清洁度评定是通过一定的手段,将轴承中的杂质污染物分离出来,观察其污染情况并测定污染物的量。其评定方法也包括显微镜计数法、自动微粒计数法和质量法等。
1.显微镜计数法
通过清洗将轴承中的杂质转移至清洗液中,然后将清洗液用滤膜过滤,用显微镜观察滤膜上采集到的杂质微粒的大小及数量。
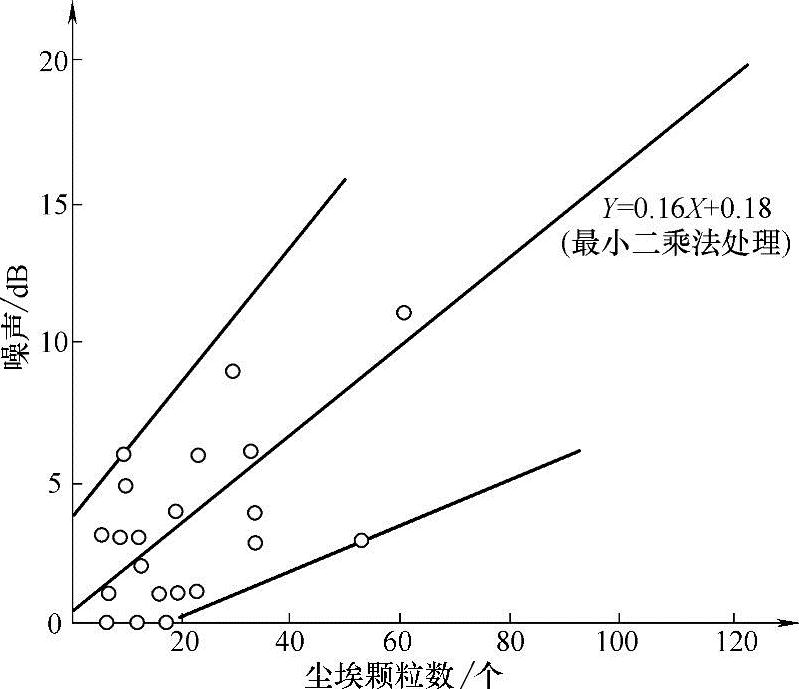
图6-45 夹杂试验法(协同B法)和安德鲁测定仪 测得的尘埃个数与噪声的相关性
显微镜法可直接观察到轴承中杂质微粒的真实形状、大小及数量,同时可根据杂质的形貌、色泽等分析判断杂质的性质和化学成分。一般多用于微型轴承、精密轴承的清洁度测定。
2.自动微粒计数法
自动微粒计数法是利用光电原理,对轴承中的杂质微粒大小、数量进行直接测定。它同样也是通过清洗将轴承中的杂质微粒转移至清洗液中,然后通过微粒计数器直接测量清洗液中杂质的大小和数量。此法速度快、精度高。但该仪器价格较高,适用于清洁度要求较高的轴承产品。
3.质量法
此法简单易行,是目前采用较多的一种方法。JB/T 7050—2005《滚动轴承 清洁度评定方法》中规定的试验方法即为此法。
质量法是通过清洗将多套轴承内的杂质转移至清洗液中,然后将清洗液通过滤膜过滤,再将滤膜及滤膜上的杂质烘干、称重,并计算出平均每套轴承中的杂质微粒的质量。
为了保证质量法的测量精度,需要有专门的清洁工作室,室内降尘量不得超过40mg/mm2,且试验用的器具也必须清洁干净。
4.JB/T7050—2005《滚动轴承清洁度评定方法》
JB/T7050—2005《滚动轴承清洁度评定方法》主要适用于轴承外径D≤180mm的成品轴承,适用于轴承制造厂和用户对轴承清洁度的评定。
轴承清洁度定义:经油封、包装后的成品轴承(非一次性润滑轴承,包括包装物粘于轴承上的)污染物的含量,以平均每套轴承含污量(mg/套)予以评定。
(1)测试环境条件 清洁度测试室的环境条件要求:为保证测试结果的准确性,室内应有良好的防尘措施,测试室内连续24h单位面积降尘量不应超过40mg/m2。
试验用具应预先清洗干净,并用白绸布擦拭,擦拭后白绸布上不应出现脏痕。
(2)测试用器具 清洁度测试所用的主要仪器、材料和用具见表6-20。
表6-20 清洁度测试所用的主要仪器、材料和用具
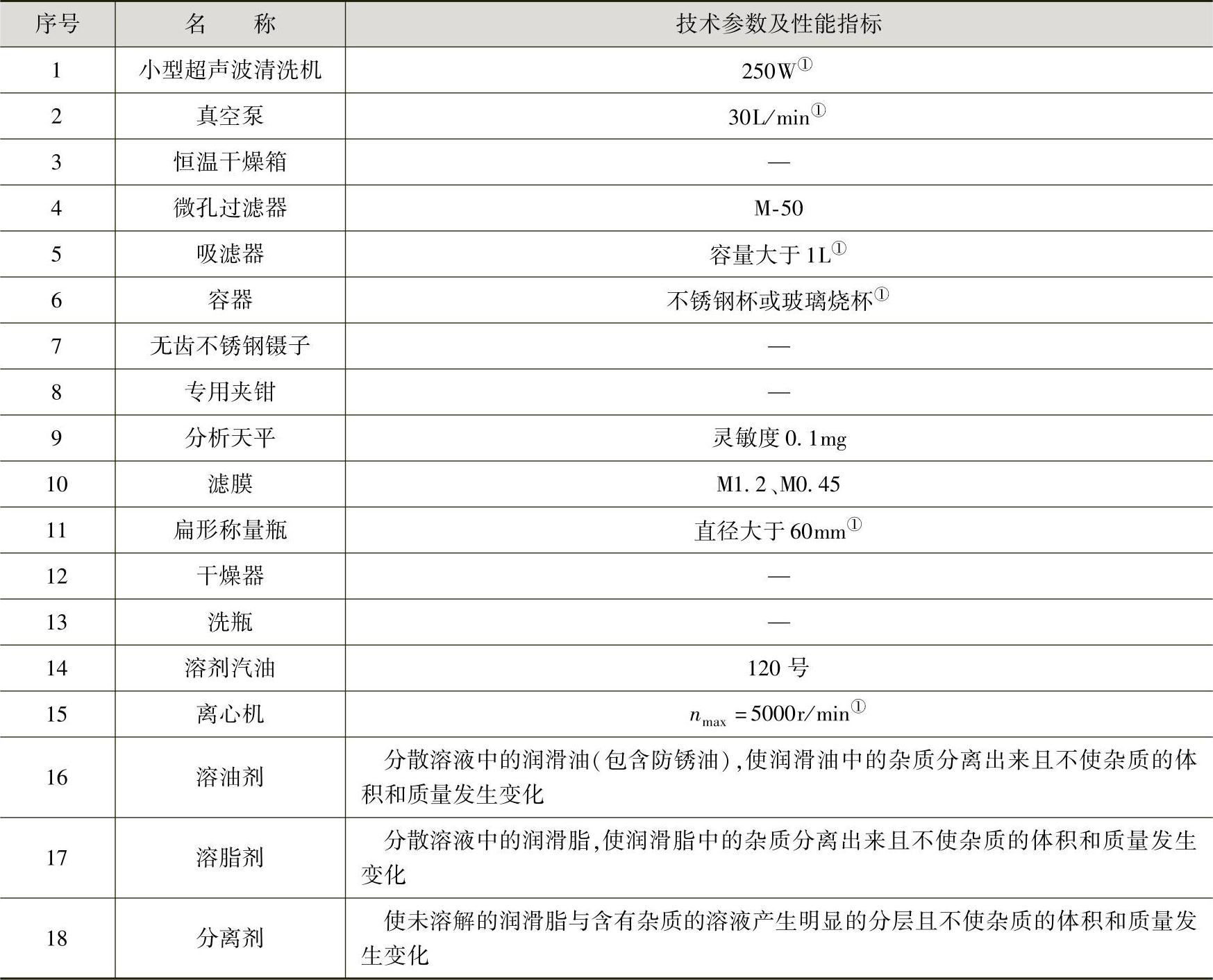
①该技术参数仅供参考。
(3)试样轴承类型分类 非一次性润滑轴承确定为A类轴承;所添加的润滑脂能完全溶解于溶脂剂的一次性润滑轴承确定为B类轴承;所添加的润滑脂不能完全溶解于溶脂剂的一次性润滑轴承确定为C类轴承。
(4)测试前的准备 用0.45μm滤膜过滤120号溶剂汽油,并置于清洁干燥的容器中备用。用上述溶剂汽油将相关器具和用具清洗干净并使其干燥。
(5)测试
1)A类轴承的测试
步骤1,用镊子取两张1.2μm滤膜放入半开着的称量瓶中,在(90±5)℃的恒温干燥箱中,恒温干燥30min。
步骤2,用镊子从恒温干燥箱内取出称量瓶,半开着放入干燥器中冷却30min,然后用镊子取出滤膜,用分析天平分别称量并记下数据,记作m试1、m控1。
步骤3,用镊子从称量瓶中取出已称量的m试1和m控1两张滤膜,放入干净的溶剂汽油中,充分湿润后放于微孔过滤器的网板上,上膜为m试1试验滤膜,下膜为m控1控制滤膜,连接吸滤瓶及真空泵系统。
步骤4,随机抽取表6-21中规定数量的试样轴承。
表6-21 各类轴承样本数

步骤5,根据试样轴承的大小和数量,选取适当大小的干净容器a,放入全部试样轴承并加入适量的溶剂汽油(轴承应被全部浸没),放置2h后,摇动(或转动)轴承,使附于轴承上的油彻底脱去。取出轴承,置于干净的容器内。
步骤6,根据试样轴承的大小,选取两只适当大小的干净容器b和V,分别加入等量的溶剂汽油,溶剂汽油的量不应少于200mL,容器中溶剂汽油的深度取试样轴承宽度的两倍为宜。
步骤7,将容器b和V放入超声波清洗槽内,槽内注入槽容积1/3以上的水,容器底与槽底的距离控制在10~25mm为宜。
步骤8,用专用夹钳夹取试样轴承一套,先后平放于容器b、V中清洗(每次清洗允许多套,但不允许重叠或错叠),清洗时间各为2min。用专用夹钳将试样轴承从容器V中取出,用装有溶剂汽油的洗瓶喷洗试样轴承1~2次,洗液收入另一干净的容器d中。重复上述操作,至试样轴承全被清洗干净,然后将容器b和V从清洗槽中取出。
步骤9,待容器a放置1h以上后,用注射器弃去上层清液,然后放入超声波清洗机内(操作与容器b、V同),在超声波的作用下逐步加入溶油剂,超声波作用时间5min,直至溶液全部溶解成一透明液为止。开动离心机,将容器a、b、V内的溶液分离2min。
步骤10,开动真空泵,在真空减压条件下将容器a、b、V、d内的溶液真空过滤。然后用洗瓶内的溶剂汽油喷洗容器a、b、V、d的内壁及底部2~3次,洗液也进行真空减压过滤。用洗瓶内的溶剂汽油喷洗过滤器内壁及底部2~3次。将过滤器卸下,取出试验滤膜和控制滤膜按开始试验时试样对试验后的滤膜进行干燥、冷却和称重,并记下称重的数据,分别记作m试2和m控2。
步骤11,根据下式计算出平均每套轴承内的含污量W:
 (https://www.daowen.com)
(https://www.daowen.com)
式中 W——平均每套轴承含污量,单位为mg/套;
m试2——试验后试验滤膜质量,单位为g;
m试1——试验前试验滤膜质量,单位为g;
m控2——试验后控制滤膜质量,单位为g;
m控1——试验前控制滤膜质量,单位为g;
N——试样轴承的数量,单位为套;
2)B类轴承的测试。B类轴承的测试方法与A类轴承基本相同,但在操作步骤5时要首先将轴承外表面擦干净,然后卸下密封圈并与轴承一并放入容器a中,放置时间改为12h,使得附于轴承及密封圈上的脂彻底脱去,并将步骤9中加入的溶油剂改为溶脂剂。
3)C类轴承的测试。C类轴承的测试方法与A类轴承基本相同,但在操作步骤5中放置时间改为12h,使得附于轴承上的脂彻底脱去。此外在容器a放置1h后,用注射器弃去上层清液,然后加入适量的分离剂,经搅拌后静置1h,待絮状物与溶液明显分离后,倒入分液漏斗进行分液,用容器e收集下层含有污染物的溶液。
将分液漏斗内的上层絮状物浊液取出,倒入一只干净的容器f中,按步骤9操作加入适量的溶脂剂,在超声波作用下搅拌5min,直至溶液中的絮状物全部溶解成一透明液为止。开动离心机及真空泵,将容器b、V、e、f内的溶液分离、过滤,并清洗容器底和内壁2~3次(包括容器a),并将清洗液在真空减压下进行过滤。以后操作步骤与A类轴承同。若操作中絮状物仍不能溶解,再按前操作将不溶物再重复溶解一次,并在试验报告中予以说明。
若对检测结果有疑问,可通过空白试验查找原因,并对检查结果进行必要的修正或重新取样测试。
4)空白试验方法。测试步骤如下:
第一步,按上述步骤1~步骤3进行试验准备。
第二步,取一容器并加入适量的溶剂汽油(约500mL),将容器置于超声波清洗机槽内(槽内注入槽容积1/3以上的水,容器底与槽底距离控制在10~25mm为宜)。在超声波作用下,缓缓加入试样轴承清洁度测试所用的同类型、同剂量的溶油剂或溶脂剂,经2min后取出容器,关闭超声波清洗机。
第三步,按上述步骤10、步骤11操作,过滤容器中的溶剂,干燥、冷却、称量控制滤膜和试验滤膜,并计算出W值(计算公式中的N取1)。
若W>0.4mg/套,则需要进一步查找原因,并对测试结果进行必要的修正或重新取样测试。
5)清洁度测试室降尘量的测定方法。
①器具:白瓷盘或玻璃板,面积为300mm×250mm;M-50型微孔过滤器。
测试前用溶剂汽油将相关器具清洗干净并使其干燥;用0.45μm滤膜过滤润滑油,并置于清洁干燥的容器中备用。
②测试:将表面涂有经0.45μm滤膜过滤的润滑油的白瓷盘或玻璃板平放于测试室内,并记录开始时间。放置24h后,用溶剂汽油将白瓷盘或玻璃板上的降落物全部洗净,并用容器收集洗涤液。
按标准中规定试验步骤对洗涤液进行过滤,并对滤膜进行干燥和称重。
按下式计算24h的单位降尘量:

式中 W1——24h单位降尘量,单位为mg/m2;
Sp——白瓷盘或玻璃板接尘总面积,单位为m2;
mp——白瓷盘或玻璃板内降落物总质量,单位为mg。
5.轴承清洁度控制指标
按GB/T272—1993《滚动轴承代号方法》规定的各尺寸系列的成品轴承,其平均每套轴承含污量最大允许值不应超过表6-22、表6-23的规定,Z2(V2)组轴承,其平均每套轴承含污量不应超过表6-22、表6-23所列限值的0.7倍;Z3(V3)及以上组别轴承,其平均每套轴承含污量不应超过表6-22、表6-23所列限值的0.42倍。
表6-22 成品轴承清洁度最大允许值(一)
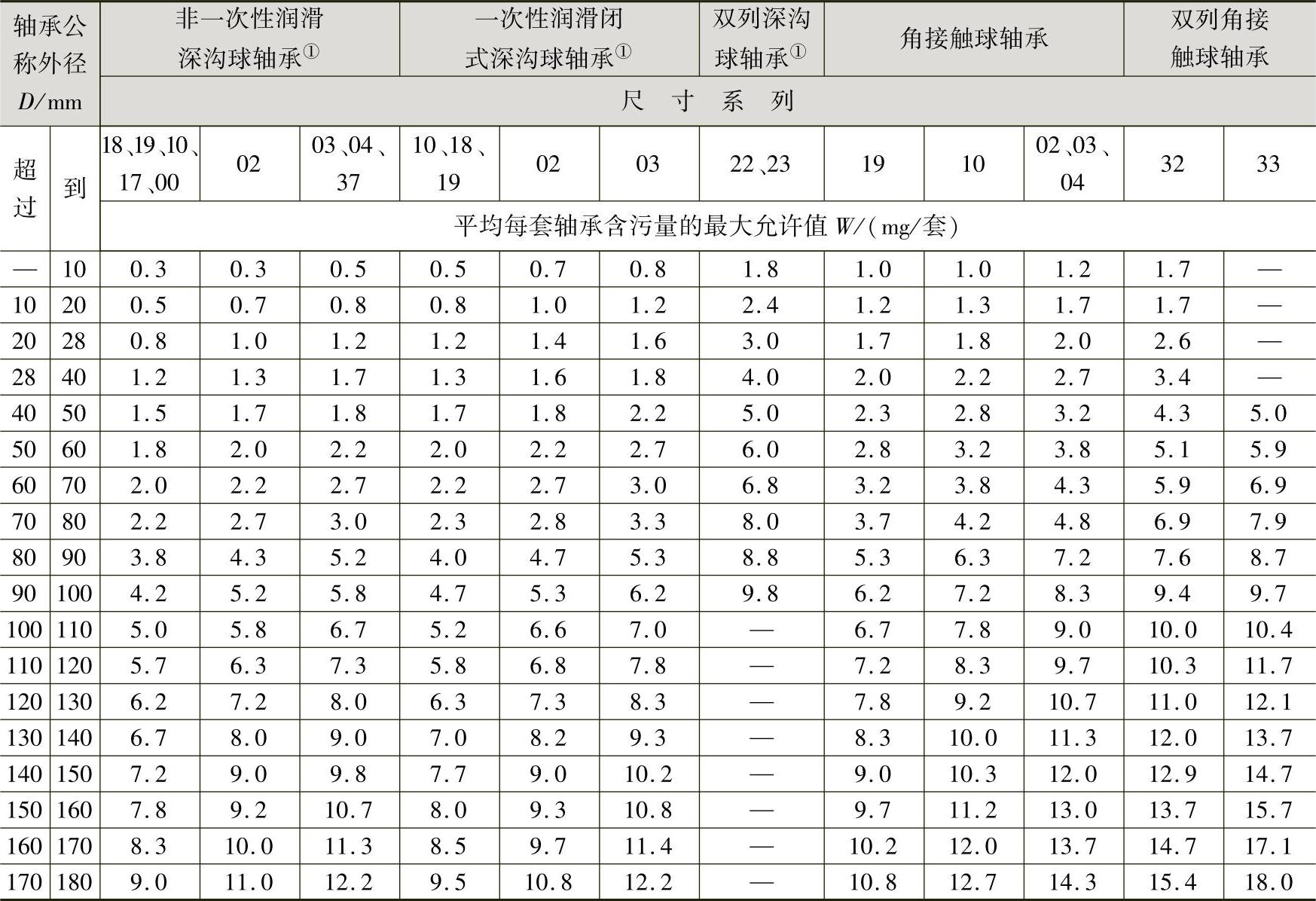
①带止动槽轴承的最大允许值为同尺寸不带止动槽轴承的1.1倍。
表6-23 成品轴承清洁度最大允许值(二)

JB/T 7050—2005中的清洁度评定方法是用质量法测定轴承成品油封后的含污量,也许是由于防锈油和润滑脂的溶解较困难,所以标准中用了三种特定的材料:溶油剂、溶脂剂和分离剂。标准虽给这三种材料下了定义,然而这三种材料市场上并无具体符合定义标准的产品供应。
轴承的清洁度按国外的做法,应该是指轴承成品的清洁程度,至于防锈油和润滑脂的清洁度,应该是属于防锈油厂和润滑脂生产厂家的事。防锈油厂和润滑脂生产厂应根据轴承厂提出的有关清洁度的要求和标准,生产符合轴承清洁度要求的产品。可是,在国内还有一定难度。因而造成我国出口的轴承或者精度要求较高的、低噪声、低振动的轴承,几乎都选用国外进口的油脂,特别是润滑脂。所以要提高精密轴承清洁度,必须在加强零件和成品清洗特别是采用精密清洗的同时,还应加强管理,防止二次污染。此外,提高国产防锈油及润滑脂的清洁度也是当务之急。
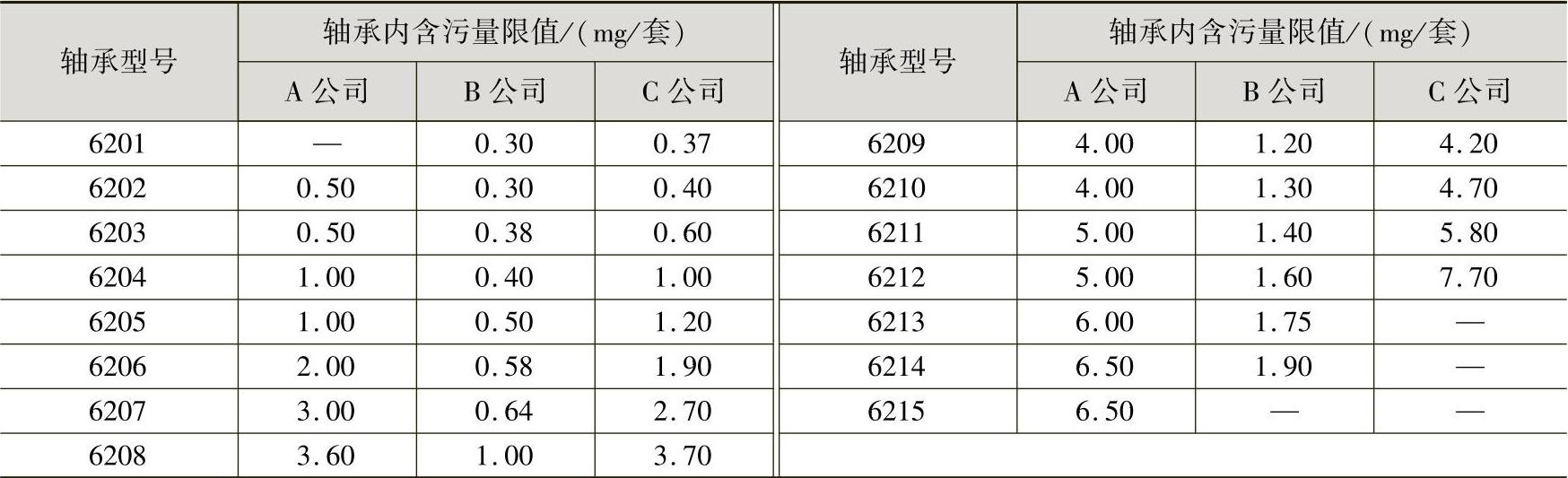
作为轴承清洁度评定方法,是否还应对污染物的性状和大小做出相应的规定。对于做相对运动的机械零部件轴承来说,对其使用寿命和可靠性影响最大的问题是粒子污染,尘土虽小,影响有时却很大,而纤维有时较大,却影响甚小。当污染粒子的大小刚好与机械运动副配合的间隙相当时,造成的影响和危害最大。因为太大的粒子进不到间隙中,太小的粒子则可在间隙中游动。在ISO标准中,清洁度就采用了粒度法。国外轴承公司关于深沟球轴承的清洁度的推荐值见表6-24。
表6-24 国外轴承公司关于深沟球轴承的清洁度的推荐值
质量法测定轴承清洁度操作繁琐,耗时长。一旦检测出清洁度超标,可能已有数以千甚至万计的轴承已入库或已流入市场。所以要控制清洁度关键还在于日常生产中要加强清洗;提高清洗液的清洗效率和过滤精度;监测和控制清洗液的含污量;改善装配环境,控制装配间的降尘量;改善和提高防锈油及润滑脂的清洁度等。只有这样产品清洁度才能大幅度提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





