鉴定点18 气门座的检修
一、鉴定题目 气门座的检修
二、鉴定重点
利用正确的方法修理气门座。
三、鉴定准备工作
1)待检修的气门座。
2)气门铰刀一套,光磨机、细砂布等必要的工具、量具以及专用工具。
四、试题分析
气门座损伤是冲击引起的塑性变形,同时还受到高温气体的烧蚀。
五、操作方法
步骤1 气门座的检查。气门杆磨损后,如果工作表面磨损得过宽,超过2mm,或气门座工作面烧蚀出现斑点、凹陷,下陷到一定程度,则应进行铰削或磨削;如果气门座圈有裂纹、松动和严重烧蚀现象,则应重镶气门座。
步骤2 气门座的铰削。气门座的铰削应在气门导管修配后进行,分为以下几个步骤:
(1)选择铰刀和铰刀导杆 根据气门直径和气门导管内径来选择铰刀和铰刀导杆。气门座铰刀和铰刀导杆如图3-129所示。
(2)砂磨硬化层 将1号砂布垫在铰刀下面砂磨硬化层。
(3)粗铰
1)铰削气门座的方法如图3-130所示。铰削时,导杆要保持正直,两手用力要均匀,转动要平稳,将气门工作面的烧蚀、斑点、凹陷等缺陷铰去。
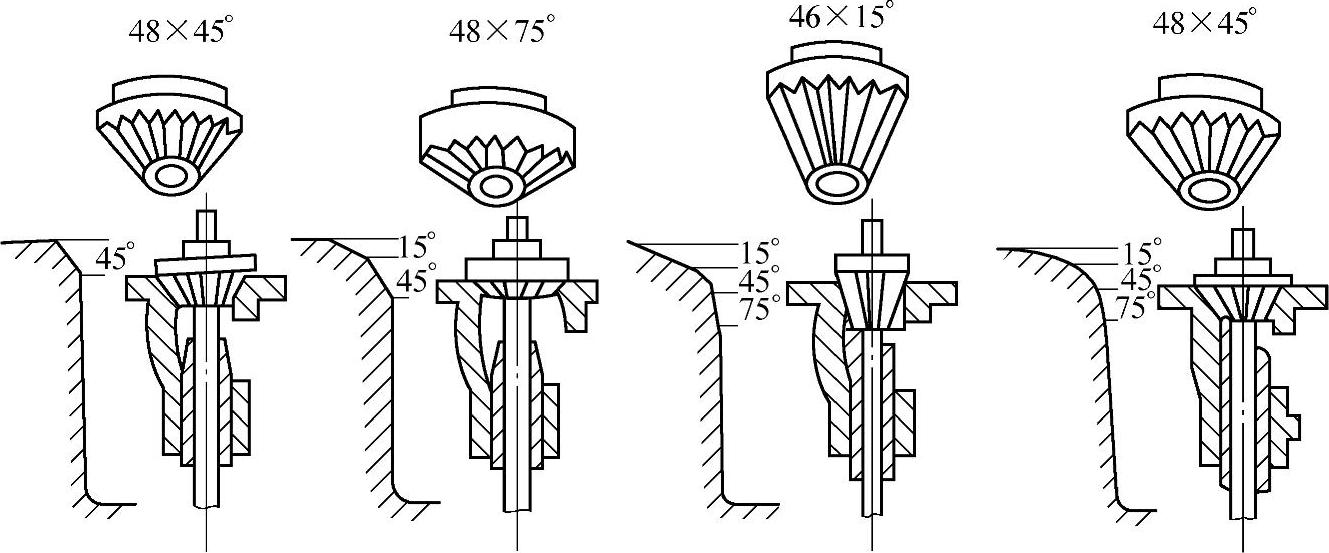
2)以铰削东风EQ6100—1型气门座为例。按图3-131所示的气门座铰削顺序进行粗铰。用45°粗刃铰刀铰削工作面;用75°座面铰刀铰削15°上斜面;用15°座面铰刀铰削75°下斜面。
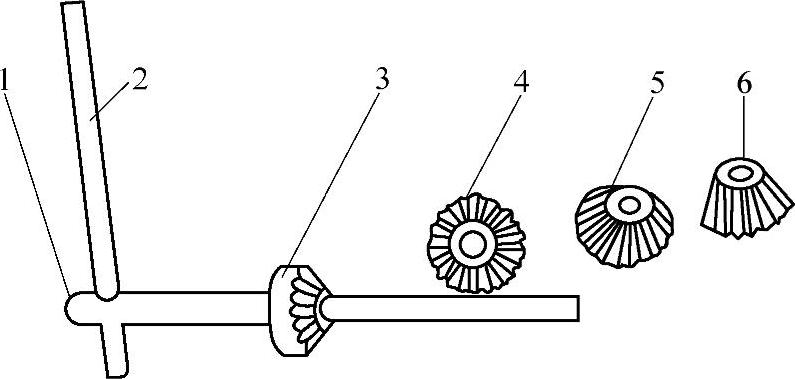
图3-129 气门座铰刀和铰刀导杆
1—铰刀刀杆 2—铰刀把 3—45°细刃铰刀 4—15°座面铰刀 5—45°粗刃铰刀 6—75°座面铰刀
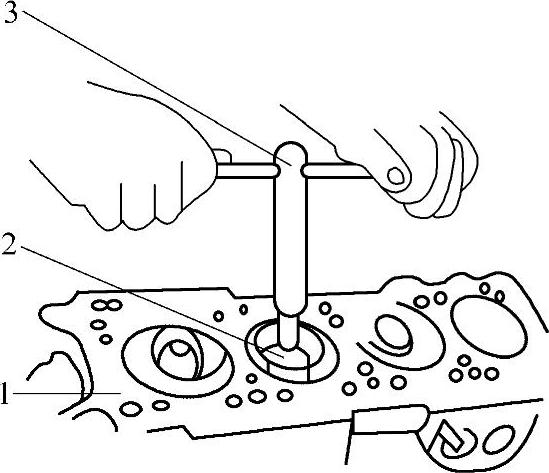
图3-130 铰削气门座的方法
1—气缸盖 2—铰刀 3—铰刀刀杆
 (https://www.daowen.com)
(https://www.daowen.com)
图3-131 气门座铰削顺序
(4)试配和修整气门座工作面 用相配合的气门进行试配,气门座工作面的正确位置如图3-132所示。气门与气门座的接触面应位于气门座的中下部。进气门接触面宽度为1~2mm,排气门接触面宽度为1.5~2.5mm。如果接触面位置和尺寸不符合要求,可进行修铰。其方法如下:
1)接触面偏上时,用75°座面铰刀铰上口,使接触面下移。
2)接触面偏下时,用15°座面铰刀铰下口,使接触面上移。
(5)精铰 用45°精刃铰刀进行精铰或在铰刀下垫细砂布进行光磨,以达到表面粗糙度要求。
步骤3 气门座的磨削。气门座工作面也可用高速砂轮机进行磨削。它主要利用砂轮来代替铰刀,以小型电动机作为动力。用气门座磨光机(见图3-133)磨气门速度快、质量高,特别是用于磨削硬度高的气门座时效果更好。
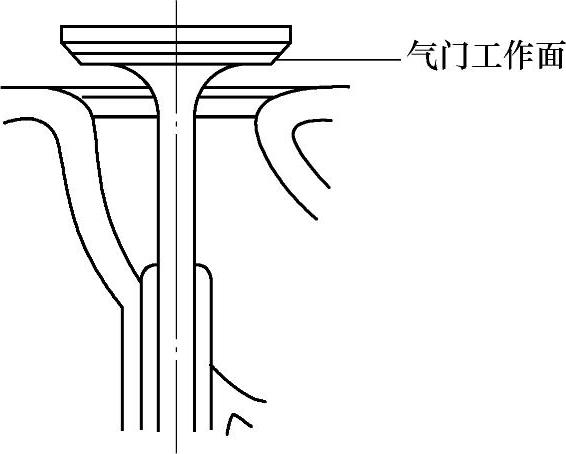
图3-132 气门座工作面的正确位置
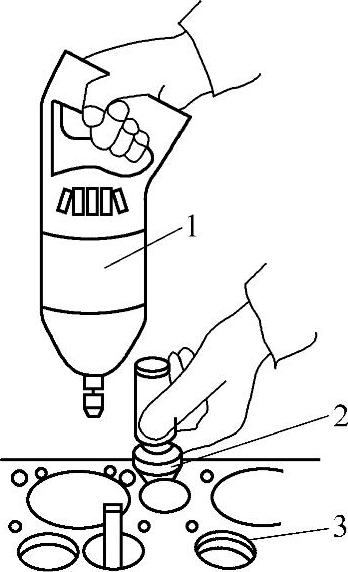
图3-133 气门座磨光机
1—磨光机 2—砂轮锥形磨头 3—气缸盖
步骤4 气门座的研磨。当气门、气门座及气门导管经上述修理能达到规定标准时,则不需要研磨。若因修理条件差,不能达到规定标准,可进行研磨;气门、气门座及气门导管磨损量不大时,也可进行研磨,以使气门与气门座的工作面获得良好的配合。气门的研磨方法可分为机动和手动两种。
(1)机动研磨法 机动研磨气门在气门研磨机上进行,如图3-134所示。
(2)手工研磨法
1)研磨前,将气门、气门座及气门导管清洗干净,按顺序给气门做标记。
2)在气门工作面上涂上一层薄薄的研磨砂,在气门杆上涂上少许机油,套上一只细软螺旋弹簧,将气门杆插入导管内,如图3-135所示。
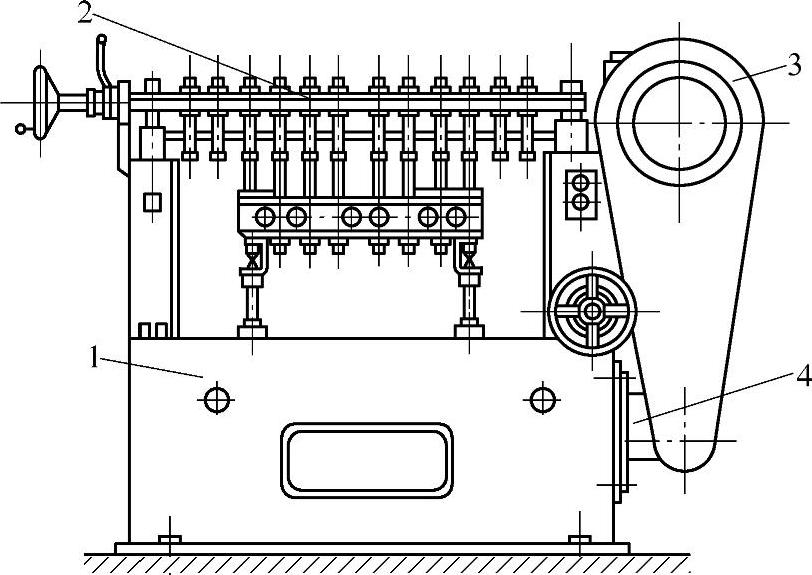
图3-134 气门研磨机
1—机体 2—摆动和往复机构 3—减速器 4—电动机
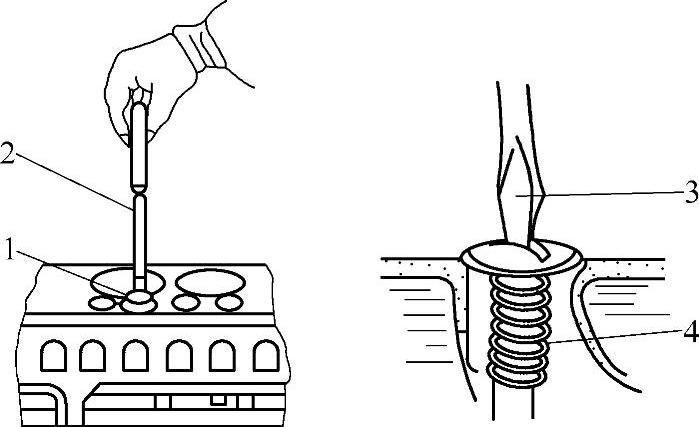
图3-135 手工研磨气门
1—橡胶碗 2—木柄 3—螺钉旋具 4—弹簧
3)利用橡胶捻子或螺钉旋具往复旋转气门,转角一般以10°~30°为宜,并适时地提起和转动气门,以改变接触位置。研磨要轻,不要用力敲击,以免出现砂痕,不要使研磨砂进入导管,以免磨损导管。
4)当气门和气门座工作面出现一条整齐无斑痕、麻点的接触带时,取出气门,洗掉粗研磨砂,换涂细研磨砂,继续研磨,直至工作面出现一条整齐、灰色、无光泽的环带时,再洗掉细研磨砂,涂上机油,继续研磨几分钟,然后进行密封性试验。