测定搅拌摩擦焊的温度分布很不容易,因为在采用热电偶测量焊接接头温度分布时,焊缝中金属的强塑性流动,使得热电偶端头易产生损坏,目前多是在焊缝区附近或热影响区进行测量。
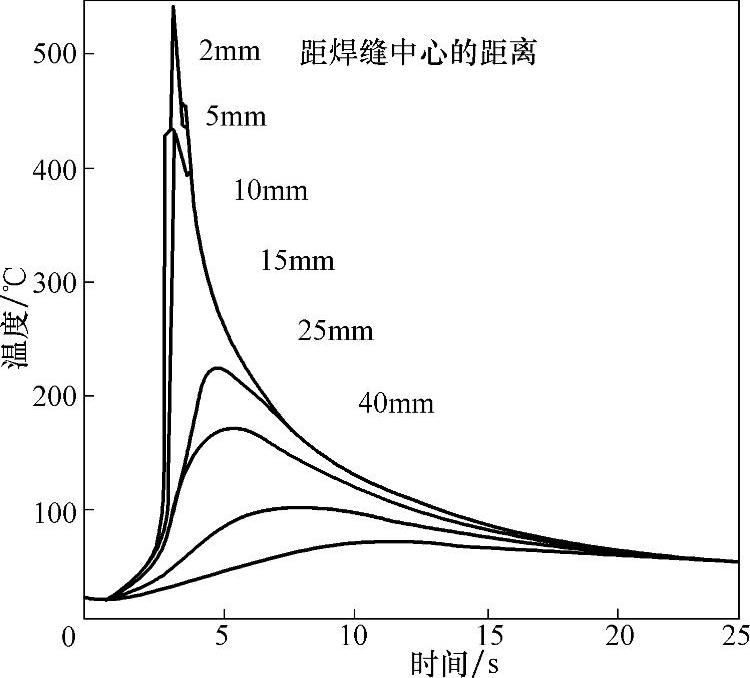
图8-15 6063-T6铝合金搅拌摩擦焊的热循环曲线(焊接速度:0.5mm/min 板厚:4mm搅拌头直径:15mm)
图8-15为Backland等学者在板厚为4mm的6063-T6铝合金、搅拌头直径为15mm的情况下测得的焊接接头的热循环曲线。从图中可以看到,离焊缝中心线2mm处的温度大于500℃。日本有人经过试验得到纯铝焊缝区的温度最高为450℃。由于铝的熔化温度为660℃,可以认为是在熔点以下的温度发生塑性流动。英国焊接研究所的试验结果表明焊缝区的最高温度为熔点的70%,纯铝最高温度不超过550℃。总之,纯铝搅拌摩擦焊时焊缝区的最高温度在500℃左右。热传导计算结果与以上的实测值基本一致。
搅拌指棒的温度是一个很重要的问题,至今还没有实测数据。因为搅拌指棒要在焊缝金属内旋转,测量十分困难。有人在被焊金属固定的情况下,将旋转的搅拌指棒压入到板厚为12.7mm的6061-T6铝中,测量距搅拌指棒端部0.2mm处的温度,并根据这个温度,用计算机仿真的方法仿真出搅拌指棒外围的温度。在搅拌指棒的直径为5mm、长为5.5mm的条件下,其仿真结果如图8-16所示。(https://www.daowen.com)
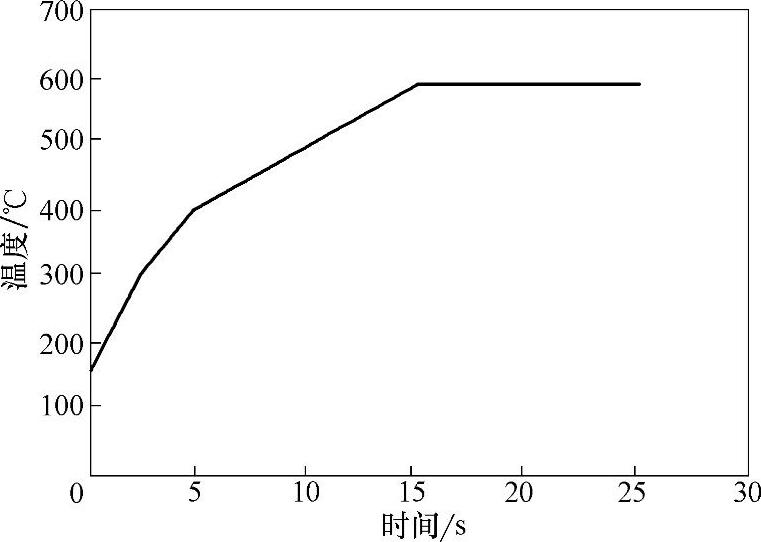
图8-16 搅拌指棒外围温度的仿真计算结果
根据搅拌指棒压入的速度可以推定,约24s搅拌指棒全部压入到被焊金属中。从图8-16可以看出,从15s到24s,搅拌指棒外围温度为一常数,约580℃,即达到6061合金固相线温度。在搅拌摩擦焊时搅拌指棒的温度不能高于以上温度,因为搅拌指棒的高温抗剪强度或高温疲劳强度就处于这个温度范围。也可以看到,搅拌指棒外围区的温度比上述的焊缝金属的温度高出几十摄氏度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







