板簧可分为多片式和少片式两种。前钢板弹簧悬架一般都采用钢板弹簧上置的方式,而后钢板弹簧悬架则有上置式和下置式两种,它们的装配方式相同。
在将板簧悬架安装到车架上前,通常先进行板簧悬架的分装。
检验各零部件型号,无磕碰及划伤等可见缺陷。选取钢板弹簧总成时,左右钢板弹簧总成的弧高标记必须同为“+”、“0”或“-”。
在板簧中心螺栓处安装车桥定位套,放上垫板,其中心孔与定位套相配合。将垫板、上盖板、减振器下支架和稳定杆下支架安装孔与车桥固定孔对正,安装U形螺栓,使其跨过上盖板、钢板弹簧,穿过垫板孔、车桥上的钢板弹簧固定孔及减振器支架孔,U形螺栓的底部位于上盖板的凹槽内。安装垫板时,注意垫板的厚度和安装角度,各车型甚至相同车型的悬架状态会经常发生变化,应及时查看图样和零件明细。
在钢板弹簧与前、后桥进行合装时,必须对钢板弹簧总成进行正确定位,使左右钢板弹簧平行且垂直于前、后桥轴线。
U形螺栓拧紧前,为减少螺纹的摩擦力矩,应在螺纹部位涂抹少许润滑脂。拧紧时,应采用对角线拧紧法。
用吊环销通过板簧卷耳连接板簧和吊环时,可在吊环销上均匀涂抹少许润滑脂,借助纯铜棒,用锤子将吊环销慢慢砸入。严禁直接用锤子砸吊环销,见图4-15。(https://www.daowen.com)
装配卷耳销和吊环销时,对前板簧而言,应使装配润滑嘴的一侧全部朝向车架内侧;对后板簧而言,则应朝向车架侧,并使吊环销上的横向切口与吊环销锁紧螺栓的方向保持一致。板簧中心的螺栓和螺母,吊环销和卷耳销锁紧螺栓、螺母,应按QC/T518—2013《汽车用螺纹紧固件紧固扭矩》中的8.8级机械性能执行。
至此,完成钢板弹簧悬架零部件在车桥上的安装,将所有组件转至车桥总装车间,架设已预装好的车架总成,把分装好的钢板弹簧悬架、横向稳定杆、减振器安装到车架上,各连接部位必须用规定的连接件连接。螺纹部位必须涂紧固防松胶,并按规定的拧紧力矩拧紧,稳定杆夹板部位的螺栓必须在悬架设计高度状态紧固。钢板弹簧悬架总装完工状态,见图4-16。
图4-15 加纯铜棒锤击
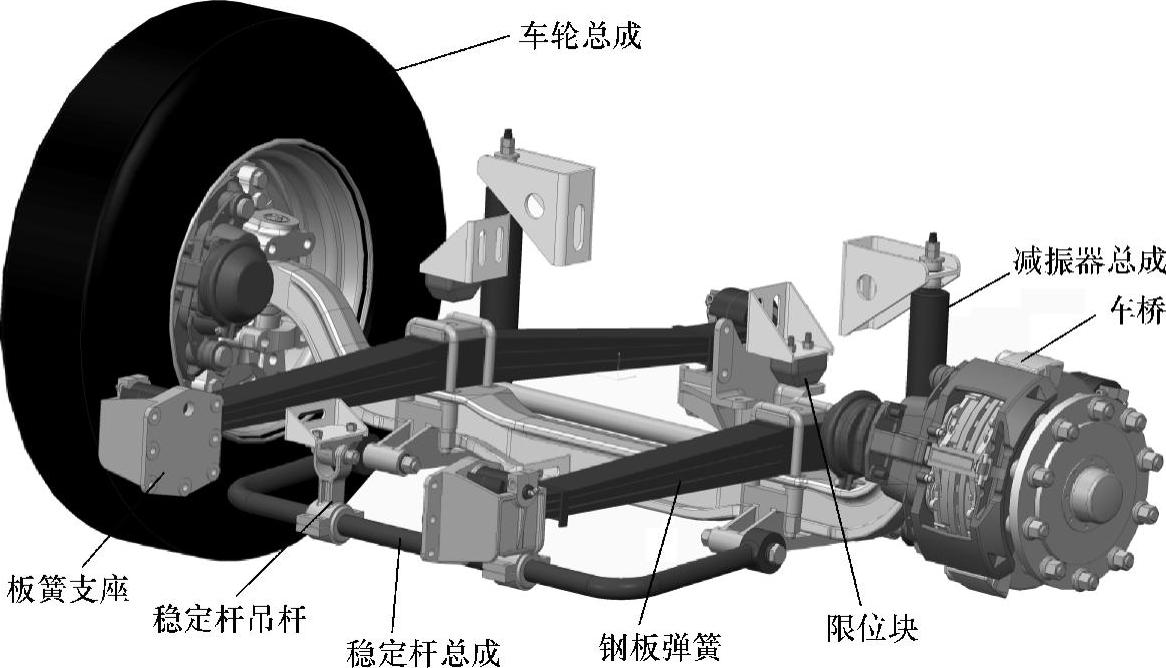
图4-16 板簧完工状态
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




