【摘要】:如图2-1所示为薄料、窄料通用切断模。图2-1 薄料、窄料通用切断模a)模具 b)没有压料板板料剪切情况 c)有压料板板料剪切情况 1—后侧导柱滑动导向模架 2—可调挡板 3—凸模(上切刀) 4—压料板 5、7—导料板 6—支架本模具安装在行程不大的偏心压力机上使用。当使用压料板剪切时,被切材料的扭转力矩已被防止,见图2-1c,水平推力T亦降低到剪切力P的10%~18%,被切断表面的表面粗糙度Ra约为6.3μm。
如图2-1所示为薄料、窄料通用切断模。
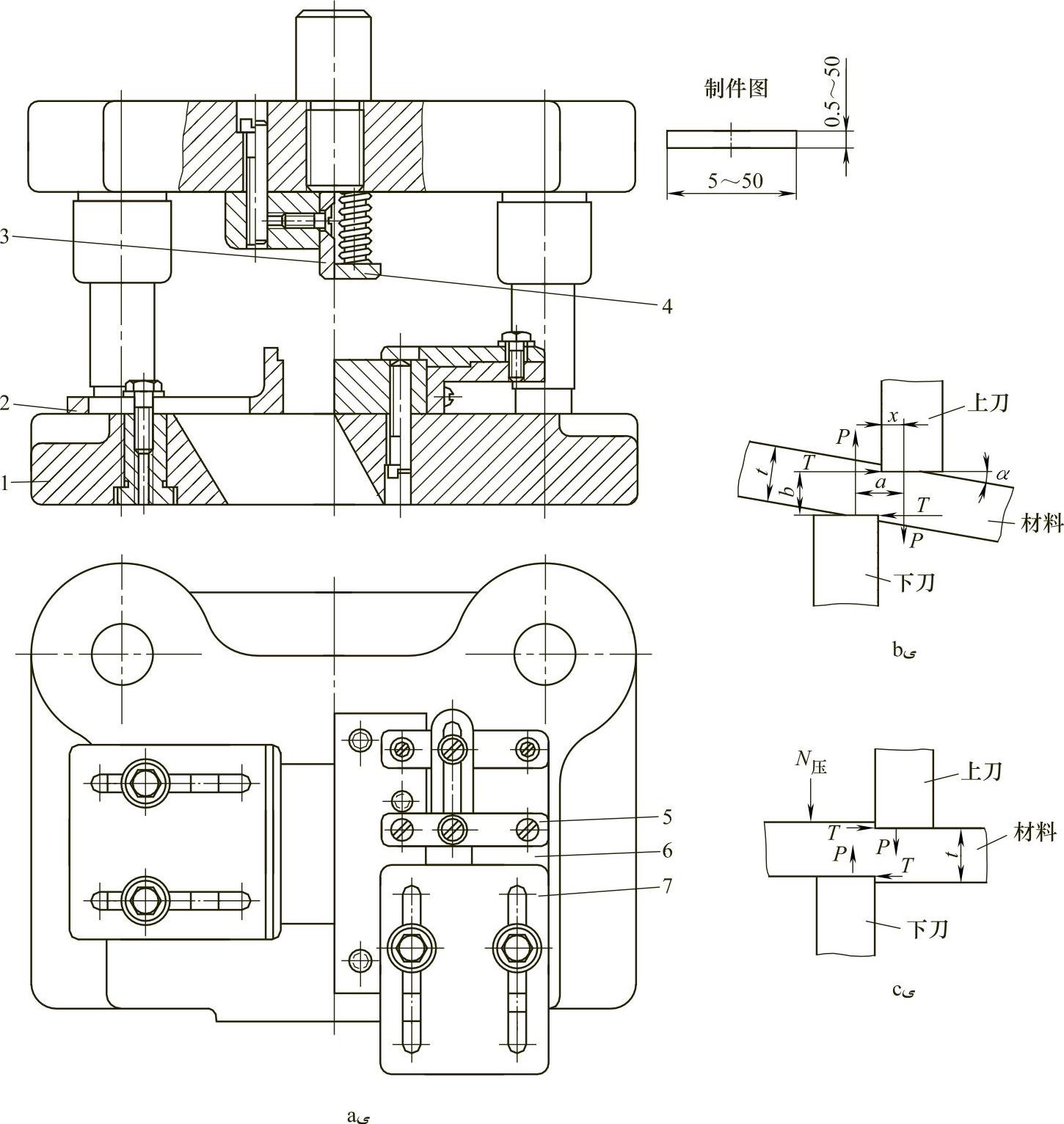
图2-1 薄料、窄料通用切断模
a)模具 b)没有压料板板料剪切情况 c)有压料板板料剪切情况 1—后侧导柱滑动导向模架 2—可调挡板 3—凸模(上切刀) 4—压料板 5、7—导料板 6—支架
本模具安装在行程不大的偏心压力机上使用。使用过程中导柱、导套不脱开,因此模柄与上模座之间未设止动防转装置。如果使用中导柱、导套有脱开现象,则必须加防转螺钉或销。(https://www.daowen.com)
切断前,根据制件的长度调整挡板2,然后将条料放在支架6上,根据料宽,调节导料板5和7,以保证送料通畅。上模下冲时,压料板4先将条料压紧,接着凸模3将料切断,制件沿下模座的斜面孔落下。本模具能切断长和宽小于50mm、厚小于0.5mm的板料,模具通用性比较好。
剪切模切断材料是沿敞开轮廓分离,对凸、凹模来说是单边剪切,当不用压料板切断时,见图2-1b,刀刃陷进材料,由于上、下刀刃的着力点不重合而产生转动力矩M=Pa,使材料旋转一个α角。此时,刃口压陷区x=(0.5~0.7)t。水平推力T的最大值,可达剪切力P的40%,水平推力T使刀刃偏离原来位置而造成刀刃间间隙增大,甚至使刀刃损坏,被切断的表面产生深的裂纹和明显的毛刺。
在没有压料板的剪切中,对于料厚t<3mm金属,当间隙适当时,其切断表面的表面粗糙度Ra约为12.5~25μm。
当使用压料板剪切时,被切材料的扭转力矩已被防止,见图2-1c,水平推力T亦降低到剪切力P的10%~18%,被切断表面的表面粗糙度Ra约为6.3μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





