模具采用渗金属的化学热处理方法,可使表面获得特殊性能,以满足模具的多种使用要求。
模具的渗金属方法主要包括渗铬、渗钒、渗铌、渗钛等工艺,均可应用于冷作模具和热作模具。固体渗金属法、真空渗金属法等,可在模具钢的表面获得一层高硬度碳化物层,渗层硬度高达1800~3200HV,使模具表面的耐磨性、耐热性、耐蚀性、抗冷热疲劳性能都显著提高。渗金属技术尤其适用于冲裁模、冷挤压模、压铸模等,可使其模具寿命提高几倍至十几倍。
1.模具的渗铬技术
渗铬是在模具表面渗入铬的化学热处理。渗铬可提高模具表面耐蚀、抗氧化、耐磨损等性能。模具常用固体渗铬法(粉末渗铬法)和真空渗铬法。模具渗铬后可显著提高寿命,尤其是在热态工作或者受强烈磨损的模具,如锤锻模、压铸模等热作模具,以及拉深模等冷作模具和塑料模具。
(1)固体渗铬法(粉末渗铬法) 将模具埋放在装有渗铬剂的容器中,严格密封后加热到渗铬温度并保温,使活性铬原子渗入模具的表面。常用的渗铬剂由铬粉或铬铁粉、氧化铝及氯化铵等组成。
固体渗铬工艺:渗铬温度为1050~1100℃,保温时间为6~12h。对于低碳钢和高碳钢渗层厚度分别为0.05~0.15mm和0.02~0.04mm。
实例 3Cr2W8V钢热作模具的渗铬热处理。
渗铬热处理工艺:1050℃×15h渗铬;550℃×1h预热,1050℃加热后淬入热油,冷至100~200℃出油;用沸腾的Na2CO3液体清洗1h;上冲头经550℃×3h(冲头顶部先于650℃×0.5h回火)回火后出炉,空冷至室温后再进行180℃×2h回火;下模再进行650℃×3h回火。经上述处理后,模具寿命较常规热处理提高7~8倍。
(2)真空渗铬法 将模具埋入装有渗铬剂(渗铬剂与粉末渗铬法相同)的渗铬罐中,放入真空炉中边抽真空边加热升温,在加热保温阶段要求真空度保持在13.33Pa以下。真空渗铬具有渗层质量高、时间短、渗铬剂消耗少等优点。
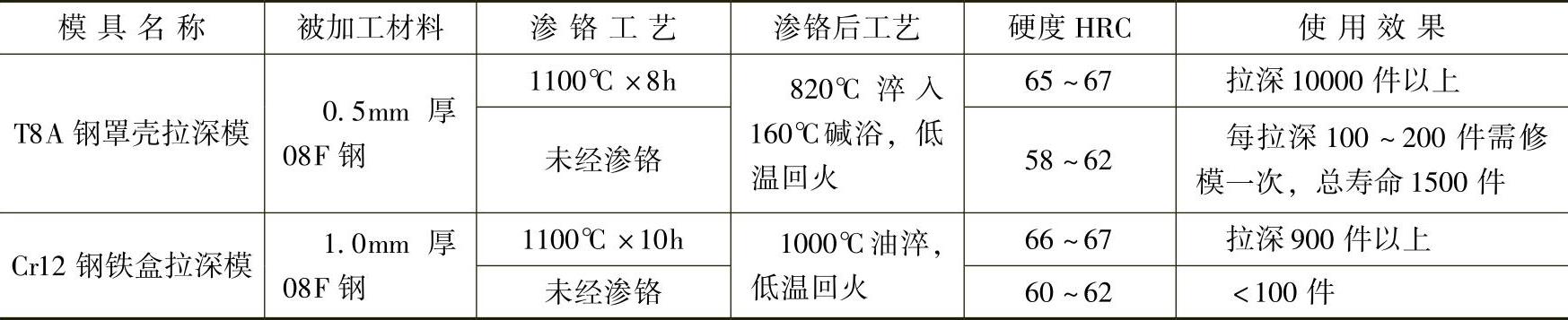
(3)渗铬技术的应用 T8、Cr12钢拉深模经渗铬处理[渗剂(质量分数):铬粉50%+氧化铝48%+氯化铵2%],渗层表面硬度为1560HV0.2,提高模具寿命3~10倍,具体应用效果见表12-22。
表12-22 模具渗铬技术的应用效果
2.模具的渗钒技术
渗钒是在一定温度下将模具置于能产生活性钒原子的介质中,使钒渗入模具表面的化学热处理。模具常用液体渗钒工艺。液体渗钒可在中、高碳钢或合金钢表面形成硬度为2800~3200HV的钒碳化物覆层,以提高模具的耐磨性和抗咬合性能。(https://www.daowen.com)
渗钒技术常用于冷作模具的表面强化处理,可获得高的耐磨性、较低的摩擦因数、优异的抗黏着性,在热挤压模上也得到了应用。
(1)渗剂及工艺 渗钒可在高温坩埚电阻炉内进行。渗钒盐浴成分(质量分数):Na2B4O780%~85%+钒铁(含钒43%)15%~20%。盐浴呈碱性(pH=9)。
渗钒模具材料有T8、T10、CrWMn、Cr12、W18Cr4V和45钢等。模具渗钒温度为850~1000℃,渗钒时间为2~6h。模具渗钒后可空冷、油冷或水冷。
(2)应用 盐浴渗钒可以用于冲裁模、弯曲模、挤压模、拉深模、切边模、冷镦模、制管模和粉末冶金模等各种冷作模具,使用寿命与渗氮的模具相比,可提高几倍至几十倍。例如,M20六角螺母冷镦凹模,经渗钒后的寿命为15万件,比常规热处理的模具高9倍,比盐浴渗硼高0.5倍,且无剥落和起皮现象。
3.模具的铬钒共渗技术
铬钒共渗是在一定温度下将铬、钒两种元素同时渗入模具表面的化学热处理。该工艺可以提高模具表面抗高温氧化性及耐磨性,但共渗层薄,不适合较大载荷下工作的模具。
实例 5CrNiMo钢制热作模具的铬钒共渗。
1)渗剂成分(质量分数):Cr-Fe50%+Al2O343%+NH4Cl2%+钒粉5%。
2)工艺与效果。铬钒共渗工艺:共渗温度为1050℃,共渗时间为5h。5CrNiMo钢制热作模具经铬钒共渗后,抗高温氧化能力比常规处理提高3倍,耐磨性更好,使用寿命显著提高。
4.模具的渗铌技术
模具渗铌后,表面形成铌碳化物渗层。铌渗层具有很好的耐蚀性和抗氧化性能。与铬渗层相比,铌渗层更薄,但渗层硬度更高、耐磨性更好。渗铌方法主要有液体渗铌法和固体渗铌法。
实例 Cr12MoV钢制油底壳拉深模,原工艺为1000℃加热油淬,回火,模具寿命2万件左右;采用盐浴渗铌后,模具寿命提高到18万件。其热处理工艺:1050℃×6h渗铌,油淬;200℃×4h×2次回火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






