实型铸造又称为消失模铸造或汽化模铸造。其原理是:用泡沫塑料制作的模样代替木模或金属模样,造型后不取出模样,浇入高温金属液后,泡沫塑料模样因燃烧、汽化而消失,金属液填充占据原来模样的空间位置,凝固冷却后即获得铸件。
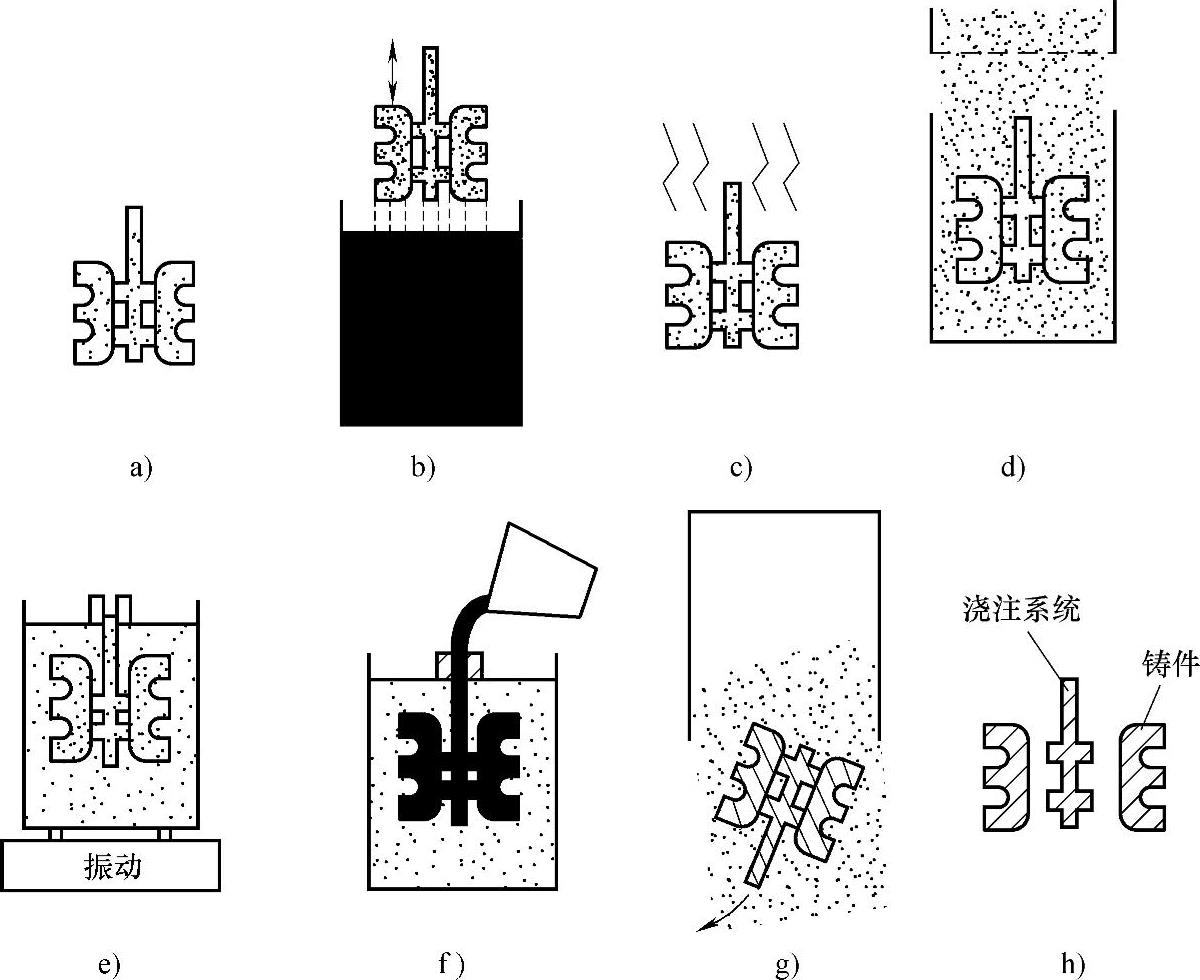
图2-21 实型铸造工艺过程示意图
a)制作模样 b)浸涂料 c)烘干 d)加砂 e)紧实 f)浇注 g)落砂 h)切割、清理(https://www.daowen.com)
实型铸造的型砂有以水玻璃或树脂为黏结剂的自硬砂和无黏结剂的干硅砂。图2-21所示为目前应用较为普遍的无黏结剂干硅砂造型法铸造工艺过程。先在砂箱中填入部分干砂,然后放入刷过涂料并烘干的泡沫塑料模样,继续在砂箱中填满干砂,填砂的同时进行微震,获得具有一定紧实度的铸型,再在砂箱上安放带有孔洞的压板和压铁并安装浇口杯,浇注金属液,待铸件凝固冷却后,即可落砂取出铸件。实型铸造浇注过程通常是在真空(负压)条件下进行的,由砂箱和抽真空装置组成一个封闭系统。负压的作用是固定干砂,防止冲砂和型壁移动,加快排气,提高充型能力,形成密封的浇注条件,改善工作环境。
实型铸造不需起模,不用型芯,不必合型,大大简化了造型工艺,并避免了下芯、起模、合型等引起的铸件尺寸误差和缺陷;由于采用了干砂造型,节省了大量黏结剂,型砂回用方便,使砂处理系统大为简化,铸件极易落砂,劳动条件得到改善;由于没有分型面,铸件无飞边,使清理打磨工作量减轻一半以上;但泡沫塑料模汽化烟雾对生产环境有一定影响;生产大尺寸的铸件时,由于模样易变形,必须采取适当的防变形措施。
实型铸造可用于各类铸造合金,适合于生产结构复杂、难以起模和外型芯较多的铸件,如模具、气缸头、管件、曲轴、叶轮、壳体、艺术品、床身、机座等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






