要使轴瓦满足既具有高耐磨性又具有高强度的要求,那么钢背衬铜双金属轴瓦是一种应用得比较广泛的结构。图5-208a所示便是这种轴瓦的结构图,外层的钢套具有较高的强度,内层的铜合金具有较好的耐磨性能。这两层应该粘合牢固。内层铜合金主要为锡青铜、铅青铜、巴氏合金等。钢套的内径为30~300mm。常用离心铸造法进行钢套衬铜。
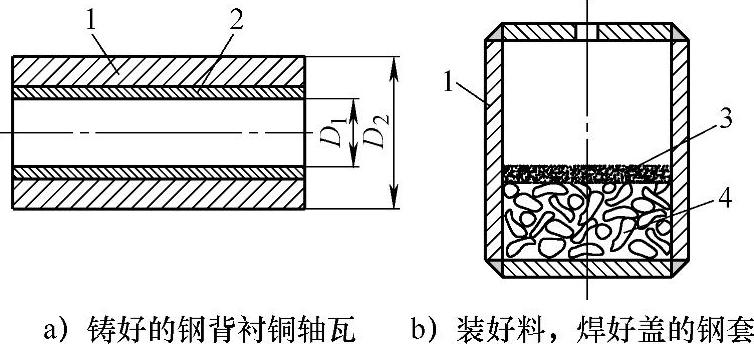
图5-208 钢背衬铜双金属轴瓦铸件的一种生产工艺
1—钢套 2—铜合金层 3—覆盖剂 4—铜合金料块
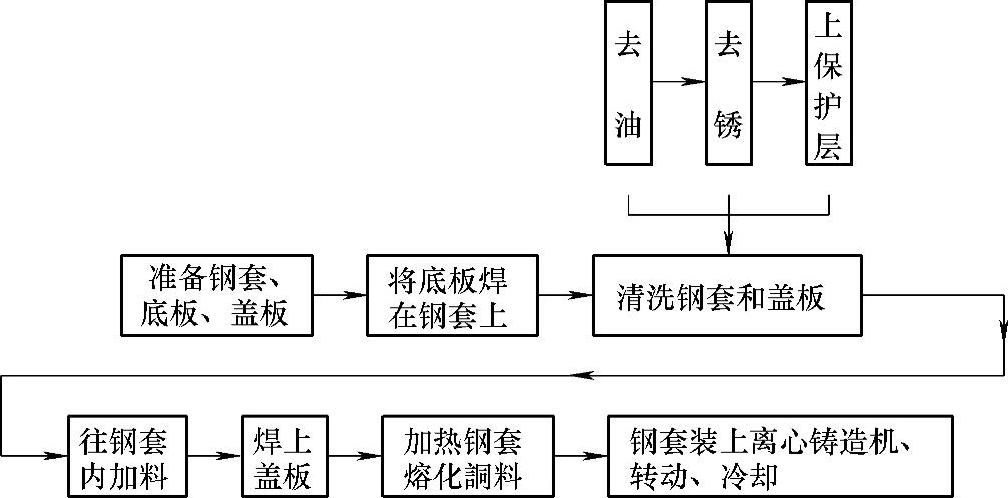
在我国主要采用两种离心铸造方法进行钢套衬铜,第一种方法可称为封闭式钢背衬铜离心铸造工艺,钢背套内径为ϕ30~ϕ300mm,其工艺流程如图5-209所示。加工好的钢套用20%~30%的苛性钠溶液在温度为70~90℃情况下进行浸洗除油,然后用清水冲洗干净,再在40%浓盐酸中浸洗除锈,继用1%~5%的硼酸热水清洗。将钢套放在温度为120~200℃的烘炉中加热,最后在钢套内表面涂刷30%~40%饱和硼砂水溶液,厚度为0.5~1.0mm,防止氧化生锈,造成粘合不牢。将处理好的钢套一端焊上钢底板,在钢套内按铜层厚度所需要的铜合金质量放入小块铜料或切屑、0.2%~0.4%的磷铜以及覆盖剂木炭、硼砂等。在钢套的另一端焊上盖板,盖板中央钻有直径为ϕ3~ϕ4rnm的小孔。图5-208b所示为装好料、焊好盖的钢套示意图。
将钢套放入加热炉内加热,使钢套内铜料全部熔化,此时的炉温为1180~1200℃。如见盖孔处冒出蓝色火苗,或钢背套表面颜色上下一致并和炉壁颜色相似,说明钢套内铜料已经全部熔化,已达到浇注温度。
 (https://www.daowen.com)
(https://www.daowen.com)
图5-209 封闭式钢背衬铜离心铸造工艺流程
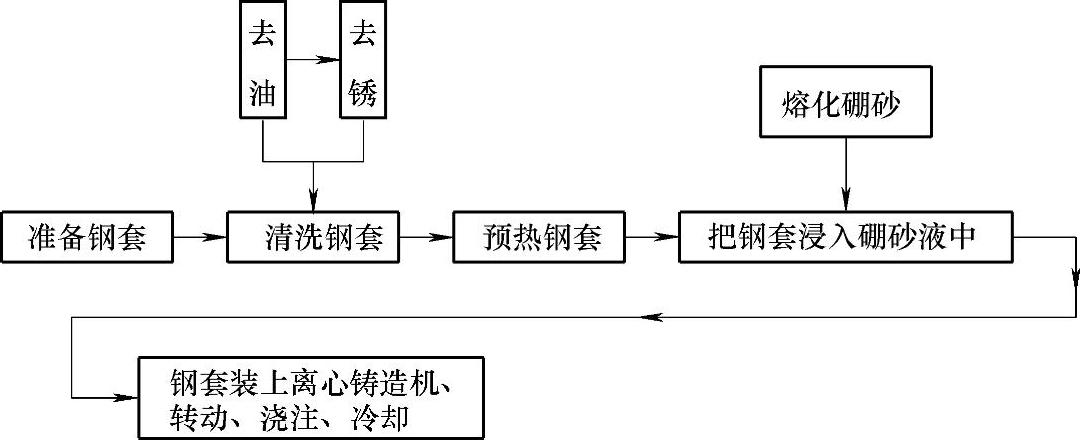
图5-210 开放式钢背衬铜离心铸造工艺流程
迅速将装有熔融铜合金的钢套水平地安装在离心铸造机的卡头上,开动机器,使钢套转动,铜液立刻均匀地分布在钢套内表面。在钢套外表面用水雾强制冷却,防止铜层内产生偏析。铜液凝固后,即可取出衬好铜的钢套。
第二种方法可称为开放式钢背衬铜离心铸造工艺,其工艺流程如图5-210所示,是将铜合金单独放在坩埚炉中熔化,同时熔化一炉硼砂。在铜料熔化完以前,先将除完油和锈的钢套利用熔化炉加热至红色。浇注前,先将热的钢套在融熔硼砂液内浸一下,迅速放到离心铸造机的卡头上,使钢套绕水平轴旋转,向钢套内浇入一定量的铜液,钢套外面用水迅速冷却,达到衬铜的目的。第二种方法工序较简单,但技术要求较高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




