现代生产的焊条可按药皮的类型、熔渣的性质、焊条的用途和焊条的特性进行分类,详见图3-26。
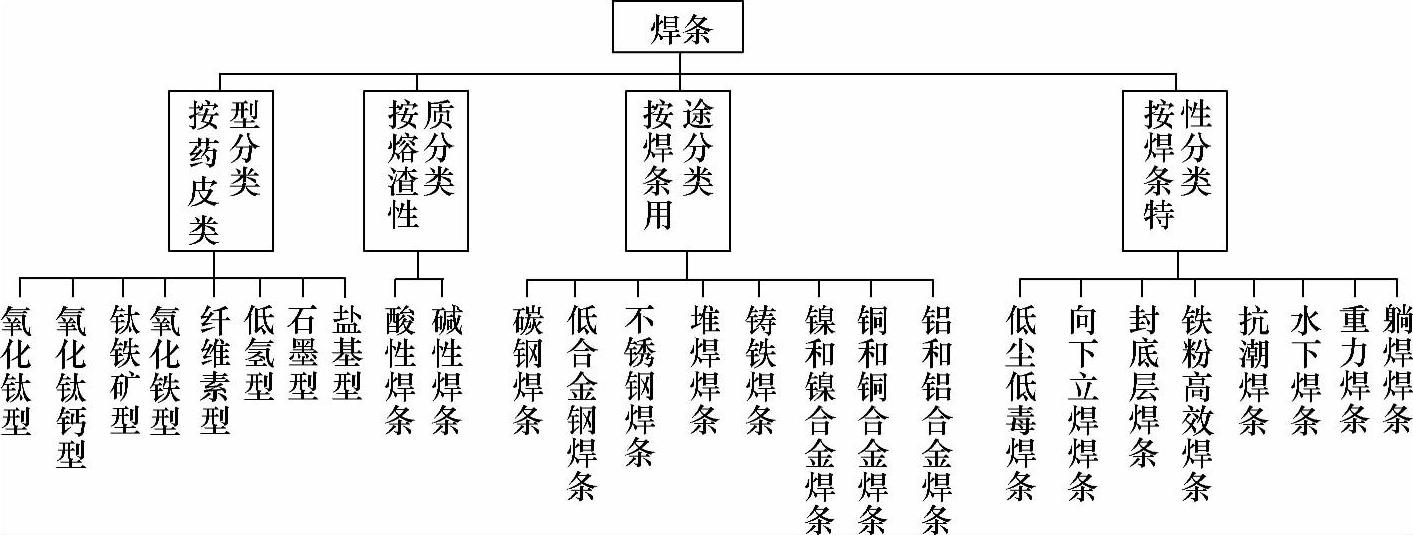
图3-26 药皮焊条的分类
1.按焊条药皮类型分类
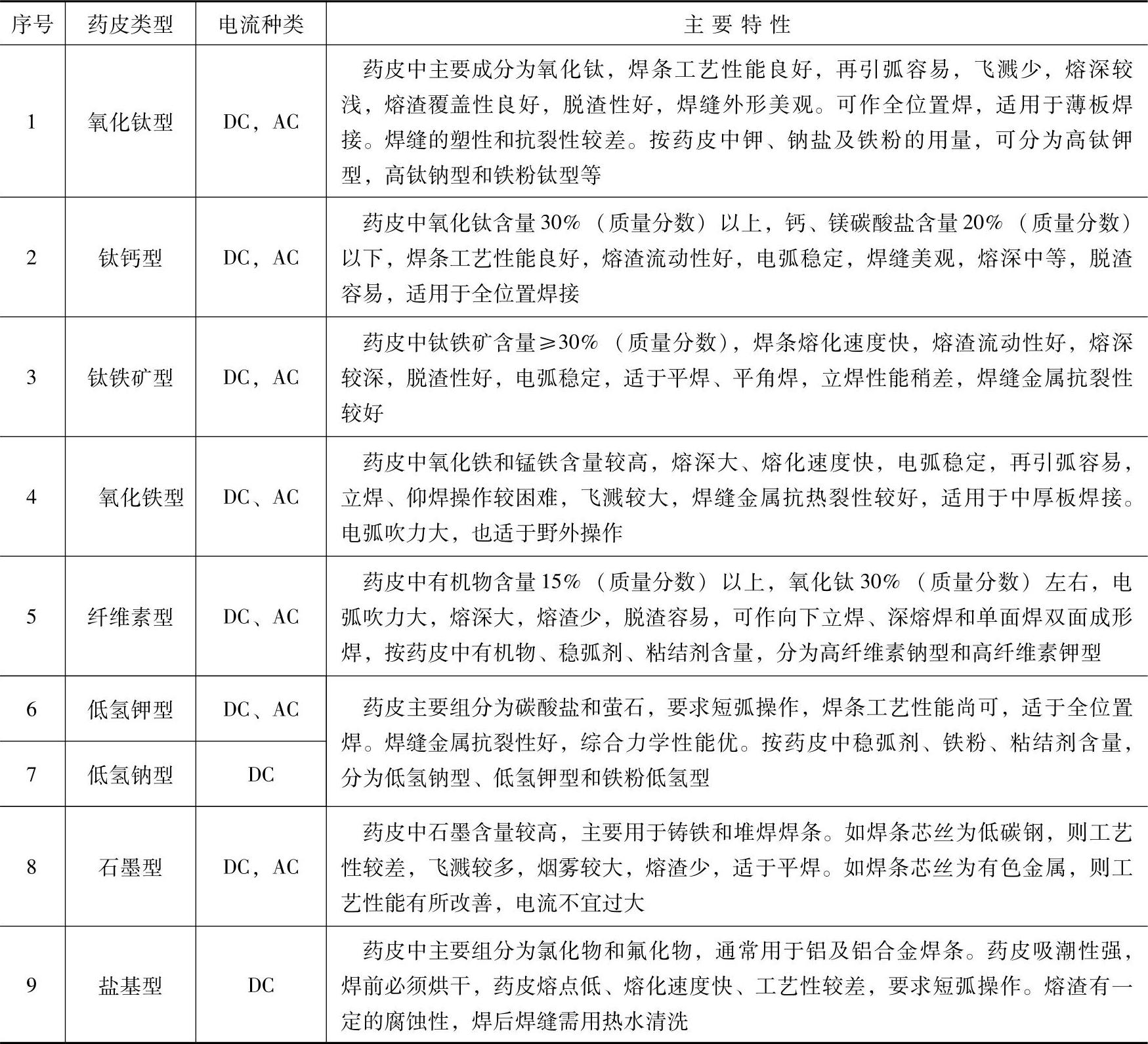
焊条药皮类型是按其主要成分确定的,并可分为下列几种:氧化钛型、钛钙型、钛铁矿型、氧化铁型、纤维素型、低氢钾型、低氢钠型、石墨型和盐基型、其主要特点见表3-16。
表3-16焊条药皮类型及主要特点
2.按熔渣碱度分类
按熔渣的碱度,即熔渣中酸性氧化物和碱性氧化物之比值,可将焊条分为酸性焊条和碱性焊条两大类。熔渣以酸性氧化物为主的焊条称为酸性焊条。熔渣以碱性氧化物和氟化钙为主的焊条称为碱性焊条。在碳钢和低合金钢焊条中,低氢型焊条属于碱性焊条,其他药皮类型的焊条均为酸性焊条。
在我国,酸性焊条是产量最高,应用面最广的一种焊条。在酸性焊条中主导品种是氧化钛型和钛钙型焊条。在这类焊条的药皮中氧化钛所占的比例较高,使焊条具有高的利用率,因为其飞溅损失低,且易于引弧。氧化钛型焊条可配用空载电压低的焊接电源,焊接过程平稳,容易操作。这对于定位焊和薄板的焊接十分有利。对接缝间隙搭桥的性能较好,且对焊件表面的锈斑不太敏感。焊接平角焊缝时可以形成等腰三角形焊缝。如果在药皮中加入铁粉,回收率可高达175%,且仍能保持焊接过程平稳和低的飞溅损失。
对于低碳钢和低强度钢制普通焊接结构,采用酸性焊条焊制的焊缝金属性能及质量可以满足要求,但对于高强度钢或厚壁结构,其韧性不足。焊缝金属的氢含量高达20mL/100g,这也是这类焊条不适用于高强度钢焊接的原因之一。
铁粉钛型焊条特别适用于重力焊工艺方法——一种半机械化的焊条电弧焊技术。重力焊是利用焊条熔化时在其端部形成深的套筒,使焊条可支靠在焊件的表面。另外,当焊条药皮与焊件接触时容易引弧也是很重要的。用于重力焊的焊条长度通常为600~900mm,焊条直径为6~8mm。重力焊机架结构十分简单,一名焊工可同时操作多台重力焊机,可达到较高的焊接生产效率。
酸性焊条中的纤维素型焊条应用范围日见扩大。这种焊条的特点是,纤维素的分解导致电弧气氛中氢含量增加,结果使电弧电压升高,电弧功率增大,具有深熔的能力。另外,这种焊条的熔渣很薄,特别适用于立向下操作技术和管道的焊接。
纤维素型焊条焊缝金属的力学性能和冲击韧度能够满足常规的要求。对于低强度钢制轻型结构,焊缝金属中较高的氢含量并不构成危害。在焊接高强度钢管线时,为避免氢致裂纹的形成,可以采用连续多层焊技术,即在前层焊道尚未冷却到裂纹形成温度之前立即施焊次层焊道。盖面层焊道焊接时,则采用摆动焊技术,以增加焊接热输入,降低冷却速度。(https://www.daowen.com)
3.按焊条的用途分类
按焊条的用途分类,实际上是按所焊的钢种或材料分类。
依据相应国家标准,按用途可将焊条分为下列几类:
1)碳钢焊条。
2)低合金钢焊条(低合金钢包括钼钢、铬钼钢、镍钢、镍钼钢、锰钼钢、普通低合金钢、管线用钢和耐候钢等)。
3)不锈钢焊条。
4)堆焊焊条。
5)铸铁焊条。
6)铜及铜合金焊条。
7)铝及铝合金焊条。
8)镍及镍合金焊条。
4.按焊条的特殊性能分类
按照焊条特殊的使用性能和操作性能,可将焊条分为:低尘低毒焊条、向下立焊焊条、封底层焊条、抗潮焊条、水下焊条、重力焊条和躺焊焊条等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





