型材拉弯的加载方法常有以下四种。
(1)先预拉后弯曲,最后补拉(PA-M-PB法)首先对型材截面的型心施加轴向预拉力,使截面上的应力达到屈服极限;而后在预拉力不变的条件下施加弯矩使型材贴膜;最后补加轴向拉力,总拉力的数值以使型材最小半径截面上的内层材料达到拉伸屈服极限为宜。预拉力的作用在于消除供应状态的初始扭曲变形以及防止弯曲过程中型材腹板的边缘失稳起皱。足够的总拉力保证了回弹量显著减小并减少或消除残余应力。
优点:回弹量较小,能消除初始扭曲;防止腹板失稳起皱;残余应力小或不存在。
缺点:由外摩擦的影响。
适用范围:除弯角特别大以外的一切型材。
(2)预拉后弯曲(PA-M法)首先对型材截面的形心施加轴向拉力,而后在拉力不变的条件下施加弯矩使之贴模,轴线拉力的数值以弯曲后型材内部截面上最小的应力达到拉伸屈服极限为宜。
优点:无摩擦的影响,能消除初始扭曲;能防止腹板模板失稳起皱。
缺点:回弹量较大,有残余应力存在。
适用范围:弯角很大的型材(弯角α>90°~180°)。
(3)先弯曲,后施加轴向拉力(M-P法)首先对型材施加弯矩使之贴模,而后施加轴向拉力。轴向拉力的数值以使型材内部截面上最小的应力达到拉伸屈服极限为宜。
优点:回弹量较小,残余应力小或不存在。
缺点:有外摩擦的影响,不能消除初始扭曲;腹板可能失稳起皱。
(4)二次拉弯法 第一次拉弯仍采用上述的先拉伸后弯曲再拉伸的方法。由于第一次拉弯后型材已基本成形,但仍有一定的回弹量,所以第二次拉弯时弯曲变形很小,剖面上最外层与最内层材料的应力差很小,卸载后回弹量显著减小。
优点:不考虑回弹量的情况下零件能较好地贴模。
缺点:增加一次拉弯工序。
通过前四种方法的主要优缺点(如回弹量的大小、外摩擦的影响、失稳起皱的可能性、消除型材初始扭曲变形的可能性以及残余应力的大小)的比较,显然(PA-M-PB)法比(PA-M、M-P)法具有显著的优越性,在生产中已获得广泛使用。预拉在于使零件腹板在弯曲过程中能顺利进入拉弯模模槽。故不加预拉力(或很小)只能用于弯曲变形较小的零件或“二次拉弯”的拉校工序。由于(PA-M-PB)法的弯角大小受外摩擦影响的限制,因此在特殊情况下(对于弯角很大的型材)才采用(PA-M)法。(M-P)法在理论上是研究第一种方法的基础,所以在理论上有研究价值,然而在实际应用中已为第一种方法所包含。二次拉弯法由于它可以在拉弯模不考虑回弹量的情况下零件较好地贴模,已被生产实践越来越广泛地采用。(https://www.daowen.com)
预拉在于使零件腹板在弯曲过程中能顺利进入拉弯模模槽。故不加预拉力(或很小),只能用于弯曲变形较小的零件或“二次拉弯”的拉校工序。(PA-M)法用于相对弯曲半径较小的零件,或用于"二次拉弯"的第一次成形。(M-P)法回弹最小,(PA-M)法回弹最大,此两种方法回弹量与拉力P关系如图10-3所示。
为了使整个毛料的剖面内应力尽量均匀,补拉时型材零件中部的最小必要拉伸量δP为 ,通常取1%。式中α——零件弯曲角;
,通常取1%。式中α——零件弯曲角;
REL——材料的下屈服强度;
E——材料的弹性模量。曲率回弹量
ΔK为
式中D——材料的应变刚模量;
ρ、ρ0——分别为回弹前后型。材中性层处
(即重心处)的曲率半径。
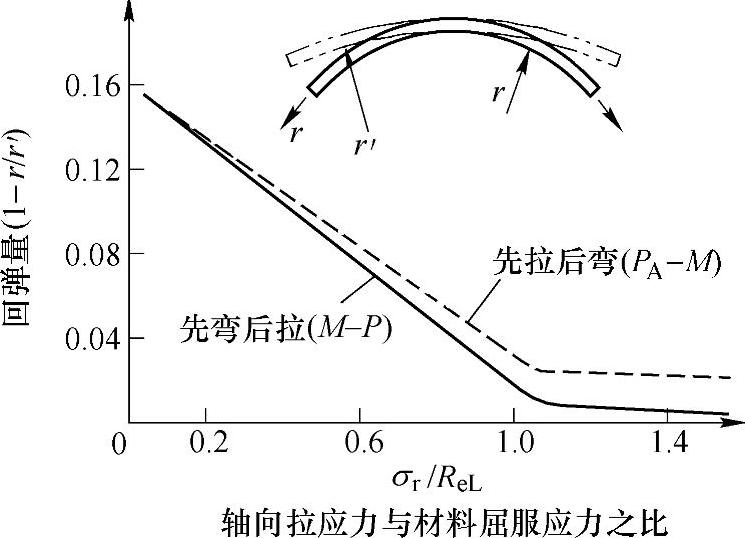
图10-3 (M-P)与(PA-M)比较
曲率半径的回弹量Δρ为

式中,K值对铝合金退火料取0.05~0.06,新淬火状态取0.08~0.09。
卸载后的角度回弹量Δα为

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





