鉴定点17 气门的检修
一、鉴定题目 气门的检修
二、鉴定重点
1)利用正确的方法检测气门组件。
2)利用正确的方法选配和修理气门组件。
三、鉴定准备工作
待检修的气门组;外径千分尺、百分表、气门光磨机、“00”号砂布、V形架等必要的工、量具以及专用工具。
四、技术标准
见操作方法。
五、操作方法
1.气门杆磨损的检修
气门杆磨损量用外径千分尺测量,如图3-126所示。在气门杆磨损量最大的部位和气门杆尾部未磨损部位进行对比测量,测得的磨损量不得超过0.04mm,否则应换新件。
2.气门杆端面磨损的检修
步骤1 将气门放置在两个V形架上,用百分表检查其端面,百分表指针摆差不得大于0.03mm。
步骤2 当百分表指针摆差大于0.03mm时,可用气门光磨机将气门杆端磨平,如图3-127所示。
3.气门工作面磨损的检修
步骤1 检查砂轮是否平整,按气门杆外径选择夹头,并装夹好气门。
步骤2 按气门规定锥角调整夹架。
步骤3 光磨前,先打开冷却液开关,开动夹架电动机,观察气门是否摇摆,然后开动砂轮电动机。(https://www.daowen.com)
步骤4 操纵纵、横向进给手柄,使砂轮缓慢接触气门工作面,然后停止进给。
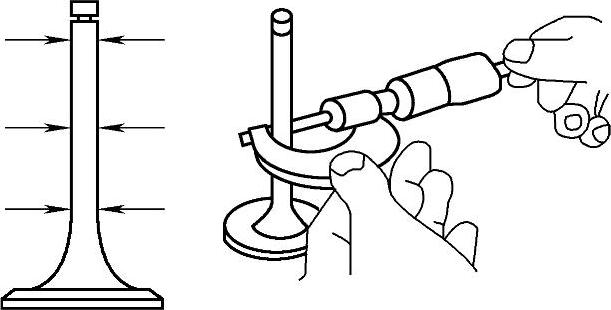
图3-126 气门杆磨损量的测量
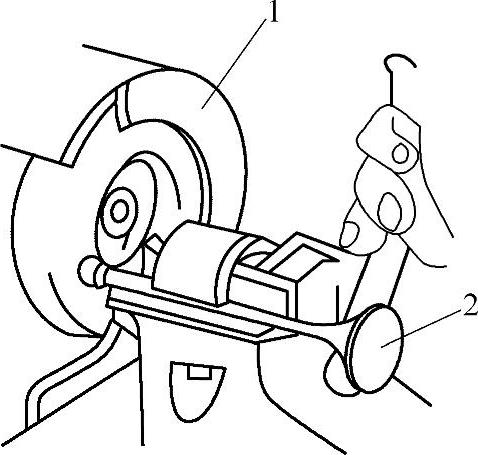
图3-127 将气门杆端面磨平
1—气门光磨机 2—气门
步骤5 左右转动横向手柄,使气门工作面在砂轮面上左右慢慢移动,并进行3~5次空走刀,直至没有火花为止。
步骤6 用“00”号砂布磨光气门工作面。
步骤7 关闭冷却泵和砂轮电动机。
4.气门杆弯曲的检修
用百分表检测气门杆的弯曲变形情况,如图3-128所示。其操作方法如下:
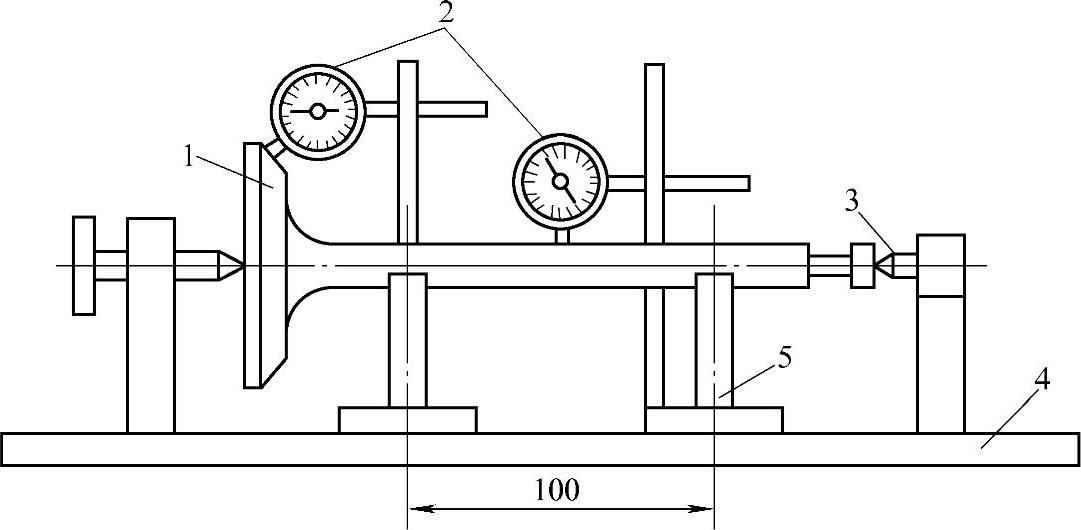
图3-128 气门杆弯曲变形情况的检测
1—气门 2—百分表 3—顶尖 4—平板 5—V形架
步骤1 将气门置于相距100mm的两个V形架上,用支承钉顶住气门两端面。
步骤2 将百分表触头抵在气门杆中间,转动气门杆一圈,百分表所示最大与最小读数之差即为气门杆的弯曲度。
步骤3 将百分表触头抵在气门头平面上,转动气门一圈,百分表所示最大与最小读数之差即为气门头部的摆差。
步骤4 若气门杆弯曲度超过0.03mm,摆差超过0.05mm,应予以冷压校正。