(一)口诀
直流电机火花大,换向表面不光滑。
重者需要车刀车,轻者可用砂纸打。
云母高出换向片,可用手锯往下拉,
距面下刻一到二,根据直径小或大。
(二)说明
换向器上火花大的原因在上一个口诀中已经讲述。其中换向器表面磨损和云母片凸出换向片外圆是其中几个原因中的两个(本口诀“片间短路云母高;磨损不均跳动大”)。本口诀讲的是处理这两种现象的方法。
1.换向器表面磨损的处理方法
“重者需要车刀车,轻者可用砂纸打”是说,当换向器表面磨损严重时,应用车床将换向器外圆车光,如图5-86所示;若磨损较轻,则可使用砂纸进行打磨,其方法与加工绕线转子异步电动机的集电环相同(见图5-43)。
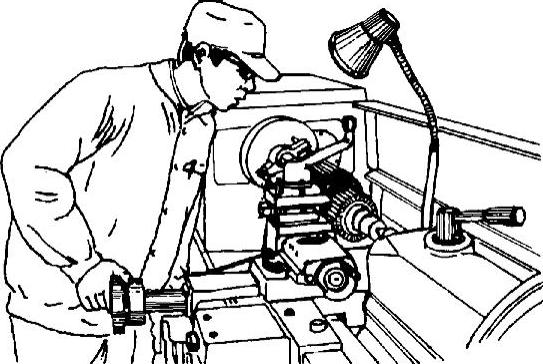
图5-86 用车床加工直流电机换向器的外圆(https://www.daowen.com)
2.云母片凸出换向片外圆的处理方法
在现场,一般用自制的刀锯(见图5-87a),对于较大的专业修理单位,应使用牛头刨床、铣床或专用的刻槽机械等进行逐条加工。锯片、刨刀和铣刀的宽度应不大于云母槽的宽度,若小于云母槽的宽度,则应进行两次加工,并保持深度一致。
云母槽的下刻深度是指云母距换向片倒角根部的径向距离,其数值随换向器的直径不同而不同,详见表5-15。
若考虑换向片倒角0.5mm×45°的尺寸,则云母距换向片外圆表面的径向距离应为标准高的数值再加上0.5mm,如图5-87b所示的尺寸1~2,这也是有些则料所说的下刻深度为1.0~2.0mm的来源。
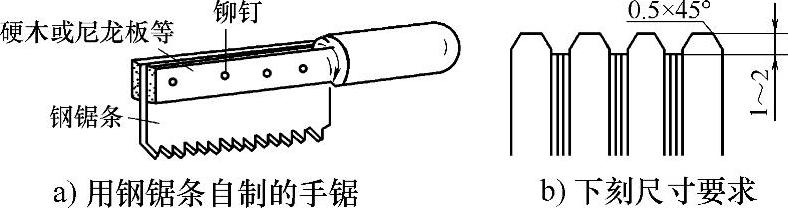
图5-87 对直流电机换向器云母槽的下刻深度要求
所有槽的下刻深度应一致,不得有偏斜、剩片(一般为靠近换向片的一侧)、底部不平整或不清根、倒角不规范等现象。
下刻完成后,应将残留在各处的粉末清理干净。
表5-15 直流电机换向器云母槽的下刻深度

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






