1.冷压校正法
图4-69所示为工件在室温状态下,将静压力施加在其承受拉应力的一侧(即弯曲工件的凸面),使其发生塑性变形,去除压力后即可将变形校正过来的方法。这种校正方法适用于对硬度低于35HRC的各种工件的校正,或用于高硬度的渗碳件和表面淬火件,也适用于细长的弹性工件的校正。
冷压校正操作的要点如下:
1)为了防止支撑点和施压点受到损伤,压头和支撑垫应选用软质材料(如铜和软铁等)制作。
2)对形成“S”形的工件校正时,分两步进行,即应首先校正成一个弯后再继续进行第二步操作。
3)冷压校正时,由于一般材料受力变形后均有回弹性,所以应当遵循“矫枉必须过正”的规律,即将变形压到比理想的状态稍过一些,靠回弹将过量的变形校正过来。
4)施压过程应缓慢加力,以免反向变形量过大,甚至工件被压断。
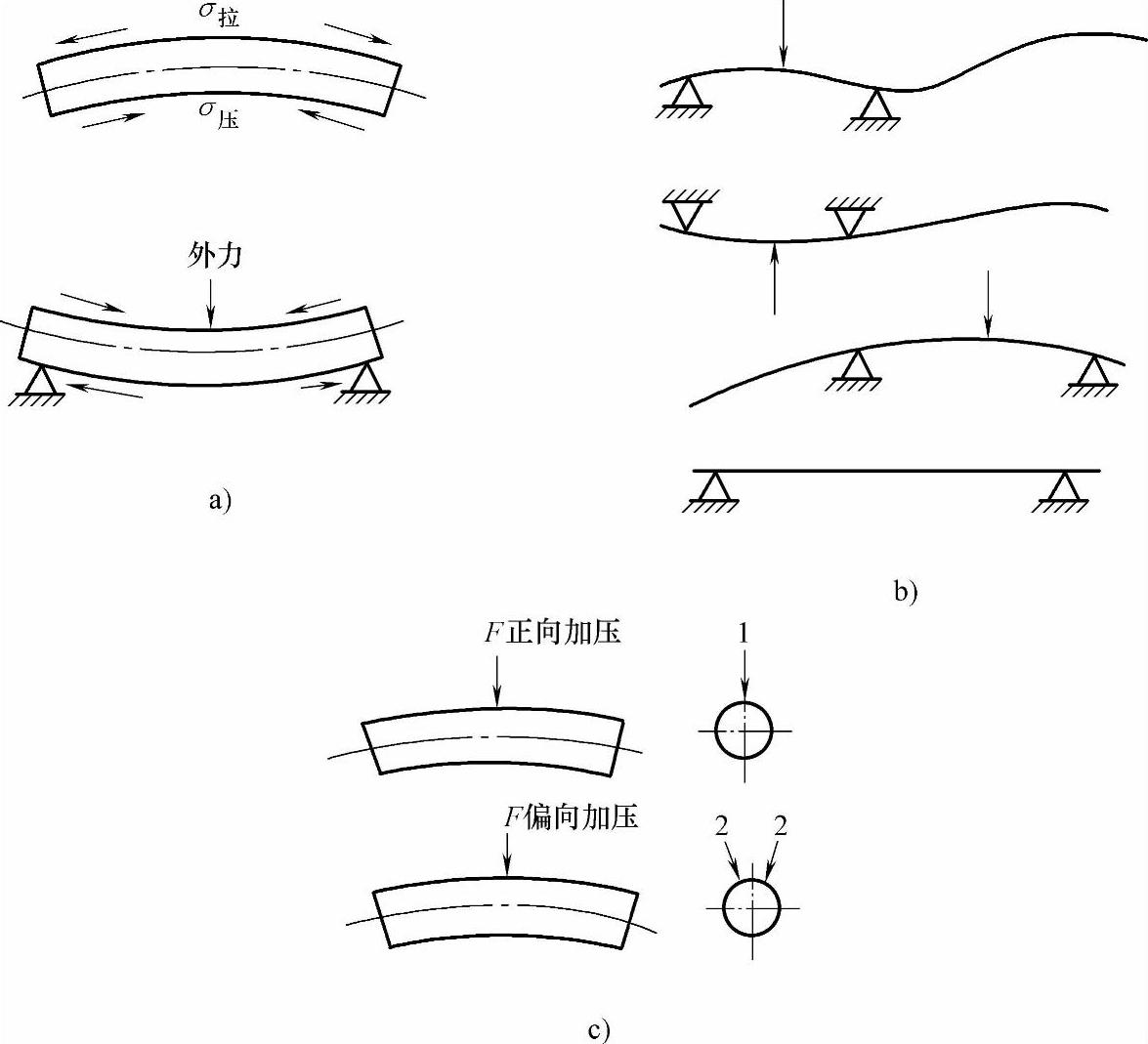
图4-69 冷压校正法
a)冷压校正示意图 b)“s”形变形校正步骤 c)偏向加压冷压校正示意图
2.冷态正敲校正法
该校正方法与冷压校正原理相同,也是通过塑性变形使原来变形矫正过来。其施加外力的方式有别。图4-70所示为冷态正敲校正的示意图。
冷态正敲校正的操作要点如下:
1)如果被敲工件硬度为25-35HRC时,应选用铜质材料制作锤子,以免损伤被校正的工件。在生产实践中,为了校平铁皮和极薄的工件,需要用木质或橡胶锤子等。
2)在生产中,可用这种方法根据变形规律在热处理前将工件预先反向变形,通过热处理变形再将预先的变形校正过来,达到允许的变形范围,即所谓的“预弯校正法”。
3.冷态反敲校正法
在室温下用高硬度钢锤连续敲击变形工件的凹处,使其压应力得以松弛;同时,工件的凸面在平台受力后的反作用下,其拉应力也得以松弛,从而原有的变形被校正过来。冷敲法适用于对硬度大于50HRC的高硬度工件的变形校正。图4-71所示为冷态反敲校正法示意图。(https://www.daowen.com)
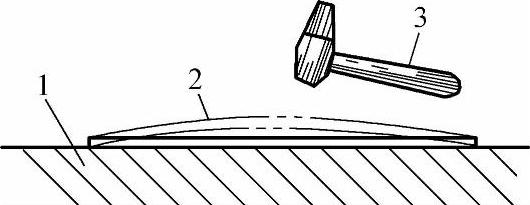
图4-70 冷态正敲校正示意图
1一平台 2一工件 3-锤子
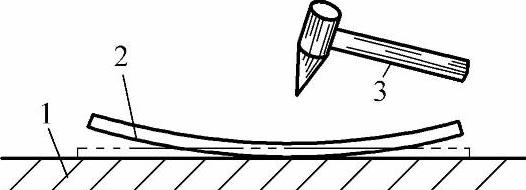
图4-71 冷态反敲校正法示意图
1-平台 2一工件 3-锤子
冷态反敲校正操作要点如下:
1)使用的锤子用淬透性好、硬度和韧性兼备的材料(如高速钢等)制作,硬度62-64HRC为佳;平台和垫铁应选用高强度灰铸铁或硬度为40—45HRC的钢板制作,在锤击时可起减振和一定的退让作用。
2)操作时,应从凹面最低点开始,有规律地向轴件两端逐渐过渡。
3)校正板件时,锤子一端做成半径为l—3mm的圆锥形;校正轴件时,作成刃部半径为1-3mm的JJ形,以便敲击的落点更准确、力量更集中。
4)锤击点要对应于工件与平台(或垫铁)接触处,且落锤方向应垂直于平台(或垫铁)。锤击频率以2-3次/s为宜。
在生产中,对产生碟状变形的高硬度工件,如片铣刀等进行冷敲时,锤子落点应在中心到外周的中间部分,并进行对称敲击。如对图4-72所示的碟形翘曲的片铣刀校平时,应首先在l和l'点敲击数十次后,改为敲击2和2'点。以此类推,均匀对称确定敲击点。
对于薄板件和细长件,如直径或厚度小于6mm的淬火、回火后高硬度工件校直或校平时,用喷砂方法也可起到冷态反敲作用,即用砂粒强力喷打工件的凹面十分有效。为了不损伤工件,应根据工件形状和硬度等特点,适当调整砂粒粒度和喷吹距离及喷吹部位等。
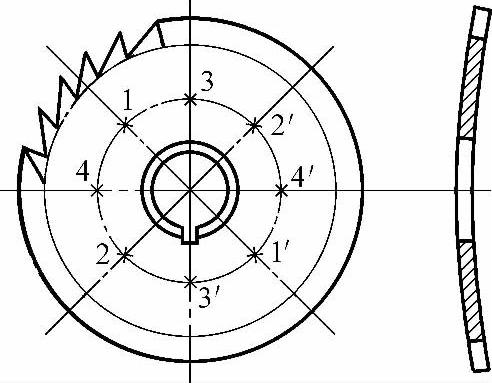
图4-72 碟形翘曲的片铣J1校平示意图
应当指出,对于淬火后未经回火的工件不宜用这种方法校正,以免发生脆断。为了防止高硬度的工件和锤子在校正时掉渣伤人,操作者应戴好劳动保护手套和眼镜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



