1.数控镗铣床
数控镗铣床无自动换刀装置,其辅助动作比较简单,故通常使用气动系统进行控制。数控镗铣床的气动系统一般用于主轴吹气、刀具的夹紧松开、防护门开关等控制,其典型回路如图8.1-11所示。
本机床的气动系统由主轴吹气、刀具夹紧松开、防护门控制三部分组成,系统还带有两只连接清洁用气枪的接头,气枪用来清理工件和工作台面的铁屑。气动系统的原理如下。
1)主轴吹气:由二位三通电磁换向阀控制,换刀时接通气动阀,便可在主轴锥孔内通入压缩空气,对刀柄、锥孔进行清洁。
2)刀具松开:由二位五通电磁换向阀控制,气动阀接通时,在刀具松开腔通入压缩空气,气缸可顶开主轴上碟形弹簧、松开刀具;气动阀断开时,刀具夹紧腔通入压缩空气,气缸复位,主轴上的刀具通过碟形弹簧自动夹紧。
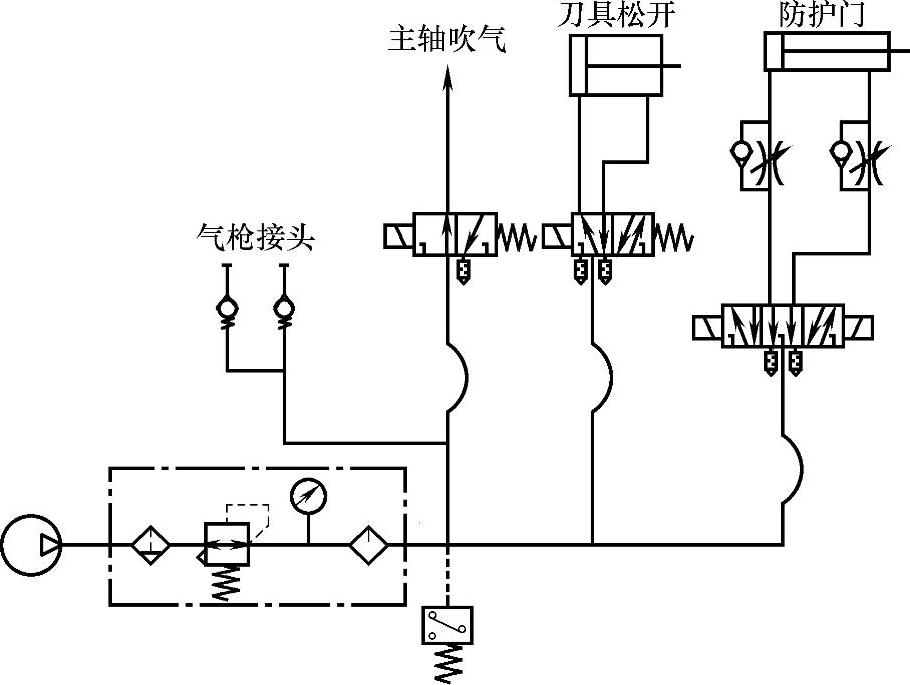
图8.1-11 数控镗铣床气动原理图
3)防护门开关:由三位五通电磁换向阀控制,当电磁阀不通电时,防护门可手动移动;门的打开、关闭由两侧的电磁线圈控制;开门、关门的速度可通过2只单向节流阀独立调节。
2.立式加工中心气动系统(https://www.daowen.com)
立式加工中心的气动系统主要用于主轴吹气、刀具夹紧松开及无机械手直接换刀机床的刀库移动控制等。图8.1-12为某立式加工中心的气动系统原理图,该加工中心采用无机械手直接换刀方式换刀,其主轴定向准停带有机械插销定位机构,刀具的装、卸动作利用Z轴的上下运动实现。气动系统原理说明如下。
1)主轴吹气:由二位二通电磁换向阀控制,换刀时接通气动阀,便可在主轴锥孔内通入压缩空气,对刀柄、锥孔进行清洁。
2)主轴定位插销:用于定向准停位置的机械锁定,防止换刀时出现主轴位置偏移,它由二位三通电磁换向阀控制。在自动换刀前,主轴首先通过电气控制完成定向准停,然后接通气动阀、插销定位,固定主轴位置,随后便可执行刀库前移等换刀动作。换刀结束后,拔出插销、主轴可重新旋转。
3)刀具松开:由二位五通电磁换向阀控制,气动阀接通时,在刀具松开腔通入压缩空气,气缸可顶开主轴上碟形弹簧、松开刀具;气动阀断开时,刀具夹紧腔通入压缩空气,气缸复位,主轴上的刀具通过碟形弹簧自动夹紧。
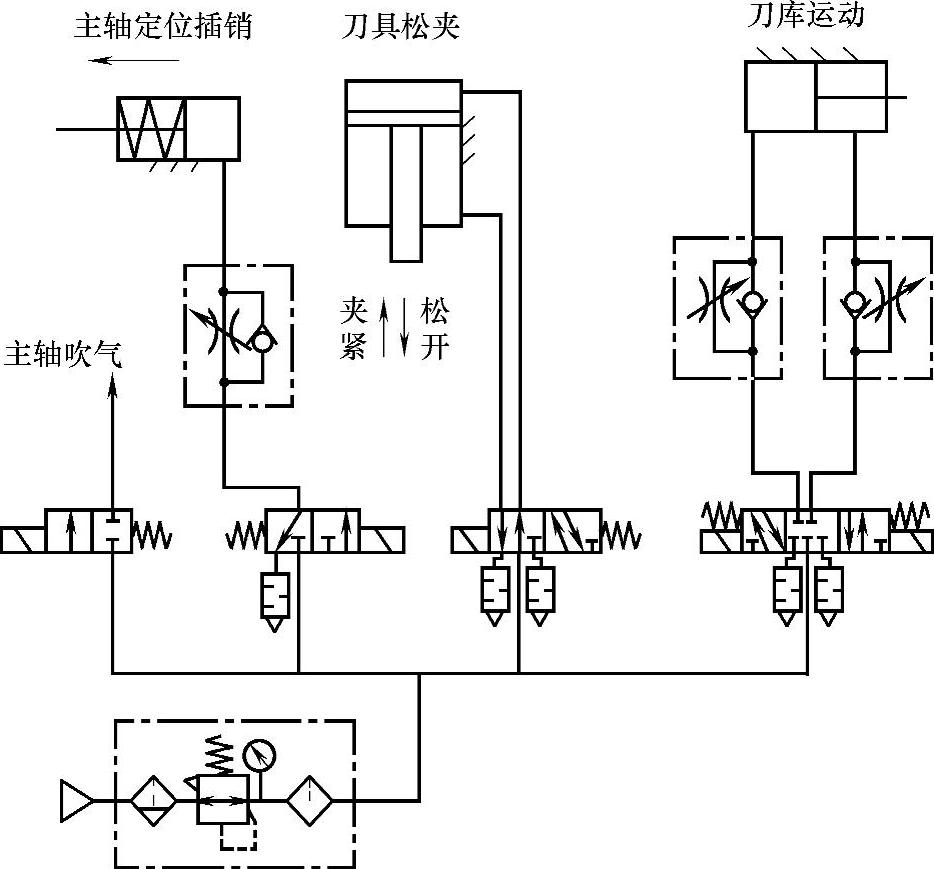
图8.1-12 立式加工中心气动原理图
4)刀库运动:无机械手直接换刀的立式加工中心,一般需要通过刀库的前后移动,使刀库换刀位和主轴同轴,在此基础上,通过Z轴的上下装卸刀具。本机床的刀库前后移动由三位五通电磁换向阀控制,运动速度可通过2只单向节流阀独立调节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






