材料的内部缺陷是造成零件热处理变形、开裂的重要原因,也是造成零件力学性能及其他性能降低,导致报废的主要原因。
1.材料的锻造比不足
锻造比是锻造时变形程度的一种表示方法,通常用变形前后的截面积比、长度比或高度比来表示。例如,拔长时的锻造比为
y=S0/S=l/l0 (5-1)
镦粗时的锻造比为
y=S/S0=h0/h (5-2)
式中 y——锻造比;
S0、S——毛坯变形前后的截面积;
l0、l——毛坯变形前后的长度;
h0、h——毛坯变形前后的高度。
由于各种锻件锻造成形时在立体的三个方面都有变化,所以应以最大变化方向的变形比考虑。
这里特别需要注意的是:与锻件不同,钢材的锻造比是指钢材的横断面积与钢锭的横断面积的比值。
不论是铸锭开坯、轧(锻)成材,还是连铸连轧成材,由于钢液的结晶规律,材料内部都存在三个结晶区(边缘部位细小等轴晶区、垂直于锭模壁的粗大柱状晶区、心部粗大等轴晶区)以及众多缺陷。为了克服这些缺陷的不良影响,就要有足够的锻造比,以便较彻底地打碎树枝状结晶和粗大的柱状结晶,使其细化并沿主伸长方向分布;就要将铸锭中的疏松、气孔、缩孔等缺陷锻合而使组织强化细密,充分破碎偏析和夹杂物等使组织趋于均匀,使钢材性能得以改善。
在锻造过程中,在一定的范围内随着锻造比的增加,金属的力学性能显著提高,这是由于组织致密程度和晶粒细化程度提高所致。
此外,只有足够的变形量和科学的变形方式(如反复锻造),才能打碎材料内部的一些脆性相和减弱严重的组织偏析。一般来说,结构钢钢锭的锻造比为2~4,各类钢坯和轧材的锻造比为1.1~1.3。
下面以40CrNiMoA钢为例,列表说明不同锻造比对其疲劳极限的影响。从表5-1可以看出,随着钢材锻造比的增大,钢的疲劳极限不断提高,但当锻造比为8时,疲劳极限达到最大值,继续增大锻造比,疲劳极限则保持在较高的水平而不再提高。
表5-1 不同锻造比对40CrNiMoA钢疲劳极限的影响

2.非金属夹杂物超标
常见的非金属夹杂物按来源分为两类:一类是冶炼浇注过程中,钢中气体与脱氧剂及合金元素发生物理或化学反应的产物,一般为氧化物、硫化物、硅酸盐等;另一类是炉渣及耐火材料侵蚀剥落后进入钢液中形成的产物。根据非金属夹杂物的性质、长度、数量、集中与分散等情况,它又可按脆性夹杂物(氧化物与脆性硅酸盐)和塑性夹杂物(硫化物与塑性硅酸盐)来分类。目前,一般按GB/T 10561—2005《钢中非金属夹杂物含量的测定——标准评级图显微检验法》,等效采用ISO 4967:1998标准,按夹杂物的形态与分布,将其分为四个基本类型:A类夹杂物,即硫化物类;B类夹杂物,即氧化铝类型;C类夹杂物,即硅酸盐类型;D类夹杂物,即球状氧化物类型。每一类型又按夹杂物的厚度或直径的不同,分为粗系和细系两个系列,每个系列有表示夹杂物含量递增的5级图片。
金属中的夹杂物破坏了金属基体的连续性,剥落后就会形成凹坑或裂纹,大块夹杂物还会降低材料的疲劳强度。在金属锻压和轧制过程中,夹杂物可能被延展成长而薄的流线状,形成带状组织,使金属产生明显的各向异性,大大增加淬火裂纹产生的概率。对精密量具来说,钢中存在的夹杂物会降低制品的使用寿命,夹杂严重时,会造成热处理时的应力集中,淬火时易开裂,因此应根据技术要求严格控制滚珠轴承钢和工具钢中的夹杂物。钢中夹杂物还会引起渗氮零件表面“起泡”。另外,大量的非金属夹杂物会严重降低钢的力学性能和使用性能,尤其是降低钢的塑性、韧性和疲劳强度。
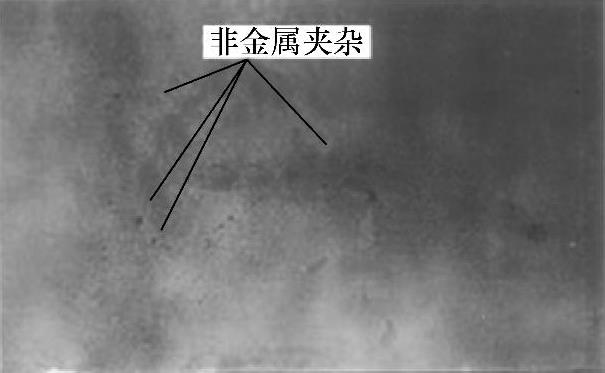
图5-25 3Cr3Mo3VNb钢中夹杂物横向低倍照片
非金属夹杂物在钢材中的存在是不可避免的,其数量和形态只能通过提高钢的纯净度,降低非金属夹杂物的总量,以及良好的轧制或锻造加以改善。图5-25为3Cr3Mo-3VNb钢中夹杂物横向低倍照片。
3.内裂
内裂一般是指原材料中的白点、缩管残留及轴心晶间裂纹等缺陷。它们的存在或在后续加工时内裂发生变化,都会对机械零件的可靠性构成严重威胁。
(1)白点 白点又称发裂,是钢中的内裂,是一种不允许存在的缺陷。白点常常是在锻件冷却至室温后几小时或几十小时,甚至更长的一段时间后才产生的。可以在横向试片浸蚀后观察到直的、细小、弯的裂纹,在与裂纹垂直的方向折断,可发现断口上有呈银白色的圆形或椭圆形的斑点,斑点本身是裂纹的一个侧面。检查白点时,最好在淬火状态下将试样折断,以免试样折断时由于塑性变形而使白点失真。
白点产生的机理是:钢锭中未逸出的氢原子聚集在显微空隙中并转成分子状态时,由于体积膨胀而对钢产生较大的内应力,在热压力加工过程中经受变形力以及随后的冷却过程中显微组织转变时产生的相变应力的共同作用下,内部局部开裂,宏观上表现为由工件内部向外呈辐射状分布,或者随着金属在压力加工下变形流向(俗称流线)分布的细而短的多条细裂纹(故称发裂),在其纵向断口上则呈现为银白色椭圆形斑点的片状缺陷。白点的存在会导致钢的力学性能显著恶化而无法使用,白点的出现往往呈成批性(按冶炼炉批号),因此往往将白点看作钢材的癌症。有些钢种对白点的生成比较敏感,称为白点敏感性钢。图5-26所示为德国的ϕ230mmWNr2713钢棒材的白点横向低倍照片。
白点主要发生在珠光体钢、马氏体钢、贝氏体钢的轧件中。白点形成的根本原因是钢中存在氢。氢在钢中的溶解度随着温度下降而降低,过剩的氢析出后进入钢的缺陷处,如疏松、枝晶间隙处,这些部位的氢聚集到一定程度,在一定温度下,就会在局部形成很高的压力,当压力超过钢的正断抗力时,将使钢形成裂纹(白点)。氢的存在并非白点形成的唯一原因。相变应力和热应力对白点的形成起着重要的作用。发生马氏体相变的钢之所以在冷却时容易产生白点,就是因为马氏体相变时产生的应力很大,相变温度比较低,而马氏体塑性很差。

图5-26 德国的ϕ230mmWNr2713钢棒材的白点横向低倍照片
白点的主要特征是在钢坯的纵向断口上呈圆形或椭圆形的银白色斑点,在横向断口上呈细小的裂纹。白点的大小不一,长度为1~20mm或更长。白点在镍铬钢、镍铬钼钢等合金钢中常见,在普通碳素钢中也有发现,是隐藏在内部的缺陷。白点是在相变时的相变应力以及热应力的共同作用下产生的,并且在钢中氢质量分数较大和热压力加工后冷却(或锻后热处理)太快时较易产生。用带有白点的钢锻造出来的锻件,在热处理时(淬火)易产生龟裂现象,有时甚至成块掉下。白点降低钢的塑性和零件的强度,是应力集中点。它像尖锐的切刀一样,在交变载荷的作用下,很容易变成疲劳裂纹而导致疲劳破坏,所以锻造原材料中绝对不允许有白点。
(2)缩孔残留 缩孔残留一般是由于钢锭冒口部分产生的集中缩孔未切除干净,开坯和轧制时残留在钢材内部而产生的。缩孔残留附近区域一般会出现密集的夹杂物、疏松或偏析,在横向低倍断口中呈不规则的皱折的缝隙,在锻造或热处理时易引起锻件开裂。图5-27所示为3Cr3Mo3VNb钢圆饼形锻坯中心部位的缩孔残留。
(3)轴心晶间裂纹 轴心晶间裂纹是在钢锭凝固过程中产生的。低碳钢凝固时两相区狭窄,结晶速度快,在锭心最后凝固前钢液补充不足,晶间易形成这种显微裂纹。当金属冷却凝固时的收缩应力超过材料的极限强度时,就会产生晶间裂纹。它也与铸件的形状和铸造工艺有关。另外,金属材料中一些开裂敏感性的杂质含量较高时(如硫的质量分数较高时有热脆性,磷的质量分数较高时有冷脆性)也会导致它的产生。在钢锭中产生的轴心晶间裂纹,在后续的开坯锻造过程中若不能锻合,则将留在锻件中成为锻件的内部裂纹。(https://www.daowen.com)
轴心晶间裂纹的出现破坏了钢的连续性,虽然强度变化不大,但是会使断面收缩率和伸长率(未拉断)显著降低,因此它是一种不允许存在的缺陷。

图5-27 3Cr3Mo3VNb钢圆饼形锻坯中心部位的缩孔残留
4.缩孔与疏松、偏析、带状组织
(1)缩孔与疏松 铸件或铸锭冷却凝固时,体积要收缩,在最后凝固的部分因得不到液态金属的补充而会形成空洞状的缺陷。大而集中的空洞称为缩孔,细小而分散的空隙则称为疏松。它们一般位于铸锭或铸件中心最后凝固的部分。其内壁粗糙,周围多伴有许多杂质和细小的气孔。由于热胀冷缩的规律,缩孔是必然存在的,只是因加工工艺不同而有不同的形态、尺寸和位置。当其延伸到铸件或铸锭本体时,就成为缺陷。铸锭在开坯锻造时如果没有把气孔切除干净而将其带入锻件中,就成为缩孔残留。如果铸件的模样设计不当或浇注工艺不当等,也会在铸件与模样的接触部位产生疏松。
1)缩孔:金属液凝固时,由于体积收缩,在冒口端一般都存在缩孔。其形成原因是:铸锭凝固时体积收缩部分得不到及时补充,致使中心区形成宏观空洞。这是一种不允许的缺陷。
2)疏松:铸件在凝固过程中,由于诸晶枝之间的熔体最后凝固而收缩以及放出气体,导致产生许多细小孔隙和气体而造成不致密,这种组织的不致密称为疏松。疏松可分为一般疏松和中心疏松。其产生原因为:
①金属液以树枝状晶的形式凝固时,枝晶间富集低熔点的杂质金属液在最后凝固时产生收缩。
②脱溶气体逸出产生孔隙。
③非金属夹杂物经腐蚀脱落,从而留下孔隙。
图5-28所示为35CrMo钢锻造后经70~80℃的体积比为1∶1的盐酸水溶液热蚀后的照片。
(2)偏析 合金金属内各个区域化学成分的不均匀分布现象称为偏析。产生偏析的原因是合金金属的选择性结晶和形成铸锭时固相元素扩散不充分。偏析属于不能完全避免的缺陷,在钢材中允许存在,但必须加以控制。根据偏析形成的原因及表现形式的不同,一般可分为树枝状偏析、点状偏析及方形偏析等。

图5-28 35CrMo钢锻造后经70~80℃的体积比为1∶1的盐酸水溶液热蚀后的照片
1)树枝状偏析:它是选择结晶的结果。合金金属液在凝固结晶时,先形成树枝状晶轴,然后在一次晶轴上长出二次晶轴,依此类推,直至晶轴间的合金金属液全部凝固。但是,在实际生产中合金金属的冷却速度很快,远远达不到平衡的条件,因此,固、液二相中的扩散来不及充分进行,先后结晶出来的固相中较大的成分差别被保留下来。这种成分差别的存在,还会造成结晶时固相以树枝状形态生长。因此,这种成分上的不均匀性被称为树枝状偏析或枝晶偏析。
选择结晶和元素扩散不充分,会造成晶轴和晶间区域成分的不均匀。例如,钢中枝干处碳含量较低,而迟结晶的枝间碳的含量高。硫、磷及合金元素的偏析与碳大体相似。枝晶偏析还包括其他杂质元素和气体元素的偏析。氧化物多位于枝干,硫化物多位于枝晶间。偏析使铸件的性能不一致,降低使用性能,热处理时容易产生变形和裂纹,使力学性能降低。
2)点状偏析:点状偏析在横向酸浸试样上呈现的大小和形状不同、颜色灰暗的斑点,而在纵向酸浸试样上呈灰暗色的粗短条带。把具有这种偏析的钢锭纵向剖开进行侵蚀,可以发现这种偏析具有气孔般且向内向上倾斜的形状,表示它们是凝固时先从钢中放出的气体形成气孔,而后含有较多杂质且尚未凝固的液体渗入或被压入,将气孔填满而形成的。具有点状偏析的钢材质量极坏,容易在斑点处产生应力集中而导致早期疲劳断裂,因此不能使用,应予以报废。钢在凝固过程中析出气体,特别是析出氢,这些气体在上浮过程中又集聚一部分夹杂物从而引起点状偏析。此外,在生产过程中,如果钢液过热和浇注温度过高,或钢锭断面过大及锭模温度太高等,均易形成点状偏析。为了防止钢中点状偏析的形成,在冶炼过程中应充分除气和去夹杂,如加强原材料的干燥,防止冷却系统漏水,强化氧化沸腾及脱氧操作等。此外,尽可能采用断面较小的钢锭或浇注前降低锭模温度,并在浇注过程中控制好浇注温度和浇注速度也可避免钢中点状偏析的形成。图5-29所示为钢锻件模向低倍试片上的点状偏析经体积比为1∶1的盐酸水溶液热蚀后的照片。
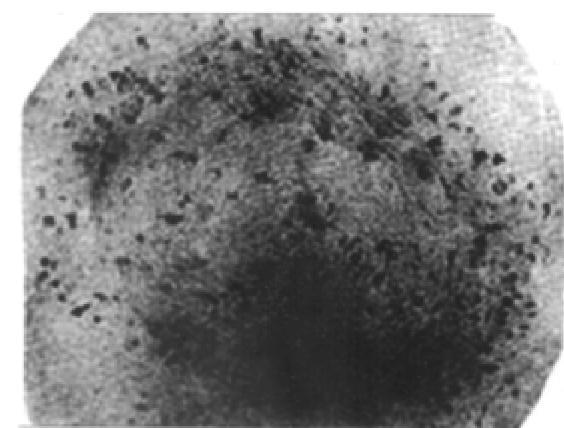
图5-29 钢锻件模向低倍试片上的点状偏析经体积比为1∶1的盐酸水溶液热蚀后的照片
3)方形偏析:在横向酸浸试样上呈现腐蚀较深并由密集的暗色小点组成的且呈方形的偏析带称为方形偏析。由于这种偏析基本上具有原铸锭横截面的形状,故又称锭型偏析。方型偏析的偏析带上的杂质及其他杂质的含量都比邻近部位的含量要高。因此,方形偏析主要产生在铸锭的上半部,发生在柱状晶和中心等轴晶交界的区域上。严重的方形偏析将会影响钢的质量,易在轧制时产生夹层,并显著降低钢的伸长率(未拉断)、断面收缩率和冲击韧度等性能指标。目前普遍认为,方形偏析是由于化学成分和物理质点的不均匀性造成的。其形成的直接原因是金属液中的气体和非金属夹杂物含量高,或浇注温度高及铸锭断面过大等。方形偏析属于允许存在的缺陷,有规定的合格级别,通常根据方框侵蚀的深度、孔洞的连续性和方框的宽窄来评定。方形偏析可以通过高温均匀化退火的办法加以消除。消除或减少方形偏析的根本途径还是提高金属液的纯洁度,缩短金属液的凝固时间,采用合理的锭模以及进行较大的压缩比的热加工。
(3)带状组织 热压力加工的钢锭,沿轧制方向可能出现两种组织交替、呈层状分布的情况,这种组织称为带状组织。图5-30所示为低碳钢中的带状组织。带状组织实质上就是铁素体和珠光体、铁素体和奥氏体、铁素体和贝氏体以及铁素体和马氏体在锻件中呈带状分布的一种组织。它们多出现在亚共析钢、奥氏体钢和半马氏体钢中。它使钢横向的塑性、韧性明显降低,严重时还会影响可加工性能。
带状组织主要是因钢锭中的树枝状偏析,在进行热压力加工时被拉长所致。合金钢由于树枝状偏析较严重,所以容易形成带状组织。

图5-30 低碳钢中的带状组织
带状组织使钢的性能出现明显的各向异性,不仅降低其强度,而且还降低其塑性和冲击韧度,特别是降低其疲劳强度,易产生锻造裂纹、热处理裂纹和变形。轻微的带状组织可以通过正火来消除。合金元素偏析引起的带状组织,可进行高温均匀化退火进行改善。高碳钢的碳化物偏析带状组织,采用高温均匀化退火只能有所改善,但不能完全消除,可以通过反复镦粗、拔长的方法来减轻。
钢板和钢带的带状组织按GB/T13299—1991第二评级图评级,15F钢、15钢、20钢的Z级带状组织级别范围为1、2、3级。
5.粗大组织
粗大组织是金属材料或毛坯在加热过程中,由于加热参数(如温度、加热时间)失控,使材料晶粒粗大,甚至产生过热、过烧等现象。粗大组织会严重影响材料或机械零件的使用性能,表现为强度和韧性的下降。
(1)过热 金属在热压力加工过程中加热温度过高,或者在较高温度下停留的时间过长,或者在急剧变形时强烈的内摩擦等引起变形热效应而导致金属内部的局部温度过高,这些都能产生过热现象,表现为金属的晶粒粗大,导致力学性能下降。当过热严重时,甚至会形成一种特殊的显微组织,金相学中称之为魏氏组织。这是在原奥氏体晶粒内出现互成一定角度或者彼此平行的片状、针状组织,如同α-Fe,如图5-31所示。这种魏氏组织会明显降低金属的塑性和韧性。
(2)过烧 金属在热压力加工过程中加热温度过高,甚至超过金属能承受的过热温度限制,除了会产生与过热相似的粗大晶粒和魏氏组织以外,最主要的特征是在晶界上发生氧化以及低熔点成分熔化的现象,破坏晶粒间的结合力,使金属丧失塑性,在继续变形时即会导致开裂。
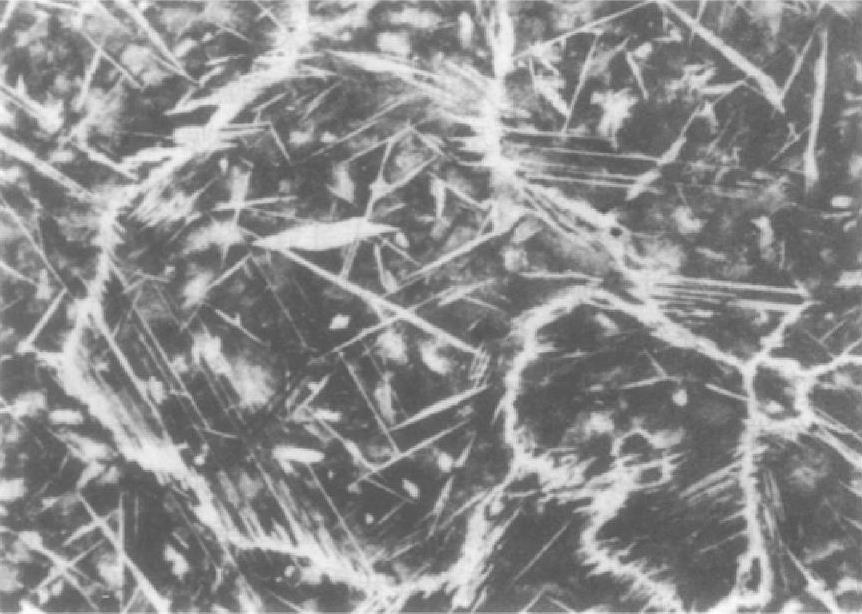
图5-31 TC4钛合金锻制饼坯中的过热魏氏组织(低倍显示粗晶照片)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





