(一)热套配合的应力核算
按ω0求得的δ由离心力在套件内缘上产生的切向拉应力σφ1ω为

式中fφ1ω——应力沿圆环径向分布的无量纲系数,对于图3-44所示的圆环

由接触压力p产生的套件内缘切向拉应力σφ11为

套件内缘上总的切向拉应力σφ1为

将式(3-50)代入上式得

套件内圆表面上的径向压应力为
σr1=-p=-pmax(1-ω2/ω02)(N/cm2)(3-59)
因套件内表面处于拉向应力σφ1及径向压应力σr1的共同作用之下,这时的最大剪应力τmax为

当ω=0时,其值最大。(https://www.daowen.com)
τmax│ω=0=pmax(1+fφ11)/2(3-61)
热套时,套件内圆的剪应力是最危险的应力,核算热套时套件的许用应力即以式(3-61)为据。衬件的剪应力比套件的小得多。
(二)考虑实际加工公差后对过盈及应力的核算
以上δ均为计算值,它与图样中实际公差尺寸的关系如下:
δmin=衬件最小尺寸−套件最大尺寸
=δ+Δδ
δmax=衬件最大尺寸−套件最小尺寸
δmin、δmax为套件、衬件热套前按公差带算得的半径方向上的最小、最大过盈量;Δδ为套件、衬件“刀锋”在半径上损失之和。对于电机的热套件,套件的粗糙度一般为R1=1.6μm,衬件一般为Ra=0.8μm,此时Δδ=0.003+0.005=0.008mm。δmax−δmin即图样中半径方向上的公差带,宜取较小的δmax值。
最后核算应力时,应该用δmax修正。比如,若δmax=1.2δ,则由式(3-49)及式(3-51)可知pmax将增加1.22=1.44倍,由式(3-61)可得τmax也增加1.44倍。
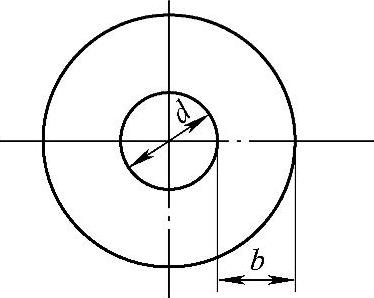
图3-46 热套件的d、b尺寸
对于材质为钢的环,热套时加温至350℃左右即可。当加热到350℃时内径的膨胀量为ΔD(以mm计的直径差)如表3-9所示。当b>d时,受热后d的变化不太明显,甚至可能减小(见图3-46)。
在以上热套件的设计中应尽量按材料力学的强度理论选择形状,以达到既节省材料又不降低强度的目的。比如选择合适的断面(如带有环状筋)形状。
表3-9 热套环内径在350℃时膨胀量ΔD (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





