激光-MIG/MAG复合焊的基本原理如图7-22所示。在该焊接方法中,除了电弧向焊接区输入能量外,激光也向焊缝金属输入热量。激光- MIG/MAG复合焊技术并不是两种焊接方法依次作用,而是两种焊接方法同时作用于焊接区。激光和电弧在不同程度和形式上影响复合焊的性能。在激光-MIG/MAG复合焊焊接过程中,电弧焊首先将金属表面熔化,大大降低了焊件表面的反射率,同时电弧的等离子区和熔化的焊丝对激光产生的等离子体有一定的吸收作用,使激光能量传输更加稳定。
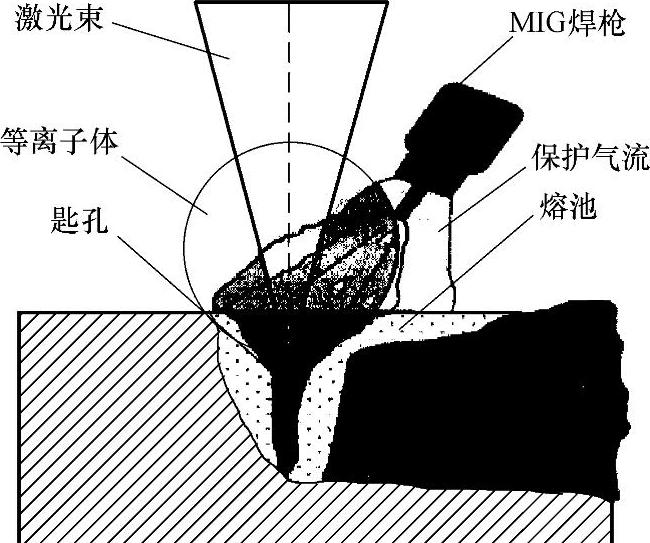
图7-22 激光-MIG/MAG复合焊的基本原理
激光-MIG复合焊的特点如下:
1)电弧增强激光的作用,提高焊接速度,可用小功率激光器代替大功率激光器进行焊接,改善焊接质量,减少坡口端面精度要求;MIG电弧可以解决初始熔化问题,从而可以减小激光器的功率。MIG焊的气流可以解决激光焊金属蒸气的屏蔽散射问题;在激光与电弧相互作用下,焊接过程变得更加稳定,而且在增加熔深的同时提高焊接速度。
2)能够添加合金元素调整焊缝金属成分,并可消除焊缝凹陷。通过MIG焊焊丝进入熔池,可调整焊缝金属成分,改善焊缝冶金性能,改善焊缝的微观组织,提高接头的综合力学性能,也可避免表面凹陷形成的咬边。同时,输入的电弧能量能够调节冷却速度,进而改善微观组织。焊接时,热输入相对较小,也就意味着焊后变形和焊接残余应力较小,这样可以减少焊接装夹、定位、焊后矫形处理等工序。
3)熔池宽度增加,装配要求降低。通过激光和电弧的相互作用及焊丝材料的填充,激光-MIG/MAG复合焊能够在较宽的装配公差内获得良好的焊缝成形,大幅度降低焊前装夹精度要求,提高焊接效率,拓宽了使用范围。相同熔深的激光焊、MIG焊和激光-MIG复合焊的焊缝形状如图7-23所示,可见激光焊的焊缝表面有凹陷,MIG焊的焊缝熔宽、余高较大;而激光-MIG复合焊的余高较小,焊后试件表面相对平整。所以,激光-MIG复合焊不仅焊接过程更加稳定,而且形成的熔池也比激光焊大,因而搭接能力好,允许有更大的焊接装配间隙。(https://www.daowen.com)
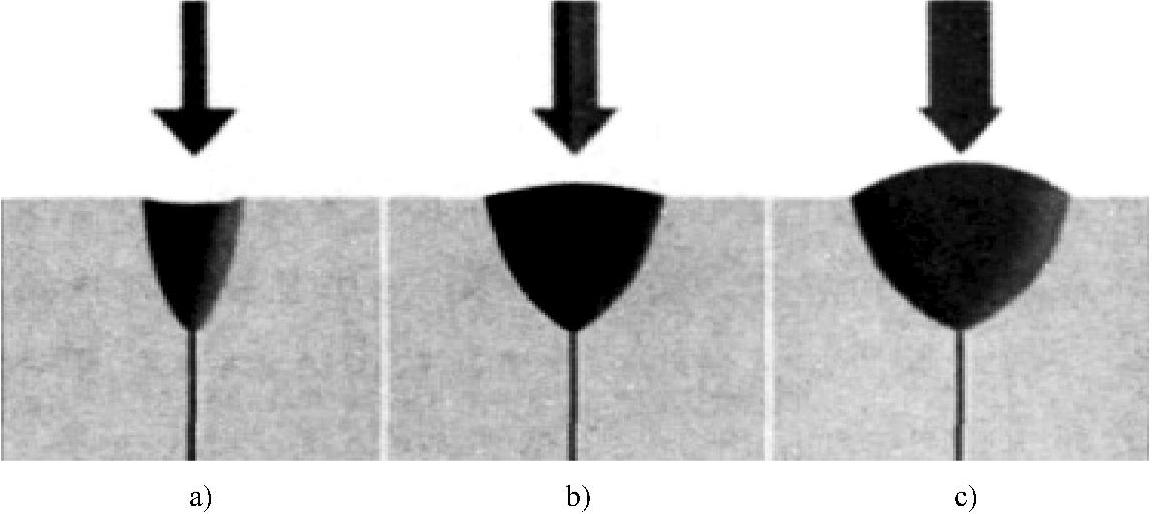
图7-23 相同熔深的激光焊、激光-MIG复合焊和MIG焊的焊缝形状
a)激光焊(激光功率2kW) b)激光-MIG复合焊(激光功率1.5kW、送丝速度5.5m/min) c)MIG焊(送丝速度11m/min)
4)调节电弧与激光的相对位置,可有效地改善焊接适应性。激光前置时可以使引弧容易,并且在合适的参数下可以改变熔滴过渡方式,使得焊接过程更加稳定,减少了单一MIG/MAG焊时的飞溅量和焊后处理的工作量。由于激光复合焊的焊接速度非常高,因此可以缩短生产时间和降低生产成本。
激光-MIG/MAG复合焊一般用于对接焊,该种复合焊接方法,已在汽车工业、船舶工业和运输系统的制造业中得到应用,可以焊接钢和铝及铝合金结构。这种复合焊接技术灵活性较强,适合于中厚板以及铝合金等难焊金属的焊接。用5kWCO2激光束与400A的MIG电弧复合,焊接速度为800mm/min时,可焊透12mm厚的钢板。用6kW的CO2激光与MIG电弧复合,在选择合适的电弧电流、保护气体等参数时,以700mm/min的速度,可以焊透16mm厚的不锈钢板。在比较宽的参数范围内,用YAG激光脉冲MIG复合焊焊接铝合金,焊缝成形美观,无气孔等缺陷,熔深比激光焊增加4倍,比脉冲MIG焊焊接增加1倍以上,焊接速度显著提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






