【摘要】:树脂砂型吃砂量比普通砂型小,模样与砂箱壁之间的距离可取20~50mm,上、下面之间的距离取50~100mm。确定砂箱中铸件的排列数量时主要应考虑铸件尺寸、生产批量、吃砂量、设备等因素。
1.确定砂箱中铸件数量的一般原则
砂箱中铸件数量一般要根据工艺要求和生产条件来确定。铸件尺寸、吃砂量、设备情况等因素都会影响铸件在砂箱中的数量和排列。
2.吃砂量的确定
吃砂量是指模样与砂箱壁、箱顶(底)和箱带之间的距离。吃砂量太小,砂型紧实度差,强度低,易产生胀砂、冲砂、跑火等缺陷;吃砂量太大,则不经济且不合理。影响吃砂量的因素较多,故在设计时应综合考虑。吃砂量参考数值见表6-2。
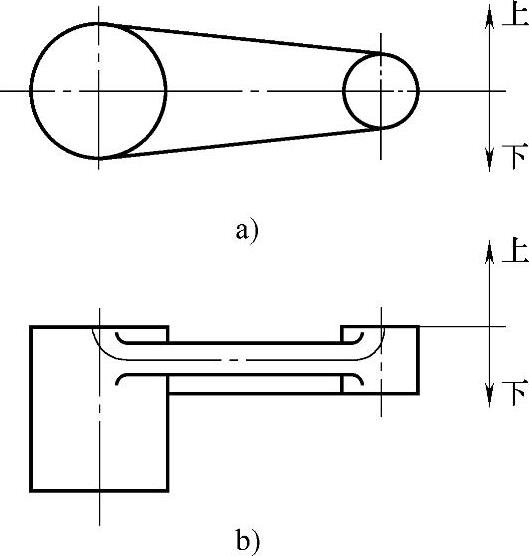
图6-23 摆臂铸件的分型面
a)不合理 b)合理
表6-2 吃砂量参考数值 (单位:mm)
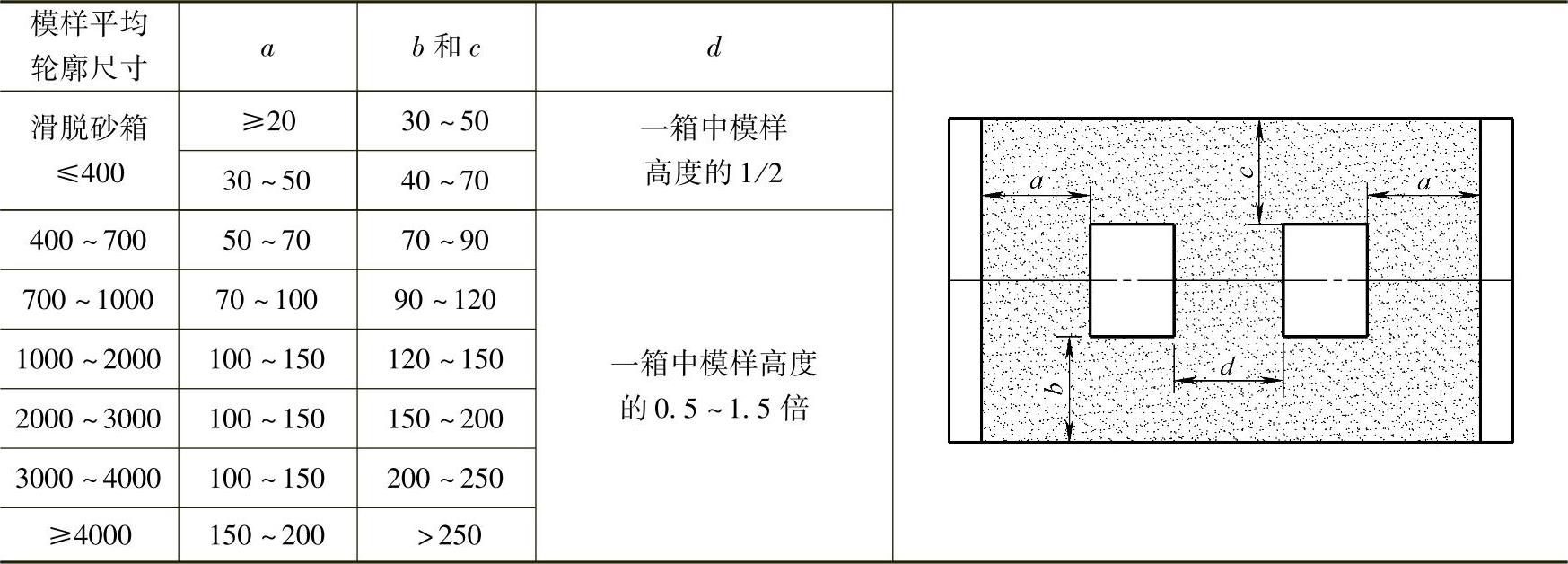
静压造型的吃砂量比其他成型方法的吃砂量小一些,如震实造型砂箱边缘模样高度与吃砂量的比为1.5∶1,而静压造型为3∶1。(https://www.daowen.com)
树脂砂型吃砂量比普通砂型小,模样与砂箱壁之间的距离可取20~50mm,上、下面之间的距离取50~100mm。
模样平均轮廓尺寸的计算公式为
A=L+B/2
式中 A——模样平均轮廓尺寸(mm);
L——模样在分型面处的最大长度(mm);
B——模样在分型面处的最大宽度(mm)。
3.铸件在砂箱中的排列
一箱中生产多件同种铸件时,模样最好对称排列。确定砂箱中铸件的排列数量时主要应考虑铸件尺寸、生产批量、吃砂量、设备等因素。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




