【摘要】:图4-59 椭圆铣削加工1.建立数学模型椭圆方程有两种格式:标准方程参数方程x=acosθ,y=bsinθ2.分析加工路线以铣刀下表面中心为编程的刀位点,不采用半径补偿,靠铣刀的直径保证槽的宽度;加工深度较小,采用立铣刀直接下刀。
用直径为12mm的立铣刀铣削加工如图4-59所示椭圆,深度2mm,编写加工程序。
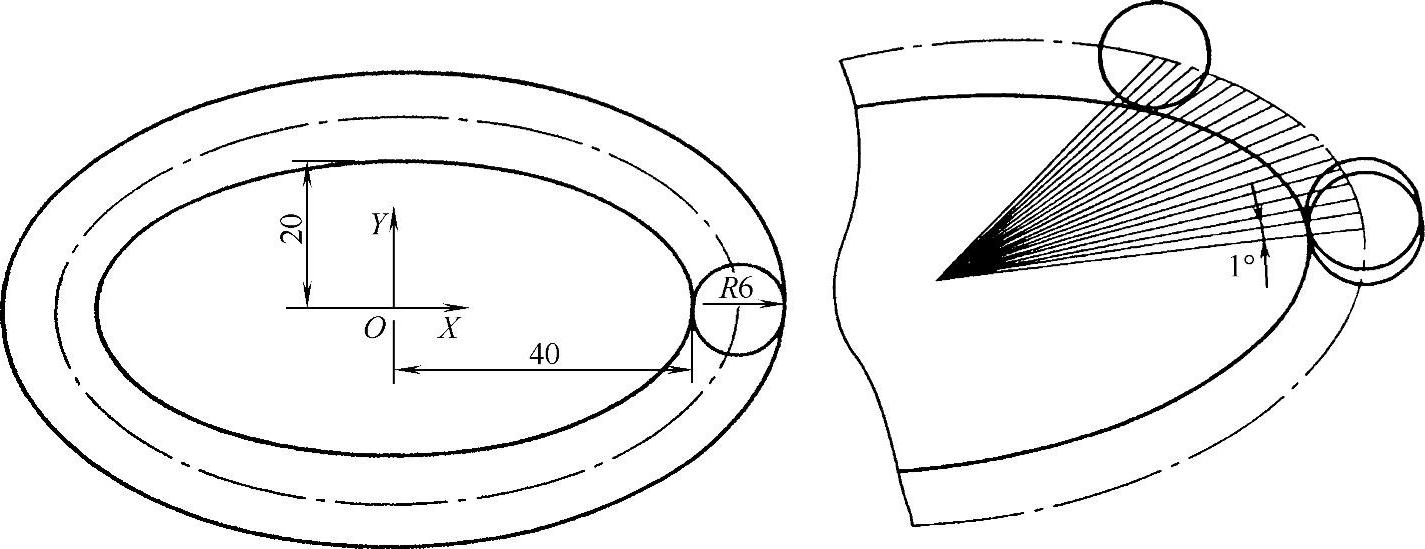
图4-59 椭圆铣削加工
1.建立数学模型
椭圆方程有两种格式:
标准方程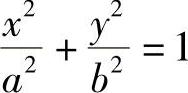
参数方程(直角坐标)x=acosθ,y=bsinθ
2.分析加工路线
以铣刀下表面中心为编程的刀位点,不采用半径补偿,靠铣刀的直径保证槽的宽度;加工深度较小,采用立铣刀直接下刀。
由于数控系统只能实现直线和圆弧插补,故考虑采用很多条直线段来逼近椭圆的外形轮廓,只要逼近的直线段足够多,便可保证椭圆的轮廓外形,如图4-59所示。
3.NC编程
编程时使用刀具中心、椭圆中心与X轴正向的夹角为变量,变化范围为0°~360°,采用参数方程编写如下NC程序段。
O4026;
G90 G55 M3 S800;
G0 X46.Y0;
G43 Z50.H1;(https://www.daowen.com)
Z2.
G1 Z-2.0 F30;
#1=0; 设定角度变量初始值为0
#2=6.0; 设定刀具半径
#5=40.0; 设定椭圆长半轴
#6=20.0; 设定椭圆短半轴
WHILE[#1LE 360.0]DO1;
#2=[#2+#5]*COS[#1]; 计算椭圆的X坐标
#3=[#2+#6]*SIN[#1]; 计算椭圆的Y坐标
G1 X#2 Y#3 F180;
#1=#1+1.0;
END1;
G0 Z150.0;
M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






