【摘要】:生产中常以浇注时分型面所处的位置,即水平、垂直或倾斜位置,分别称为水平浇注、垂直浇注或倾斜浇注。对于合金体收缩率大或结构厚薄不均的铸件,确定浇注位置时应优先考虑实现顺序凝固的条件,以便于安放冒口和发挥冒口的补缩作用,如图6-18所示。6)应使合型位置、浇注位置和铸件冷却相一致。
浇注时铸件在铸型中所处的位置称为铸件的浇注位置。生产中常以浇注时分型面所处的位置,即水平、垂直或倾斜位置,分别称为水平浇注、垂直浇注或倾斜浇注。在工艺设计时,应注意以下原则:
1)铸件的重要加工面、主要工作面和受力面应尽量放在底部或侧面,以防止这些表面上产生砂眼、气孔、夹渣等铸造缺陷,如图6-13所示。
2)铸件的大平面应朝下,避免夹砂结疤、气孔类缺陷,如图6-14所示。对于宽大的平板类铸件,有时为了增大金属液的上升速度,保证铸件质量,可采用倾斜浇注,如图6-15所示。倾斜浇注时,依砂箱大小,H值一般控制在200~400mm范围内。
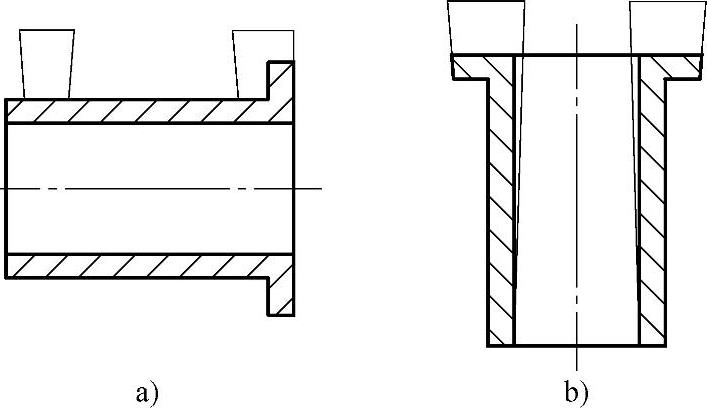
图6-13 起重机卷筒的浇注位置
a)不合理 b)合理
3)尽量少用吊砂、吊芯或悬臂式砂芯,以便保证铸件质量,便于下芯、合型及检验,如图6-16所示。
4)铸件的薄壁部分应放在下半部或置于内浇道以下,避免出现浇不到、冷隔等缺陷,如图6-17所示。
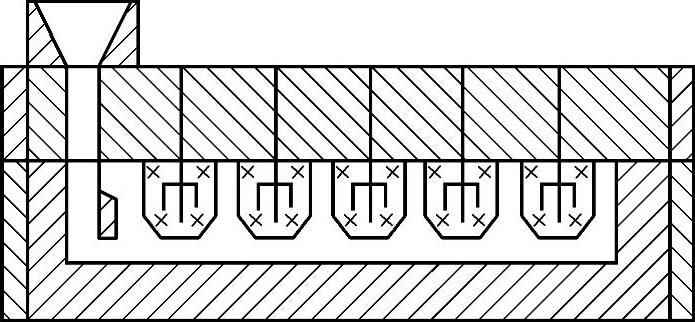
图6-14 具有大平面的铸件的浇注位置(https://www.daowen.com)
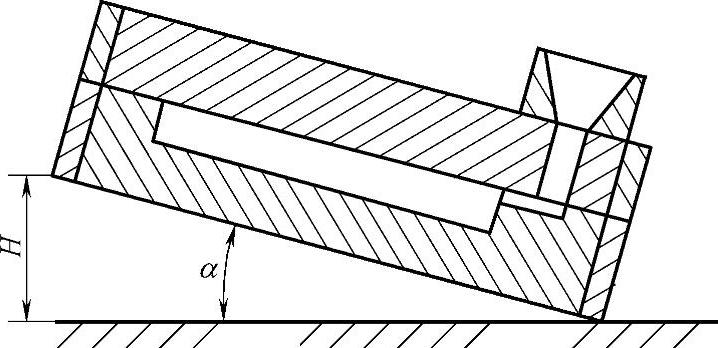
图6-15 大平板类铸件的倾斜浇注
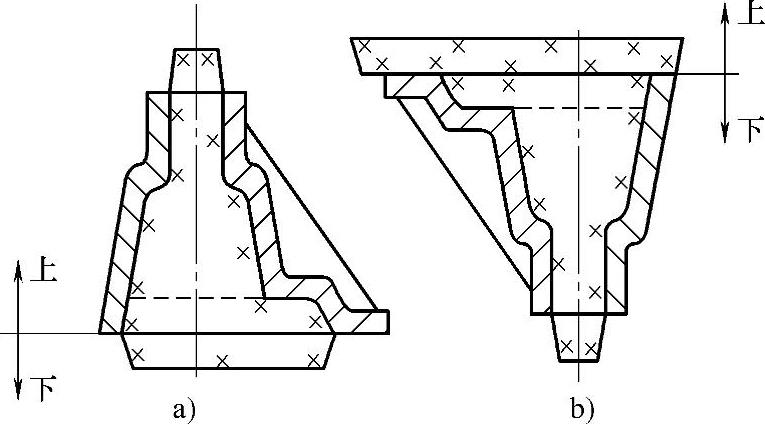
图6-16 便于合型的浇注位置
a)不合理 b)合理
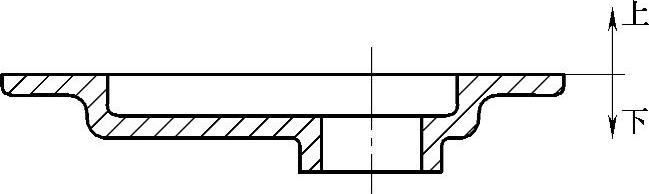
图6-17 曲轴箱的浇注位置
5)应有利于铸件的补缩。对于合金体收缩率大或结构厚薄不均的铸件,确定浇注位置时应优先考虑实现顺序凝固的条件,以便于安放冒口和发挥冒口的补缩作用,如图6-18所示。
6)应使合型位置、浇注位置和铸件冷却相一致。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




