一般每项产品或工件只编写一份工艺卡,如有必要,还应再附一份操作要求及主要工艺参数,作为对工艺卡有关项目的补充。这里仅举几个编制工艺卡的范例,因为有许多磁化方法、检测方法和设备及材料可供选择,可组合编制成各种形式的工艺卡。这里提供的工艺卡范例并不是唯一形式,也不一定是最佳的,仅供练习时参考,希望能起到举一反三的作用。
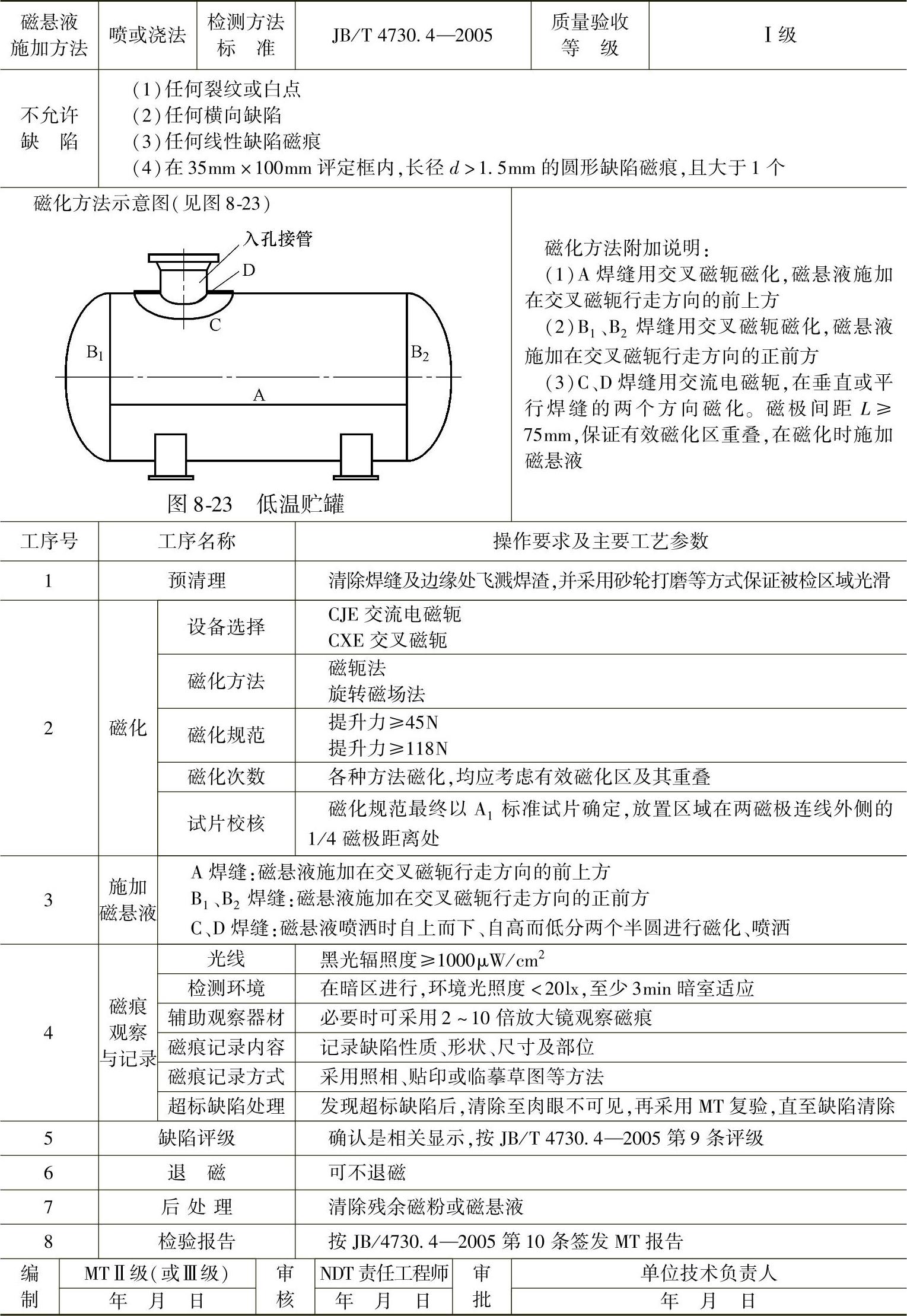
(1)有一低温贮罐,如图8-23所示。基本情况如下:
1)设计压力:1.78MPa。
2)材质:09MnNiDR。
3)工件规格:ϕ2800mm×8000mm×18mm。
4)介质:丙烯。
5)设计温度:-45℃。
6)焊后要求整体热处理、水压试验、气密试验。
按JB/T 4730.4—2005的要求,验收级别为Ⅰ级,自选条件为优化编制工艺卡,逐项填写操作要求及主要工艺参数,见表8-1。
表8-1 承压设备磁粉检测工艺卡(一)

(续)
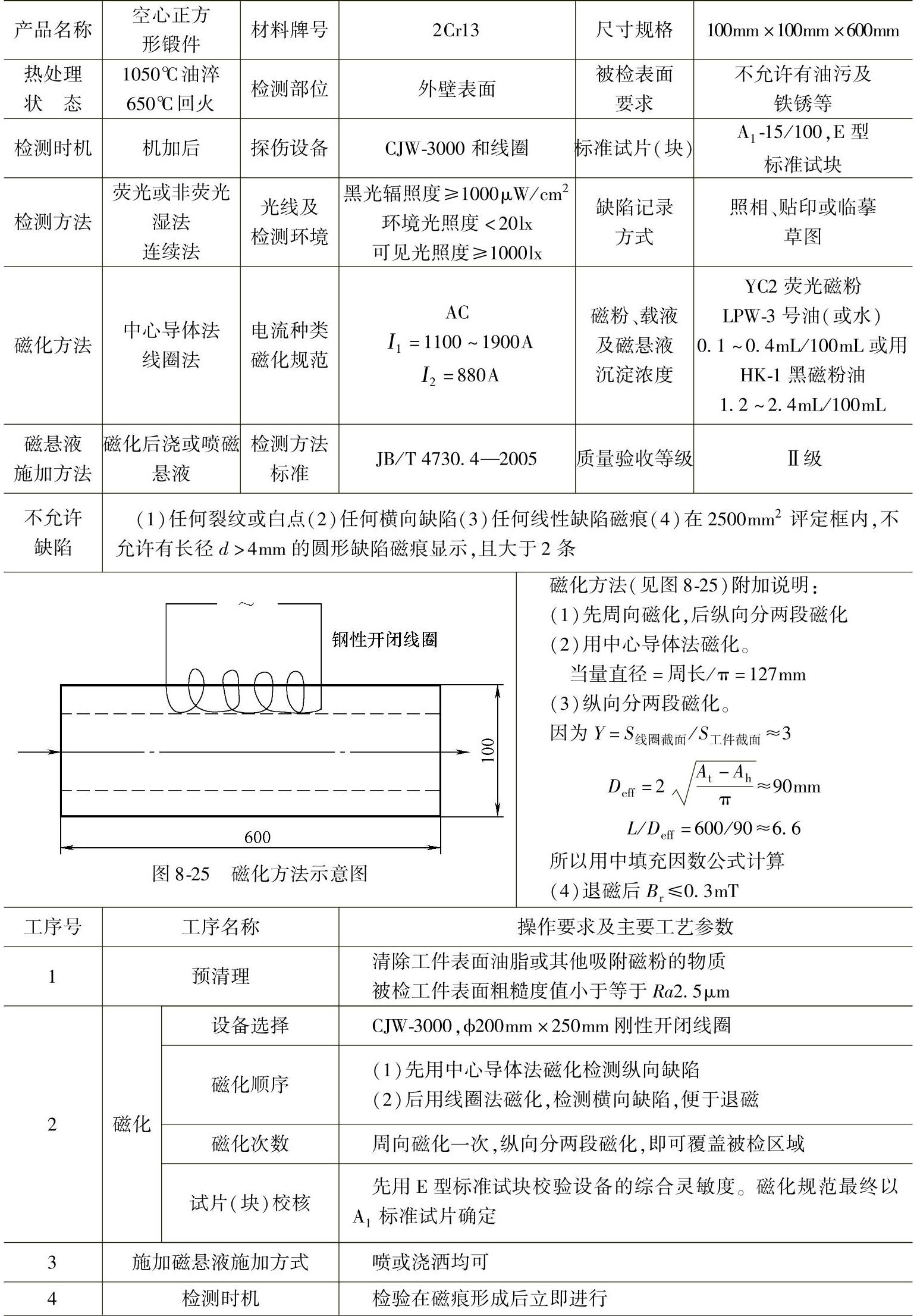
(2)空心正方形锻件 如图8-24所示,筒外壁边长为100mm,壁厚为20mm,长600mm。材料牌号为2Cr13,热处理状态为1050℃油淬,650℃回火,其矫顽力Hc=800A/m,剩磁Br=0.68T。工件为机加工表面,该工件经磁粉检测后需精加工。要求检测筒外壁各方向缺陷(不包括端面)。按照JB/T4730.4—2005,Ⅱ级合格,根据现有条件,优化编制磁粉检测工艺卡,见表8-2。
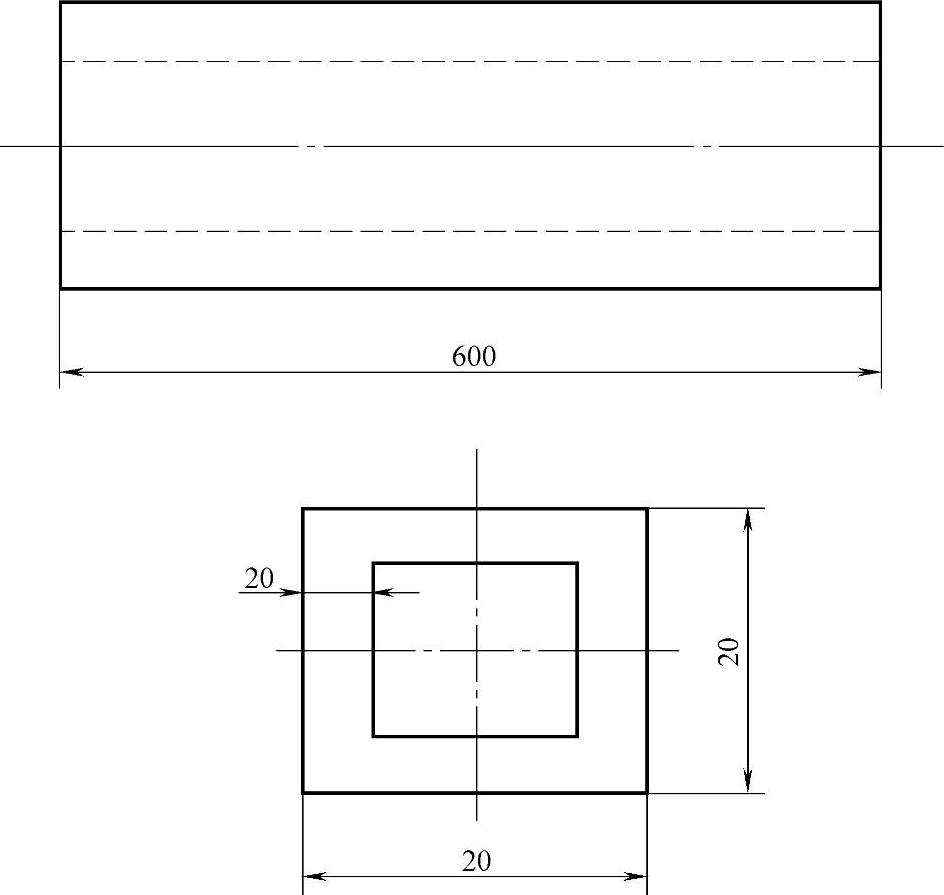
图8-24 空心正方形锻件(https://www.daowen.com)
制造单位现有如下探伤设备与器材:
1)CJX2000型交流携带式磁粉探伤机、CJW-3000型交流固定式磁粉探伤机,以上探伤机均配置ϕ200mm×250mm的刚性开闭线圈,5匝。
2)GD-3型毫特斯拉计。
3)ST-80(C)型照度计。
4)UV-A型黑光辐照计。
5)UV-A型黑光灯和白光灯。
6)YC2型荧光磁粉、HK-1黑磁粉、BW-1型黑磁膏、水、煤油、LPW-3号或TYT-3型油基载液。
7)A1标准试片。
8)E型标准试块。
9)磁悬液浓度测定管。
10)2~10倍放大镜。
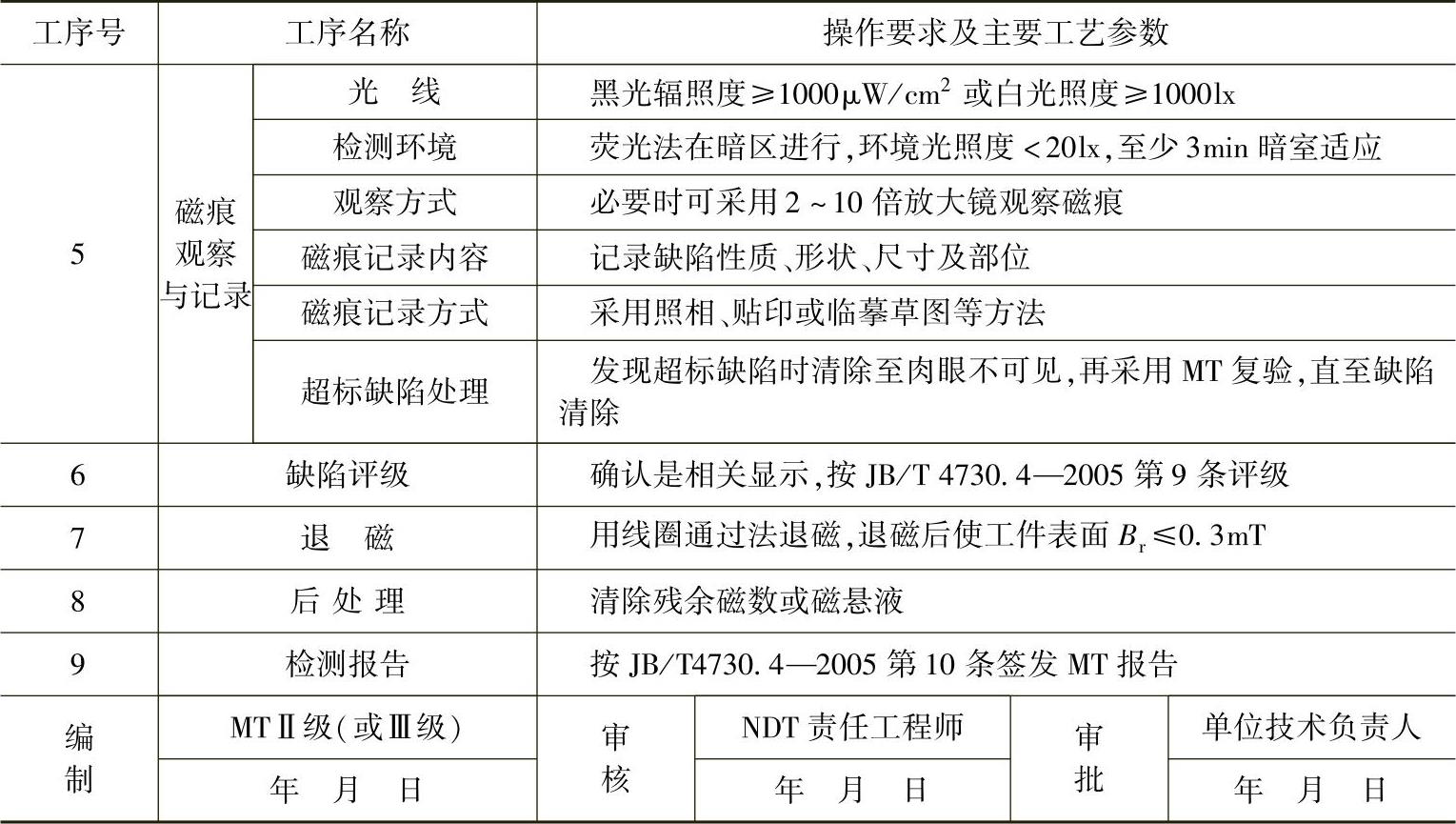
表8-2 承压设备磁粉检测工艺卡(二)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





