预拉力可消除毛料的扭曲,防止型材腹板弯曲时起皱而影响顺利进模。预拉力可按下式计算
PA=S·REL( 10-4)
式中REL——材料的下屈服强度,对铝合金REL取σ0.2;
S——型材截面积。
补拉的目的在于减少回弹,补拉力P可按下式计算

式中Y——任意一层纤维到中性层的距离;
B——型材在Y处的宽度;
ρ——零件剖面中性层处的曲率半径,如图10-4所示。
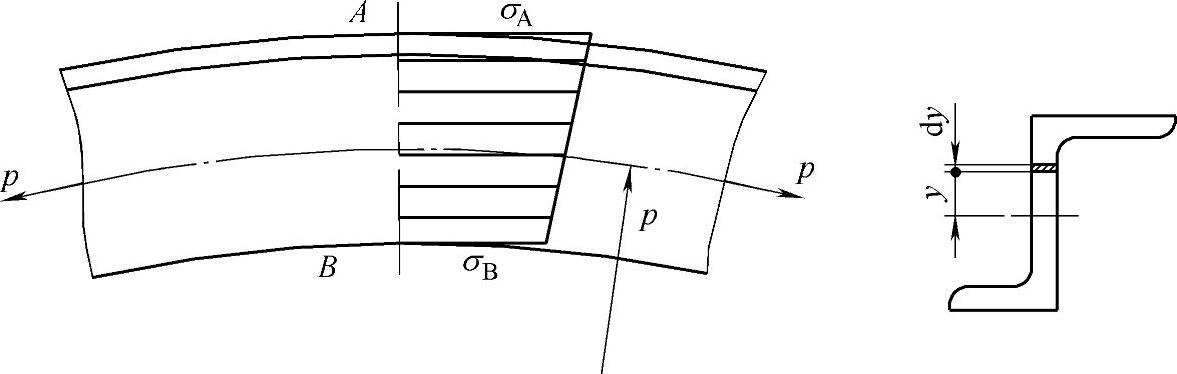
图10-4 零件剖面中性层处的曲率半径
考虑摩擦,型材自由段两端的总拉力PB为:

式中μ——零件与模具的摩擦系数;
α——零件的弯曲角(以弧度表示)。
在实际生产中,补拉力往往按经验公式估算:
P=(0.7~0.8)RM·S (10-7)
式中RM——抗拉强度
S——型材截面积。
二次拉弯法淬火后的拉校工序在于校正淬火变形,并使零件最终贴膜,拉校力PC按下式计算

式中σ0.2——材料在新淬火状态下的屈服强度。
拉校力亦可按如下近似公式估算
PC=(0.7~0.8)S·RM (10-9)
式中RM——材料在新淬火状态下的抗拉强度。
转台式拉弯机拉弯时,拉力计算与张臂式拉弯机相同。弯曲过程中侧压力与拉伸力的匹配影响因素较多,尚无可靠的计算方法,生产中通过试拉确定。
试拉时,侧压力可按下式进行初步估算
PD=(0.7~0.8)S·RM (10-10)
采用侧压块时,PD可选上限值;采用侧压辊轮时,PD可选下限值。(https://www.daowen.com)
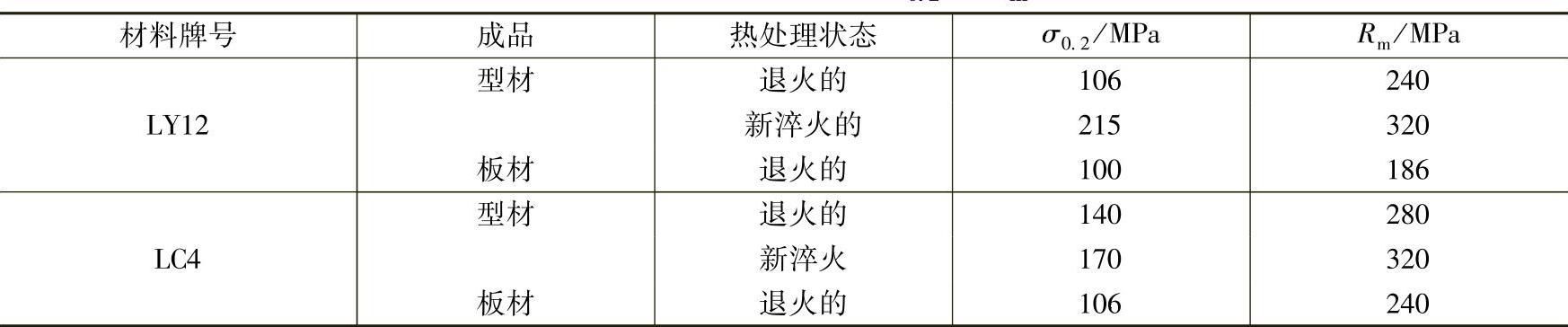
铝合金LY12及LC4材料的条件屈服强度σ0.2及抗拉强度RM见表10-5。
表10-5 LY12及LC4的σ0.2及RM值
计算出的拉力往往误差较大,在生产中由于机床、原材料截面尺寸及机械性能的变动、新淬火材料的机械性能随时间的不断强化,及工件的几何和工艺特征(如ρ/H)等的影响,实际拉力与计算值往往会有较大出入,故需在试拉过程中加以调整。
对某些变曲率而局部曲率半径很小的零件,预拉力PA应随弯曲到曲率半径小处而相应减小(甚至降到零),否则零件会在该处拉断。
合理的拉力应保证工件弯曲时不起皱;能顺利地进入拉弯模;零件成形精度高;回弹小;截面积尺寸不超差,以及材料的变形不超出临界变形,以免产生粗晶。
曲率半径ρ与弯曲角α的测量如下。
对等曲率半径的零件ρ与α可从设计图直接确定。对变曲率零件可用半径仪测量(见图10-5)。
1)将零件沿长度方向分成N段(每段取等弧长为LI≈100MM)
2)利用半径仪测得各段的挠度FI,并按下式求得各段的曲率半径ρI

式中H——零件剖面中性层到外侧的高度。
取其中ρI最小值作为计算拉力的ρ值。
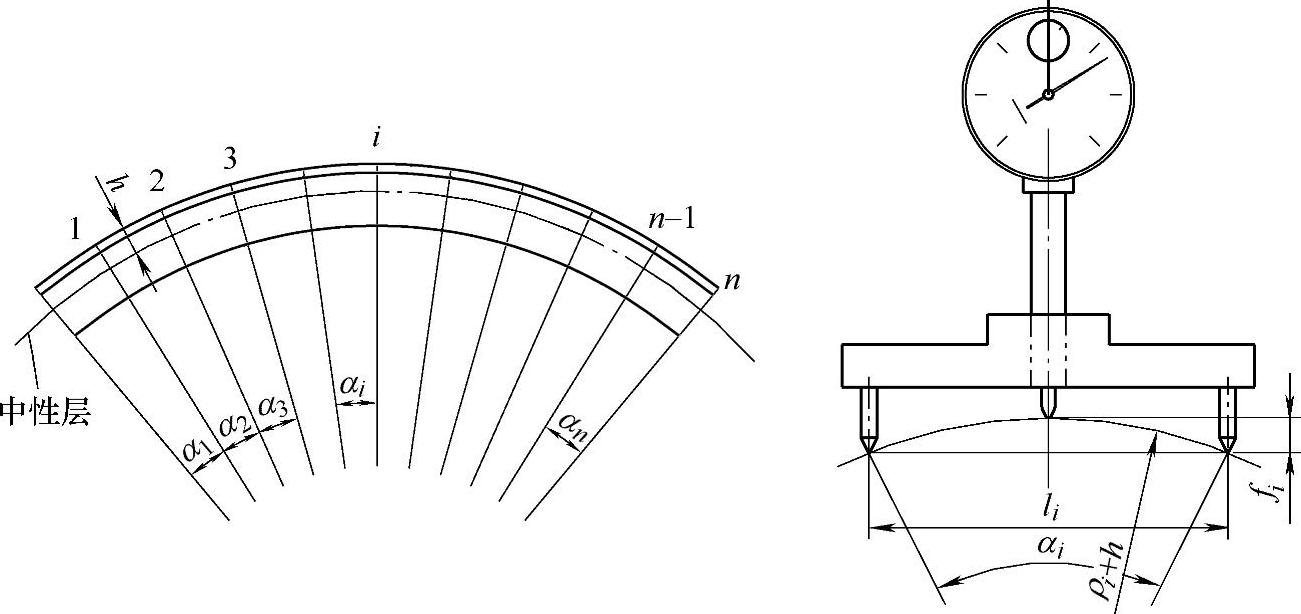
图10-5 变曲率零件可用半径仪测量
3)零件的弯曲角度按下式计算

式中αI——每段弧对应的弯曲角。
拉弯伸长率的计算如下。
用拉力控制拉弯过程,其可靠性、零件成形精度及一致性,均不如用伸长率控制拉弯过程。第一次拉弯零件外侧总伸长率为
A=AA+AB+AC (10-14)
式中AA——预拉伸量,一般铝件取0.2%~1%,不锈钢等易起皱的薄件,预拉伸量需加
大到2%~3%。AB——型材弯曲时外层纤维伸长率, ,H为型材剖面中性层至型材最外侧高
,H为型材剖面中性层至型材最外侧高
度,ρ为中性层的曲率半径。
AC——补拉时在计算处的伸长率。
一次拉弯:A≤8%~9%
淬火后拉伸校正伸长率一般应小于材料极限伸长率的60%。亦可取自由段伸长率为2%~3%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





