药芯焊丝目前尚无统一的分类方法,一般公认的分类方法如下:
1.按横断面形状分
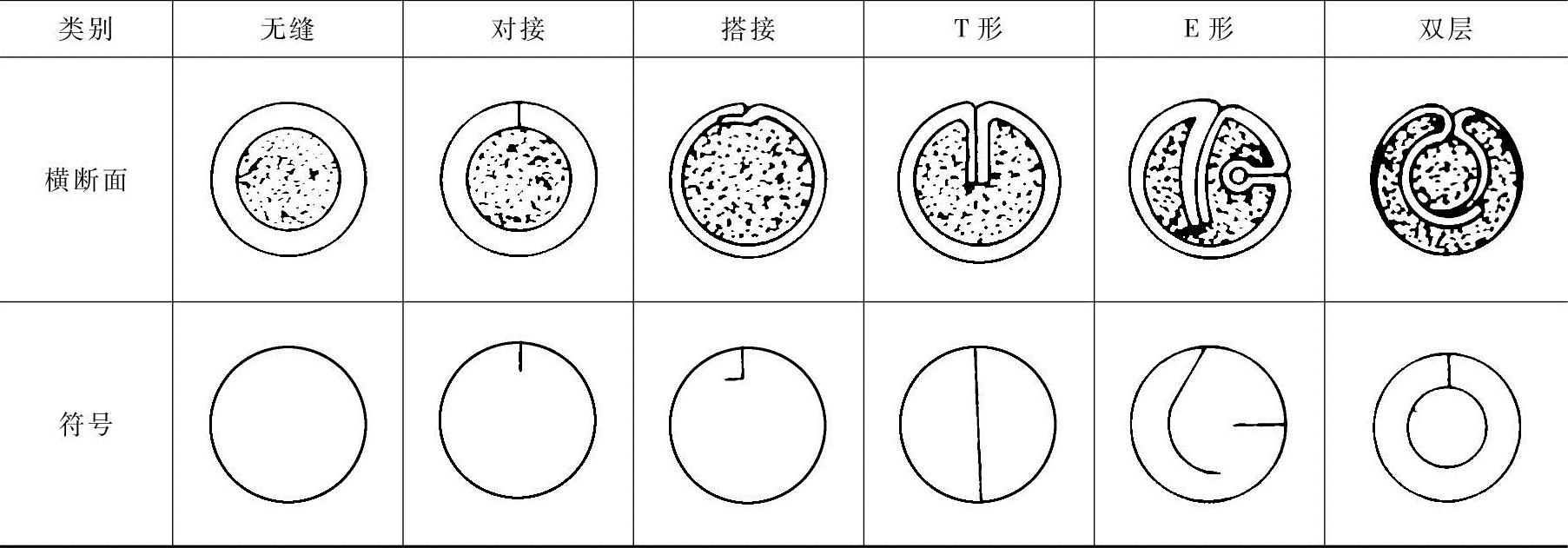
药芯焊丝的横断面形状可分为简单O形断面和复杂断面两大类见表8-1。
O形断面的药芯焊丝又分为有缝和无缝药芯焊丝。有缝O形断面药芯焊丝又有对接O形和搭接O形之分。药芯焊丝直径在2.0mm以下的细丝多采用简单O形断面,且以有缝O形为主。此类焊丝断面形状简单,易于加工,生产成本低,因而具有价格优势。无缝药芯焊丝制造工艺复杂,设备投入大,生产成本高,但无缝药芯焊丝成品丝表面可进行镀铜处理,焊丝保管过程中的防潮性能以及焊接过程中的导电性均优于有缝药芯焊丝。细直径的药芯焊丝主要用于结构件的焊接。
复杂断面主要有T形、E形、梅花形和双层形等断面形状。复杂断面形状主要应用于直径在2.0mm以上的粗丝。采用复杂断面形状的药芯焊丝,因金属外皮进入到焊丝芯部,一方面对于改善熔滴过渡、减少飞溅、提高电弧稳定性有利;另一方面焊丝的挺度比O形断面药芯焊丝好,在送丝轮压力作用下焊丝断面形状的变化比O形断面小,对于提高焊接过程中送丝稳定性有利。复杂断面形状在提高药芯焊丝焊接过程稳定性方面的优势,粗直径的药芯焊丝显得尤为突出。随着药芯焊丝直径减小,焊接过程中电流密度的增加,药芯焊丝断面形状对焊接过程稳定性的影响将减小。焊丝越细,断面形状在影响焊接过程稳定性诸多因素中所占权重越小。近年来随着药芯焊丝制备技术的提高和各类电弧焊设备技术的进步,上述影响粗直径药芯焊丝焊接过程稳定性因素的作用逐步弱化,已较少采用复杂断面制备药芯焊丝,特别是堆焊用药芯焊丝,为保证较多地过渡合金元素,多采用搭接O形断面。粗直径药芯焊丝全位置焊接适应性较差,多用于平焊、平角焊。特别是直径在2.4mm以上的粗丝主要应用于堆焊方面。
表8-1 药芯焊丝横断面形状示意图
2.按保护方式分
根据焊接过程中外加的保护方式,药芯焊丝可分为气体保护焊用药芯焊丝、埋弧焊用药芯焊丝及自保护药芯焊丝。气体保护焊用药芯焊丝根据保护气体的种类可细分为:CO2气体保护焊(图8-1)、熔化极惰性气体保护焊、混合气体保护焊以及钨极氩弧焊用药芯焊丝。其中CO2气体保护焊药芯焊丝主要用于结构件的焊接制造,其用量大幅超过其他种类气体保护焊用药芯焊丝。由于不同种类的保护气体在焊接冶金反应过程中的表现行为是不同的,所以药芯焊丝在粉芯中所采用的冶金处理方式以及程度也是不同的,因此尽管被焊金属相同,不同种类气体保护焊用药芯焊丝原则上讲是不能相互代用的。这一点非常重要。
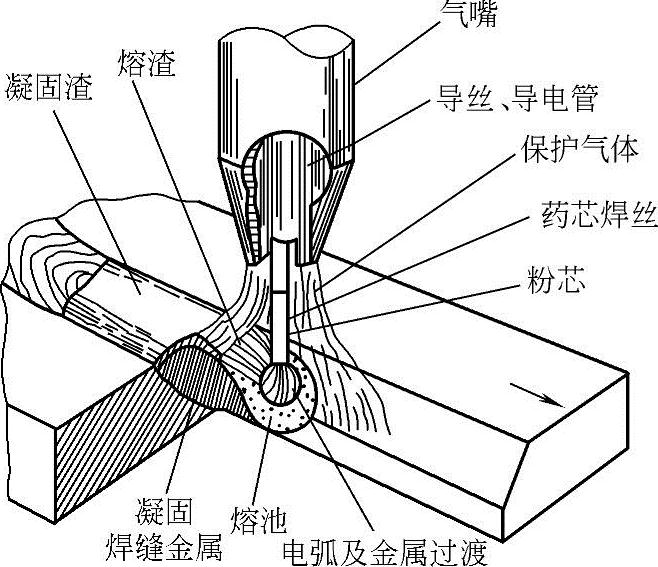
图8-1 药芯焊丝CO2气体保护焊接示意图
埋弧焊用药芯焊丝主要应用于表面堆焊。由于药芯焊丝制造工艺比实心焊丝复杂,生产成本较高,因此普通结构除特殊需求外一般不采用药芯焊丝埋弧焊。但对于高强度钢,药芯焊丝与实心焊丝生产成本较接近,合金含量较高的药芯焊丝生产成本甚至低于实心焊丝,而某些成分的材料要制成实心焊丝是十分困难的,在这种情况下药芯焊丝比实心焊丝具有明显的技术、经济优势。埋弧焊用药芯焊丝多数情况下不需要配合选用专用焊剂,通用的熔炼焊剂、烧结焊剂可满足使用要求。焊接金属中合金元素的过渡、化学成分的调整可方便地通过调整粉芯配方来实现。另一方面,尽管成分上无特殊要求,但药芯焊丝也可小批量生产供货(几百公斤甚至几十公斤)。药芯焊丝的上述优点在表面堆焊应用中显得十分突出。
自保护药芯焊丝或称为明弧焊用药芯焊丝,是在焊接过程中不需要外加保护气体或焊剂的一类焊丝(图8-2)。通过焊丝芯部药粉中造渣剂、造气剂在电弧高温作用下产生的气、渣对熔滴和熔池进行保护。与气保护药芯焊丝比较,其突出的特点是在施焊过程中该类焊丝有较强的抗风能力,特别适合于远离中心城市、交通运输较困难的野外工程,因此在石油、建筑、冶金等行业得到广泛应用。但由于造气剂、造渣剂被金属外皮包敷着,所产生的气、渣对熔滴(特别是焊丝端部的熔滴)的保护效果较差,焊缝金属的韧性稍差。随着科学技术的不断进步,特别是近几年高韧性自保护药芯焊丝的出现,对于一般结构甚至一些较为重要的结构,自保护药芯焊丝也完全可以满足结构对焊接材料的要求。另外,该类焊丝在焊接过程中会产生大量的烟尘,一般不适用于室内施焊,户外应用时也应注意通风。(https://www.daowen.com)
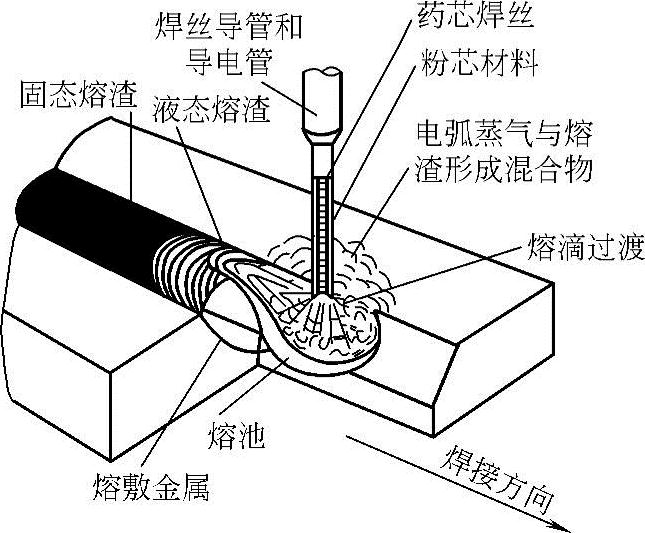
图8-2 自保护药芯焊丝焊接示意图
3.按金属外皮所用材料分
药芯焊丝金属外皮所用材料有:低碳钢、不锈钢、镍及其合金等具有良好延展性的金属材料。低碳钢的加工性能优良,是药芯焊丝首选外皮材料。目前大部分药芯焊丝产品采用冷轧低碳钢带作为外皮材料,少数品种选用低碳钢盘条或无缝管作为外皮材料,选用原料状态不同其制备工艺装备差异较大,生产成本也有较大的差异。
由于受加粉系数(单位质量焊丝中药粉所占比例)的制约,生产合金含量较高的药芯焊丝时采用低碳钢外皮制造难度很大。对于高合金钢几乎不能实现用低碳钢外皮制备药芯焊丝。对于铬镍含量较高的高合金钢,可采用不锈钢作为外皮材料制造药芯焊丝。对于镍基合金药芯焊丝,可采用纯镍或镍基合金作为外皮材料制造。当然,用后两种材料制造药芯焊丝时对生产设备也有不同的要求。
除上述三种材料外,在焊接以外其他用途中也有采用铜、铝、锌、铌等具有良好延展性的金属材料制造粉芯丝,例如选用铝及锌铝合金作为外皮制造热喷涂用粉芯丝。
4.按芯部药粉类型分
药芯焊丝可分为有渣型和无渣型。无渣型又称为金属粉芯焊丝,主要用于埋弧焊,高速CO2气体保护焊药芯焊丝也多为金属粉芯型。有渣型药芯焊丝按熔渣的碱度分为酸性渣和碱性渣两类。目前用量较大的CO2气体保护焊药芯焊丝多为钛型(酸性)渣系,自保护药芯焊丝多采用高氟化物(弱碱性)渣系。应当指出,酸、碱性渣系药芯焊丝熔敷金属氢含量的差别远小于酸、碱性焊条,酸性渣系药芯焊丝熔敷金属氢含量可以达到低氢型(碱性)焊条标准(<8mL/100g)。钛型渣系药芯焊丝熔敷金属不仅氢含量可以达到低氢,而且其力学性能也可以达到高韧性。近年来,国内外某些重要焊接结构(如球罐)工程中,有选用钛型渣系CO2气体保护焊药芯焊丝作为焊接材料。当然碱性渣系药芯焊丝在熔敷金属氢含量方面仍占有一定的优势,可以达到超低氢焊条的水平(<3mL/100g),但其在焊接工艺性能方面仍与钛型渣系药芯焊丝有差距。由于药芯焊丝与焊条的加工工艺差别较大,粉芯与焊条药皮配方设计、原材料的选择也有很大差别,因此建立在焊条熔渣理论基础上的某些经验不能简单地套用在药芯焊丝的选择原则中,应该以药芯焊丝产品的性能作为选材的依据。
5.按用途分
药芯焊丝按被焊钢种可分为:低碳、低合金钢用药芯焊丝,低合金高强度钢用药芯焊丝,低温钢用药芯焊丝,耐热钢用药芯焊丝,不锈钢用药芯焊丝和镍及镍合金用药芯焊丝。
药芯焊丝按被焊结构类型可分为:一般结构用药芯焊丝,船用药芯焊丝,锅炉、压力容器用药芯焊丝和硬面堆焊用药芯焊丝。
药芯焊丝按焊接方法可分为:CO2气体保护焊用药芯焊丝,TIG焊用药芯焊丝,MIG焊、混合气体保护焊用药芯焊丝,自保护焊药芯焊丝,埋弧焊用药芯焊丝和热喷涂用粉芯线材。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






