【摘要】:在焊接不锈钢时,可由一般TIG焊的熔深3mm增加到12mm。在采用A-TIG焊焊接16mm厚的不锈钢板时,采用双面焊正反面各焊一道焊缝,而一般TIG焊相应要焊5~9层。表2-1 A-TIG焊和一般TIG焊的比较2)高效节能。A-TIG焊存在的不足,主要表现为焊前要求焊件表面待焊接处应认真打磨使之露出金属光泽;焊缝表面成形差;焊后焊缝表面残留的活性焊剂清理较困难。
1)显著增加熔深。在焊接不锈钢时,可由一般TIG焊的熔深3mm增加到12mm。可一次单面焊10mm厚的不锈钢板。在采用A-TIG焊焊接16mm厚的不锈钢板时,采用双面焊正反面各焊一道焊缝,而一般TIG焊相应要焊5~9层(见表2-1)。
表2-1 A-TIG焊和一般TIG焊的比较(钢板焊缝长1m)
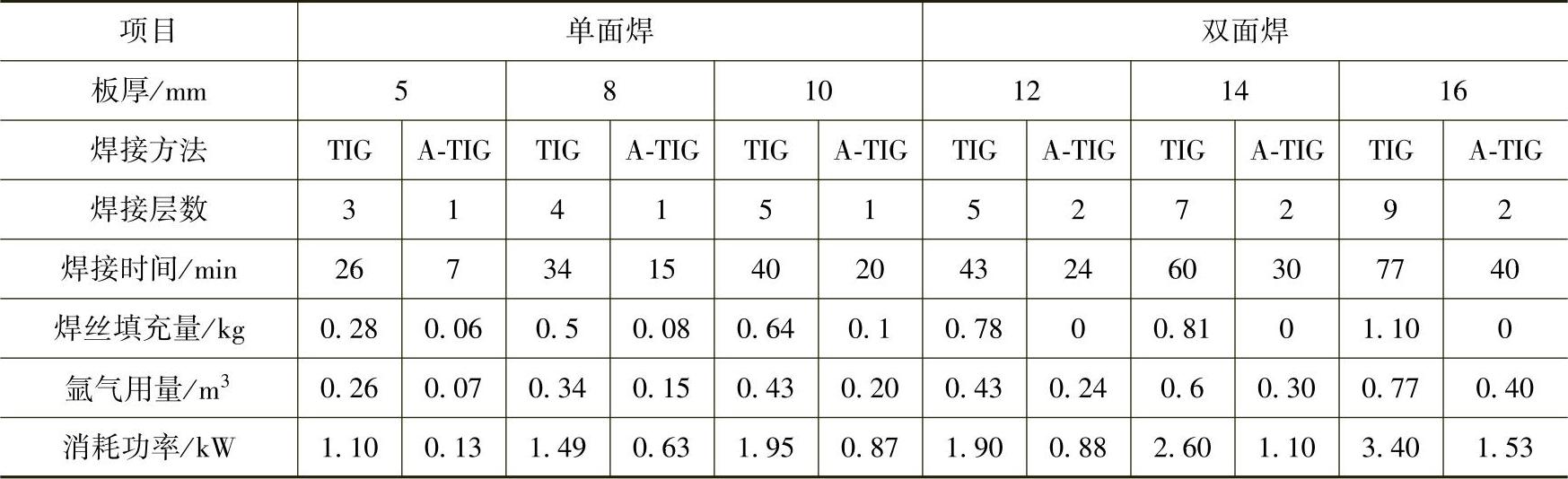
2)高效节能。A-TIG焊的效率高是指它的综合效率高,由于A-TIG焊熔深大,对一定厚度的焊件开I形坡口可一次熔透;在焊接厚板时,可加大坡口的钝边,减少坡口加工量,从而减少填充材料、焊层及辅助时间,其综合效率高。由表2-1可以看出,板厚相同的情况下,其消耗功率约减少一半,焊接时间可节约一半,是一种高效节能的焊接方法。图2-3所示为1m长焊缝不同焊接方法所需的焊道层数和焊接时间的比较。
3)减少对不同炉次钢的敏感性。当S的质量分数小于0.002%时,仍能形成稳定的熔深。(https://www.daowen.com)
4)焊接变形和残余应力小。
A-TIG焊存在的不足,主要表现为焊前要求焊件表面待焊接处应认真打磨使之露出金属光泽;焊缝表面成形差;焊后焊缝表面残留的活性焊剂清理较困难。
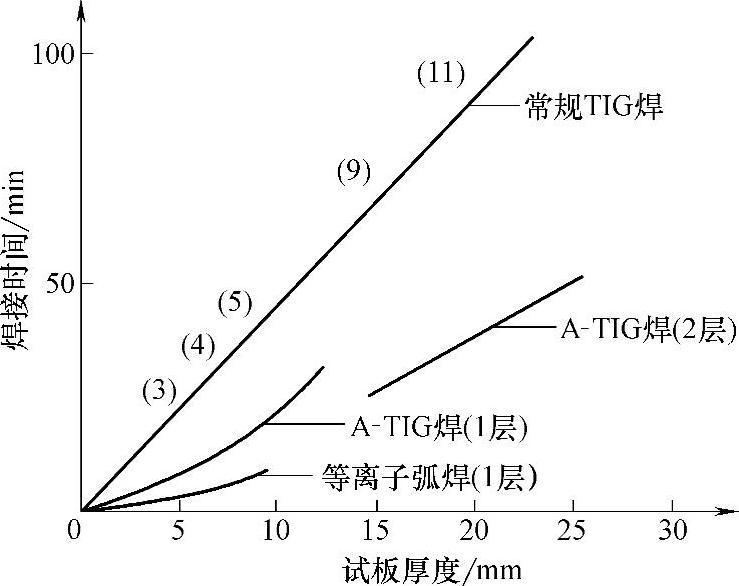
图2-3 1m长焊缝不同焊接方法所需的焊道层数和焊接时间的对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






