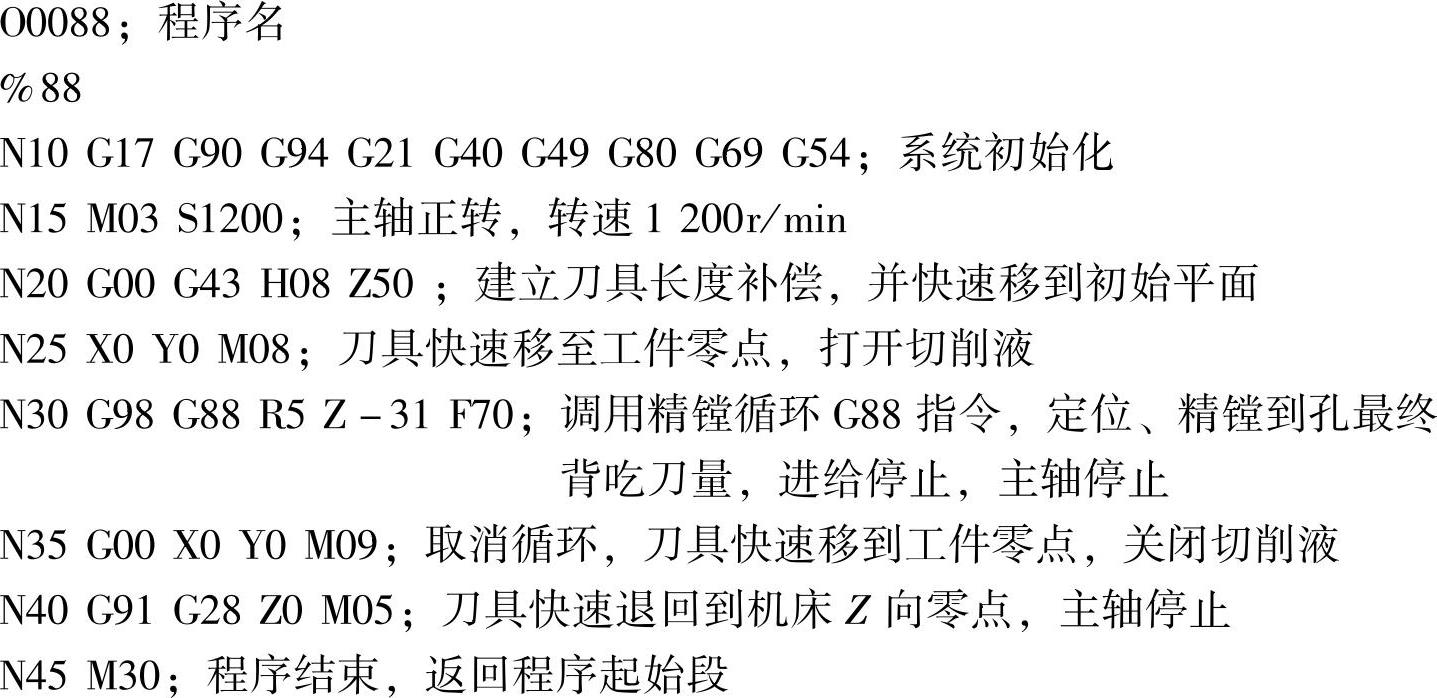
说明:上例程序中,当程序执行完N30 G98 G88 R5 Z-31 F60程序段时,刀具停在孔底,此时,操作者所需的操作步骤如下:
①通过系统操作面板上的机床操作方式按钮(开关),将自动方式(AU-TO)切换到手轮方式(MPG)或手动方式(JOG);
②观察镗孔刀的刀尖方向,因为,此时刀尖不一定停在X或Y轴上,所以,手动旋转主轴,将镗孔刀的刀尖转到X或Y轴上;
③通过手轮(手动)操作,将镗刀沿X或Y轴向刀尖的相反方向退移0.5~1mm,使刀尖离开孔壁后,再将镗刀沿Z向轴上升至零件上表面;
④此时,再通过系统操作面板上的机床操作方式按钮(开关),将手轮方式(MPG)或手动方式(JOG)切换到自动方式(AUTO);
⑤再次按下自动循环启动按钮后,刀具快速返回R点(G99时)或初始平面(G98时),主轴正转,G88循环指令程序段结束,接着自动连续执行后面的程序段,直到程序结束。
4.G89镗孔循环
与G85类似,只是在孔底进行暂停。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






