(1)在金属型铸造过程中,通常在金属型的工作表面不可无涂料 在金属型铸造过程中,常需在金属型的工作表面喷刷涂料。涂料作用是:
1)隔离作用,以保护金属型:涂料隔开合金液与型壁,防止高温合金液对型壁的冲蚀和热击,避免急冷、急热而引起金属型剧烈收缩和膨胀,避免粘焊(即避免铸件和金属型型壁发生熔焊现象),这些都可对金属型起保护作用,延长其使用寿命。
2)调节铸件的冷却速度:涂料在合金液与型壁之间,它对金属型型壁的传热有制约作用,从而可适度调节铸件的冷却速度。表5-54列出了涂料层成分的热导率,而图5-103所示则给出了涂料层厚度对铸件凝固速度有显著影响的试验数据。
3)利用涂料层蓄气排气:可减轻合金液充填型腔时的气阻,加快合金流股在型中的流动速度,从而有助减少铸件缺陷,提高铸件表面质量。
4)润滑作用:减小开型取件或抽拔型芯时的阻力。
表5-54 金属型涂料用组成物的热导率

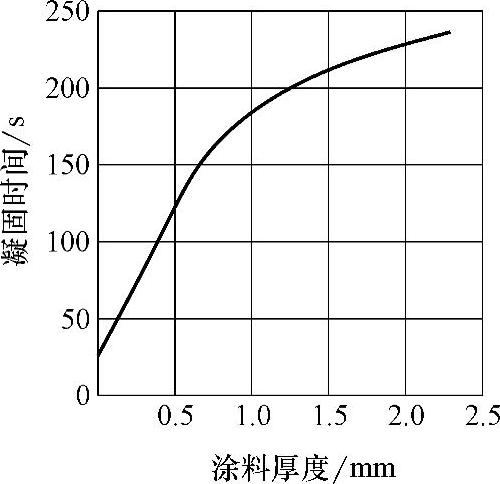
图5-103 铸件凝固时间和涂料层厚度的关系铸铁金属型,铸件160mm×100mm×30mm
(2)对金属型进行涂料涂敷之前,不论新旧金属型,不可忽视对施涂表面的清理 金属型喷刷的涂料层,通常至少能维持1~2班的生产;有的铝合金铸造厂的金属型涂料寿命一般可维持10个班次,最好可达15班次。当对其再涂敷涂料时,必须先仔细清理金属型的工作面和通气塞,去除旧的涂料层、锈蚀物以及粘附的金属毛刺等。新投入使用的金属型,可用稀硫酸洗涤,或经轻度喷砂处理,以改善型面对涂料的粘附力。
(3)金属型的型腔、金属型芯所用涂料不宜与浇冒口部位的涂料完全相同;型腔的涂料层厚度不可不顾及铸件的大小、施涂部位铸件壁的厚薄 金属型的型腔、金属型芯及浇冒口部位的型面均应喷刷涂料。型腔、型芯所用涂料应保证铸件表面光洁,浇冒口应采用保温涂料,参见表5-55至表5-57的部分合金铸件金属型铸造用涂料部分配方。
由于涂料多数由导热性低的物质组成,故改变涂料层厚度可增加或减少合金液传给金属型的热量,控制铸件的冷却速度,从而有助获得合格铸件,减少废品。如图5-104所示较厚实的矩形铸件的浇注,在型腔和浇冒口采用同种涂料配方条件下,当涂敷的涂料层厚度较厚,且厚薄一样时,冷凝后铸件中出现缩孔。而将型腔表面涂料层减薄,使浇冒口内表面涂料层加厚,则可使浇冒口内的合金液冷凝速度减慢,从而消除铸件缩孔。另外,还应注意铸件的大小及金属型的部位,这方面的涂料层厚度的差别可参见表5-58。至于冒口至需要补缩部位的涂料层厚度则宜逐渐减薄,以控制合金液冷却、凝固速度,以利于冒口的充分补缩。
表5-55 铝合金铸件金属型铸造用涂料部分配方(质量分数,%)
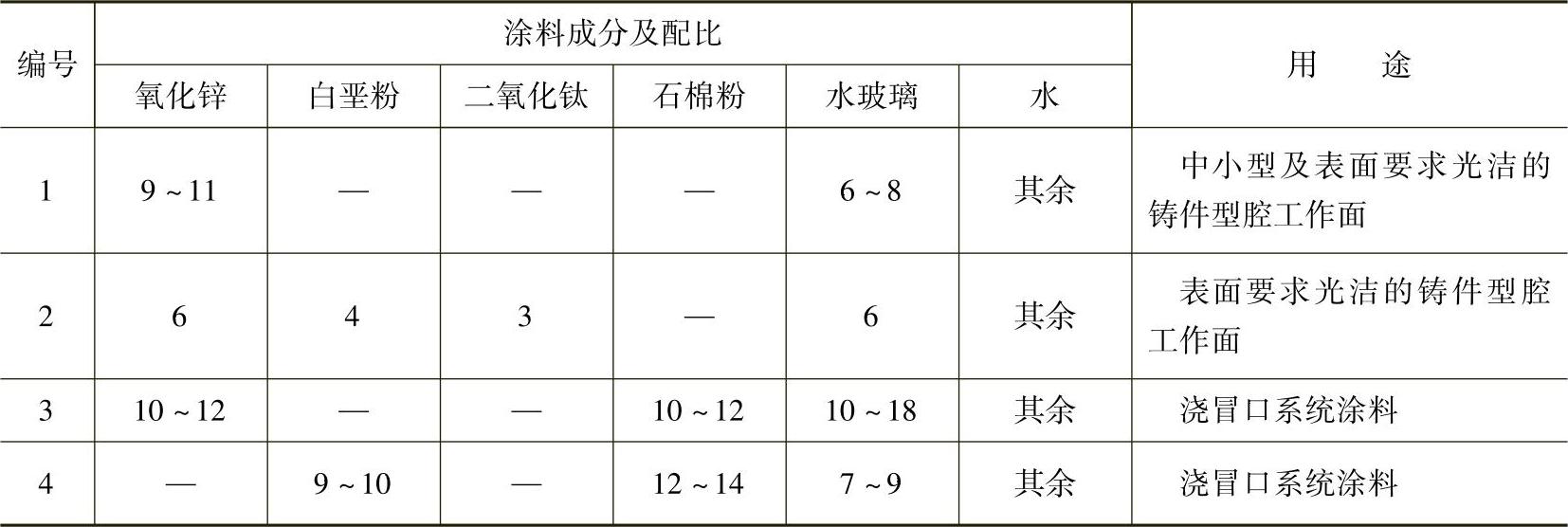
表5-56 镁合金铸件金属型铸造用涂料部分配方(质量分数,%)
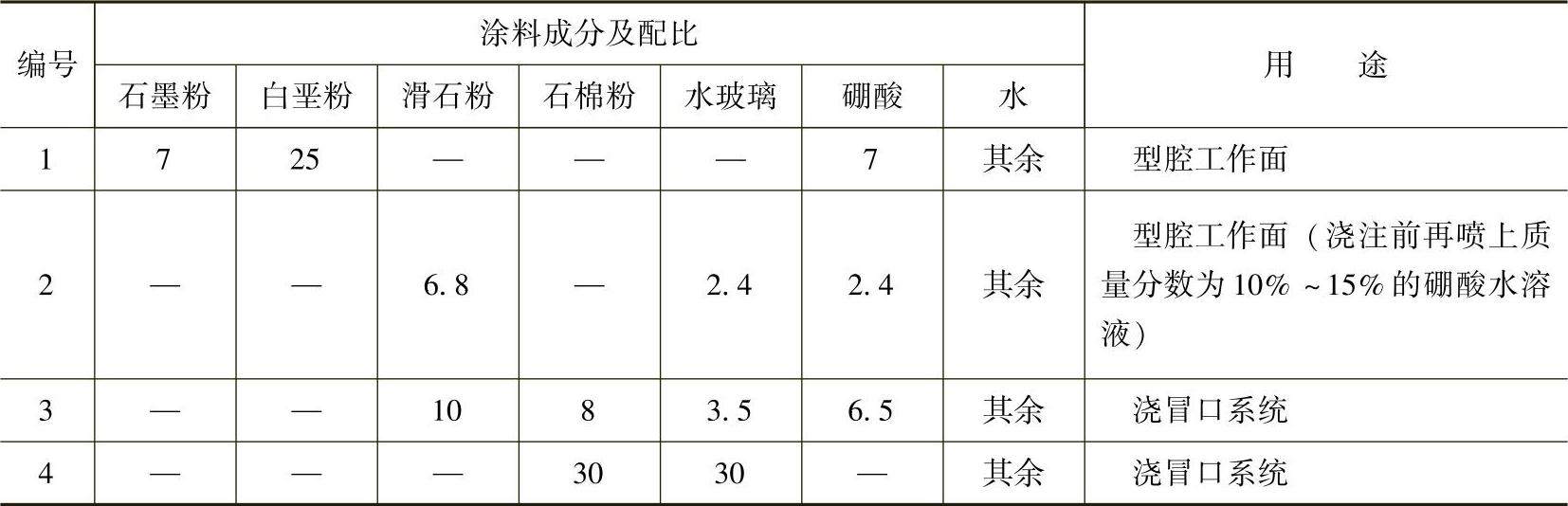
表5-57 铸铁件金属型铸造用涂料部分配方(质量分数,%)
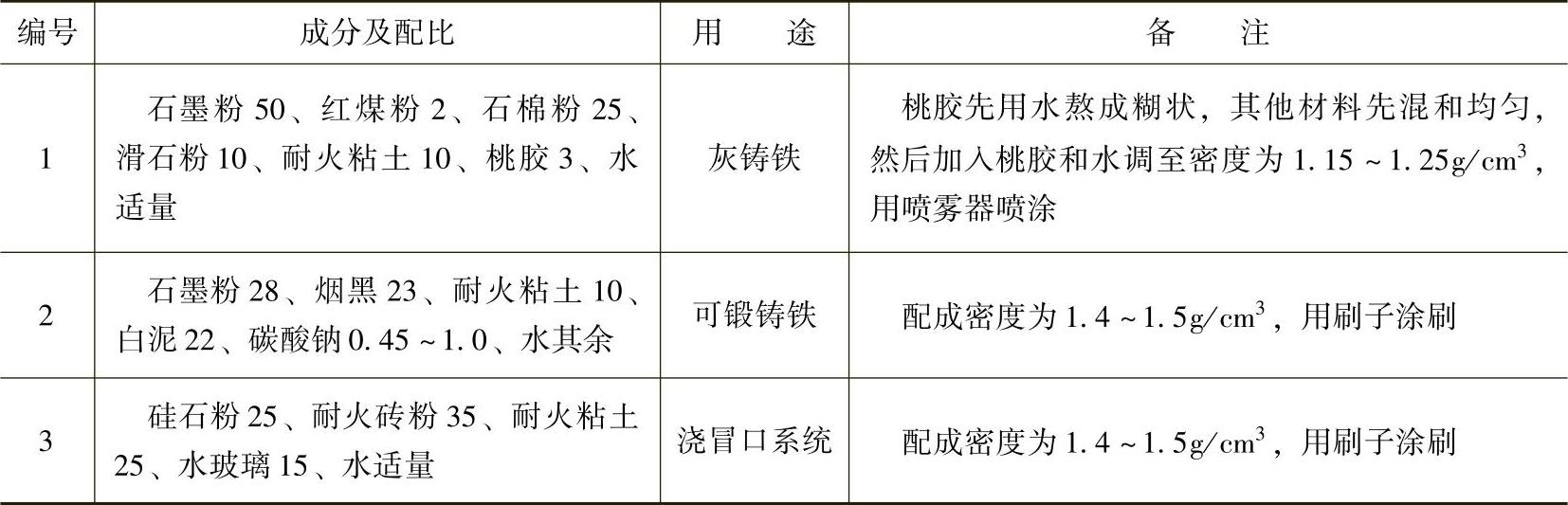
表5-58 金属型涂料层厚度 (单位:mm)
 (https://www.daowen.com)
(https://www.daowen.com)
注:本表数据适用于铝合金或镁合金铸件。
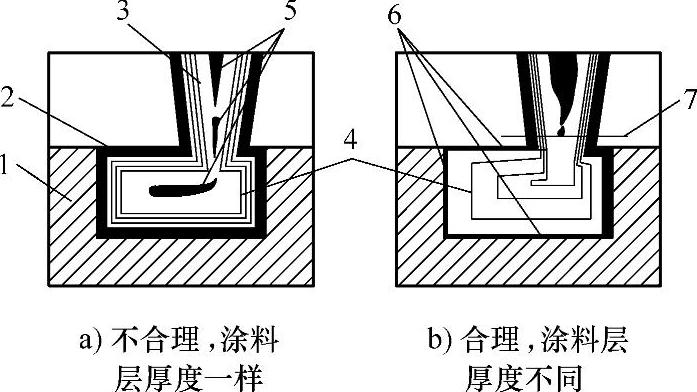
图5-104 金属型铸造矩形铸件的涂料层厚度
1—金属型 2—涂料层均一 3—浇口 4—合金凝固等温线 5—缩孔 6—薄层涂料 7—切割线
(4)喷刷涂料时,金属型上不接触合金液的表面不要喷刷涂料;也不得让涂料堵塞金属型上的排气槽、排气塞的沟槽 金属型上不接触金属液的表面(如分型面、芯座等)不要喷涂料,否则,不仅浪费涂料,而且会影响分型面及型芯等的装配尺寸及铸件尺寸的精度。故生产中采用涂料挡板套在金属型的分型面上,然后再对浇注系统和型腔分别喷涂料,如图5-105所示。
另外,金属型不同于砂型,它没有砂粒间的透气孔道。为了排除浇注过程中型腔的气体,通常在金属型上设置了许多金属液不能流出但能排气的深度较浅的排气槽、排气塞。若喷涂料时堵住了排气槽、排气塞的沟槽,将因气体排不出而使铸件产生“气孔”,故喷涂料后,应用工具(如刮刀等)将排气槽、排气塞的沟槽刮通。图5-106所示是对喷涂料后的排气槽用刮刀刮去涂料,便于排气。
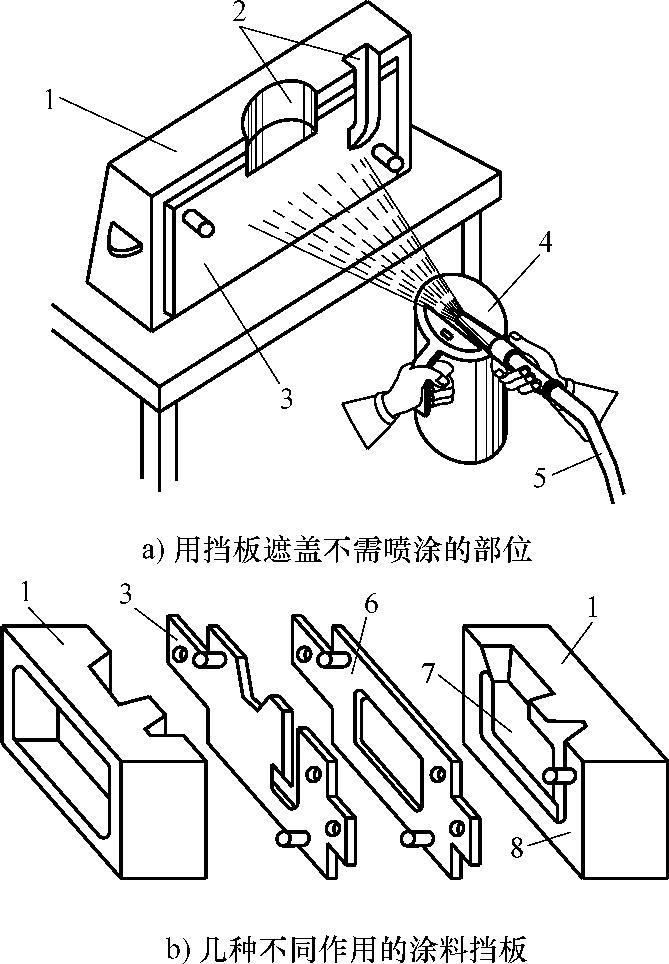
图5-105 用挡板遮盖金属型上不需喷涂的部位
1—金属型 2—浇冒口系统 3—浇冒口用的涂料挡板 4—喷雾器 5—压缩空气管 6—型腔用涂料挡板 7—型腔 8—分型面
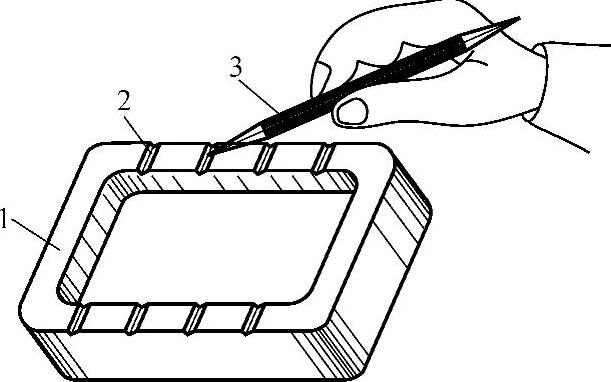
图5-106 金属型上的排气槽不得让涂料堵塞
1—金属型 2—排气槽 3—刮刀
(5)配好的金属型涂料通常不宜存放太长时间 涂料配好后要妥善保管,不得混入脏物。配好的涂料不宜存放太长时间,应以不超过一昼夜为限,否则会变质失效。
含氧化锌的金属型涂料保存一昼夜以后,由于水玻璃和水的相互作用,涂料中会逐渐形成苛性钠和复硅酸盐,使耐用性下降。反应式为:
2(Na2O·SiO2)+H2O=Na2Si2O5+2NaOH
而氧化锌在上述碱性介质中易变为氧化锌的水化物,反应式为:
ZnO+Na2O=Zn(ONa)2+H2O
Zn(ONa)2+2NaOH=Zn(OH)2+2Na2O
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






