(1)表面积大且凹凸不平的金属型铸件不宜处于水平浇注 金属型铸造中,对面积大且表面凹凸的铸件,如果采用水平位置浇注,由于金属型内的气体、合金液中的杂质等不易排除,常引起铸件产生气孔、夹渣等铸造缺陷。浇注这类铸件时,宜采用先将金属型倾斜一个角度(一般为45°)再开始浇注,以排除型腔中的气体等,然后边浇边逐渐将金属型位置放平,如图5-107所示。对铝合金铸件采用倾斜浇注,可以有效地防止其产生气孔、夹渣等铸造缺陷。
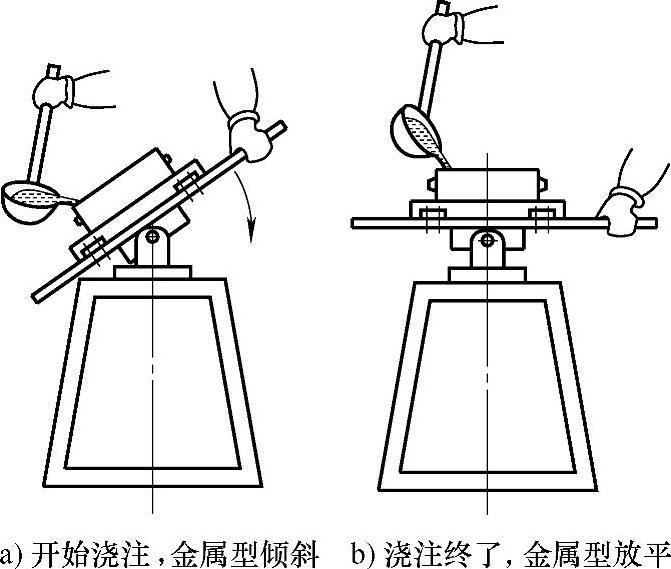
图5-107 倾斜浇注示意图
金属型的转动是用浇注台或铸造机转动机构实现的。实际操作中还应结合所生产的铸件研究合适的转动速度。
(2)金属型铸造的振动浇注法,通常不宜用于变质铝硅合金的浇注 金属型铸造时,常采用倾斜浇注法和振动浇注法。
振动浇注法,是浇注时用振动机械使金属型产生振动,例如使用偏心振动器、气动振动器或高频振动器等,这样可以提高液体合金对薄壁铸件的充型能力,细化晶粒,提高铸件力学性能,减少铸造缺陷。但是,金属型铸造的振动浇注法不宜用于经变质处理后铝硅合金的浇注,因为振动作用影响变质效果,会使变质作用明显衰减。
(3)金属型铸造镁合金铸件时,一般不宜从冒口中进行补浇 通常,往金属型中浇注液体合金时,有时要从冒口中补充浇入合金液,对不大的铸件,是在合金液刚充满冒口的1/3时立即进行;对大型铸件,则需保持一定时间,使铸件下部已开始凝固后进行补浇。但是,在金属型铸造镁合金铸件时,一般不从冒口中进行补浇,因为冒口中合金液易氧化燃烧,补浇时这种现象更为严重,并使镁合金铸件容易产生夹渣。
(4)采用金属型铸造时,合金液的浇注温度不宜过低,但也不能太高;浇注速度也应注意控制 由于金属型冷却快,所以浇注温度普遍比砂型铸件高,一般高20~30℃。若温度过低,容易产生冷隔、浇不足;温度过高,由于合金液吸气量增大,容易产生气孔、缩孔等缺陷。一般可根据合金种类、化学成分、铸件大小、复杂程度和壁厚,通过试验来确定浇注温度。表5-59~60中数据可供参考。在具体制定浇注温度时,形状复杂及壁薄的铸件,浇注温度应偏高些;形状简单、壁厚及重量大的铸件,浇注温度可适当降低。采用顶注式浇注系统时,可用较低的浇注温度;采用底注浇注系统时,要求较高的浇注温度。当金属型中有很大的砂芯时,可适当降低合金的浇注温度。再者,当金属型预热温度低时,应提高合金的浇注温度;为了充满铸件的薄断面,提高合金的浇注温度比提高金属型的温度效果要好。
浇注速度方面,通常应做到先慢、后快、再慢。由于金属型的激冷和不透气,先慢可防止合金液飞溅,后快可使液态合金能够很好充型,再慢是防止浇注末期合金液溢出型外。所指浇注末期,是指当合金液接近冒口时,宜细流慢浇,直至浇满为止。
表5-59 金属型铸造的钢铁金属的浇注温度(https://www.daowen.com)

表5-60 金属型铸造的非铁合金的浇注温度

(5)铸件的出(脱)型和抽芯时间不宜太晚,但也不能过早 浇注后,铸件在金属型中的保持时间,也就是铸件从金属型中取出铸件的时间[铸件的出(脱)型时间],主要取决于铸件的大小、壁厚、铸件材质及金属型的工作温度,可通过实验来确定。一般希望尽早出型,希望合金液在铸型中凝固后,也就是当铸件冷却到塑性变形温度范围内,并有足够的强度时,立即抽芯、出型。因为此时铸件收缩小,产生的内应力小,形成裂纹的可能性小,对铸铁件还能避免形成白口。反之,出型时间太晚,即铸件在金属型中保持时间过长,由铸件收缩产生的对金属型芯及金属型型腔凸出部分的包紧力也就越大,抽拔型芯及取出铸件也就更困难(参见图5-108所示金属型芯在铸件内随保持时间延长,抽芯力急剧增加),甚至会造成金属型打不开及金属型芯抽不出的现象;同时也因铸件收缩受阻,易使铸件产生裂纹,以及降低金属型的生产率。
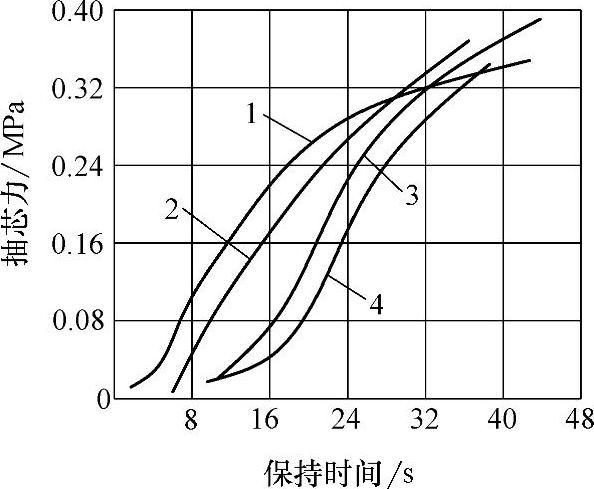
图5-108 金属型芯在铸件内保持时间与抽芯力的关系
铸件壁厚:1—7mm 2—10mm 3—18mm 4—24mm
对非铁合金铸件,一般当浇冒口基本凝固完毕,即可抽芯开型。铝合金铸件出(脱)型时的平均温度约为450~500℃;镁合金铸件出(脱)型时的平均温度约为350~400℃。对一般铸铁件则掌握在温度900℃左右时,即可抽芯开型;对薄壁件,为防止白口,时间还可更早点,可控制在900~950℃时开型。铸件取出后,可采取保温缓冷措施,或利用余热进行正火处理。
当然,铸件的出型时间也不宜太早,即铸件在金属型保持时间过短,铸件强度较低,易变形损坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







