所有可以用常规方法进行焊接的材料或具有冶金相容性的材料都可采用激光焊,一些用常规方法难焊的材料,如高碳钢、高合金工具钢以及钛合金等,也可采用激光焊。影响材料激光焊焊接性的因素除了材料本身的冶金特性以外,还包括材料的光学性能,即材料对激光的吸收能力。吸收能力强的材料易于焊接,而吸收能力差(反射率大)的材料(如Al、Cu等)焊接较困难。
1.碳钢及合金钢
采用合适的规范参数对低碳钢进行焊接时,焊缝具有良好的拉伸和冲击等力学性能,用X射线进行检验的结果也很好。国内外均已采用激光焊焊接汽车齿轮,而这种齿轮原来只用电子束焊。
国外对三种民用船舶船体结构钢(编号分别为A、B、C)的激光焊进行了实验研究。实验板材的厚度范围为:A级—9.5~12.7mm,B级—12.7~19.0mm,C级—25.4~28.6mm。钢的w(C)≤0.23%,w(Mn)=0.6%~1.03%,钢的脱氧能力从A级到C级依次递增。焊接时,使用的激光功率在10kW左右,焊接速度为0.6~1.2m/min。除对厚度为19.0mm和25.4mm的板材进行正反两边焊外,其他试件均为一次焊双面成形。通过对试件进行拉伸、弯曲以及冲击等实验表明,激光焊焊接头性能良好。
美国海军对潜艇耐压壳用Hy-130合金钢的激光焊表明,接头的力学性能,如断裂强度、伸长率等,比其他常规方法所焊接头的性能优越。冲击实验表明,激光焊接头的DT能(动态撕裂能)接近母材,而且冲击韧性优于母材。
2.不锈钢
用激光焊接18-8型(304型)不锈钢,从薄板到厚板(0.1~12mm)均可获得成形美观、性能良好的焊接接头。
对镍-铬系300型不锈钢进行深熔焊接表明,焊缝深宽比可达12:1;经X射线检验表明,焊缝致密,无缺陷。当焊接参数合适时,接头可与母材等强度。
对薄壁18-8钛型(321型)不锈钢管的焊接实验也获得了满意的结果,焊缝抗拉强度达656MPa,并破断在母材区,焊缝区硬度值也较高,扫描电镜实验显示焊缝为极细的指状组织。
3.耐热合金
许多镍基和铁基耐热合金都可进行脉冲和连续激光焊。
通过对铁基合金M-152和航空发动机中使用的三种镍基耐热合金(Pk33、C263、N75)的激光焊表明,接头力学性能与母材几乎相当。
Dop-14合金和Dop-26合金是两种宇航用铱基合金,它们具有很高的熔点,具有优良的高温强度和抗氧化性,用激光对其进行焊接时,焊缝晶粒很细,可消除金属钍在晶界偏析所产生的热裂现象,获得无裂纹的焊缝,而用常规的钨极氩弧焊则是难以办到的。
国外对厚度为6.4mm的Inco-718镍基合金组件,用大功率(8~14kW)CO2激光器对其进行了成功的焊接,表20-2是接头的力学性能实验数据。
表20-2 Inco-718合金激光焊接头性能
 (https://www.daowen.com)
(https://www.daowen.com)
4.铝及铝合金
铝及其合金的激光焊是比较困难的,一方面是由于工件表面在开始时的反射率极高(超过90%),反射率又不稳定;另一方面,随着温度的升高,氢在铝中的溶解度急剧增加,焊缝中普遍存在着气孔。因此对这类材料进行焊接时,工件表面需进行预处理,且需要大功率的激光器。
国外有人使用8kW的CO2激光焊透12.7mm的5456型铝合金,但焊缝强度比母材低得多,这主要是因为母材中的Mg、Mn元素对激光吸收能力强,形成了择优蒸发,最后导致焊缝中的Al3Mg2强化相减少。
尽管激光焊铝及其使合金存在较大困难,但通过大量研究,采用10kW左右的激光束和气保护系统,对耐海洋腐蚀性能良好的铝-镁合金(5000系列)进行成功焊接的试验已见诸报道。采用6kW的激光器焊接9.5mm的板材时,焊缝虽仍有气孔,但焊道成形良好,平均接头强度达343MPa,与母材强度相当,但焊缝塑性较低。
5.铜及铜合金
由于铜及铜合金的热导率和反射率比铝合金还高,一般很难进行焊接。在极高的激光功率和对表面进行处理的前提下,可对少数合金如磷青铜、硅青铜等进行焊接。由于Zn元素易挥发,黄铜的焊接性能不好。
6.钛及钛合金
钛合金采用激光焊可得到满意的结果。对1mm厚的Ti-6Al-4V板材采用4.7kW的激光输出功率,焊接速度可超过15m/min。经X射线检查显示,接头致密,无裂缝,无气孔,无夹杂物,接头强度与母材相近,疲劳强度也与母材相当。当放慢焊接速度时,使用3.8kW的激光功率可焊接7.5mm的厚板。表20-3是对工业纯钛和钛合金(Ti-6Al-4V)进行深熔焊接所得到的强度实验结果。
7.异种金属
激光焊可在许多类异种金属问进行,研究表明,铜-镍、镍-钛、钛-钼、低碳钢-铜等异种金属在一定条件下均可进行激光焊。图20-31是对不同材料组合进行激光焊的实例。
另外,不锈钢-铜、可伐合金-铜、普通碳钢-硬质合金以及因瓦镍合金-不锈钢问也可采用激光焊。
表20-3 钛激光焊焊接接头抗拉性能

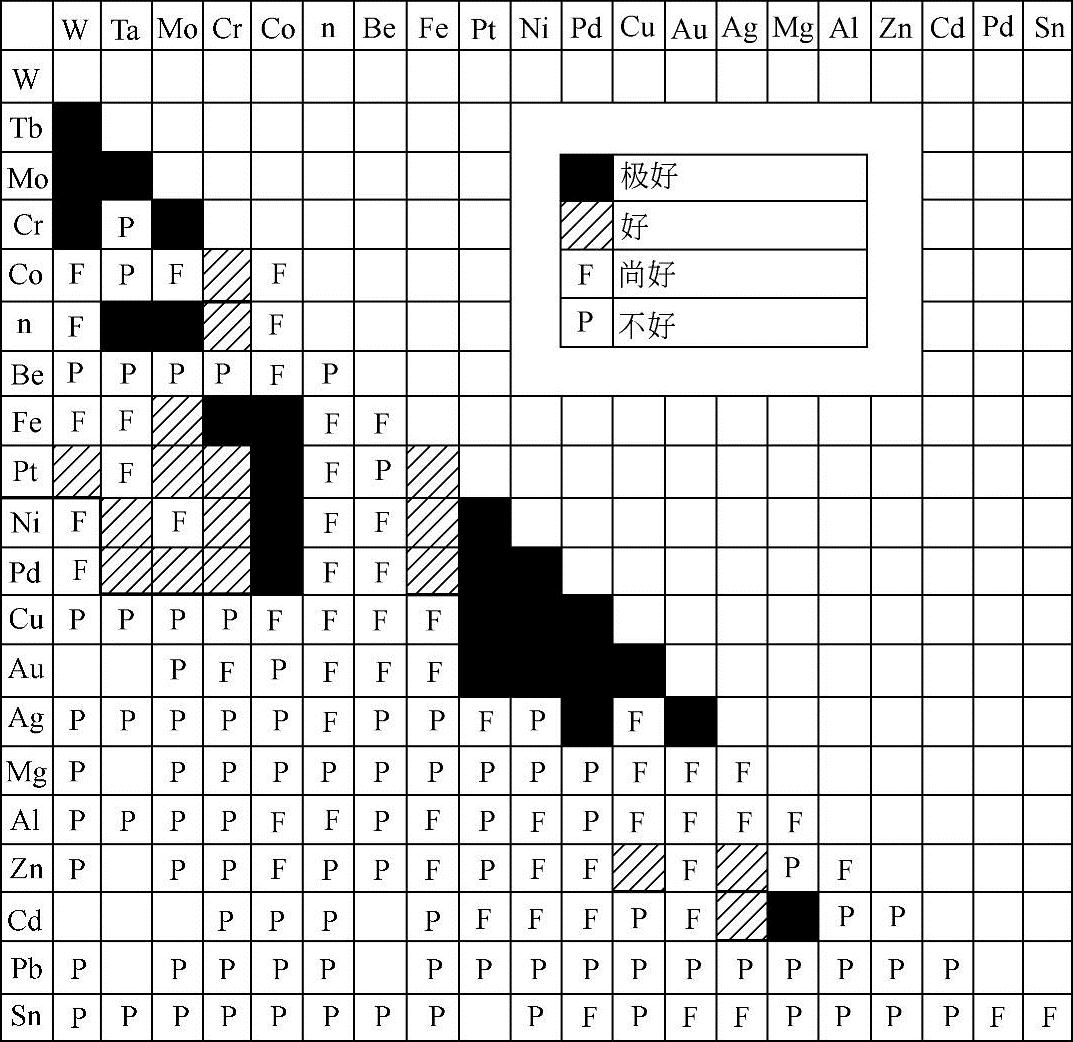
图20-31 不同金属间采用激光焊的焊接性
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





