1.2.2 异种金属组各的高能密度焊
高能密度焊包括电子束焊(EBW)、激光焊(LBW)和等离子弧焊(PAW)等。高能密度焊也称做高能束焊接,因为其焊接能源分别是直径很小、温度极高的离子束、电子束和光子束。弧焊的弧柱平均温度不超过5000℃,TIG焊温度较高可达8000~10000摄氏度(℃),而等离子束可达50000℃,电子束可达十万摄氏度,激光更高达百万摄氏度。与弧焊比较,高能密度焊是高成本焊接,但也是一种特种焊接方法。能够焊接弧焊方法不能适应的特种金属材料及特殊的异种金属组合。三种高能密度焊的共同之处是焊缝形成机理相同,也都不用开坡口和填充金属。等离子弧焊成本比TIG焊高,焊接优势不如激光焊及电子束焊,且操作复杂设备故障率高,在异种金属焊接中应用较少。
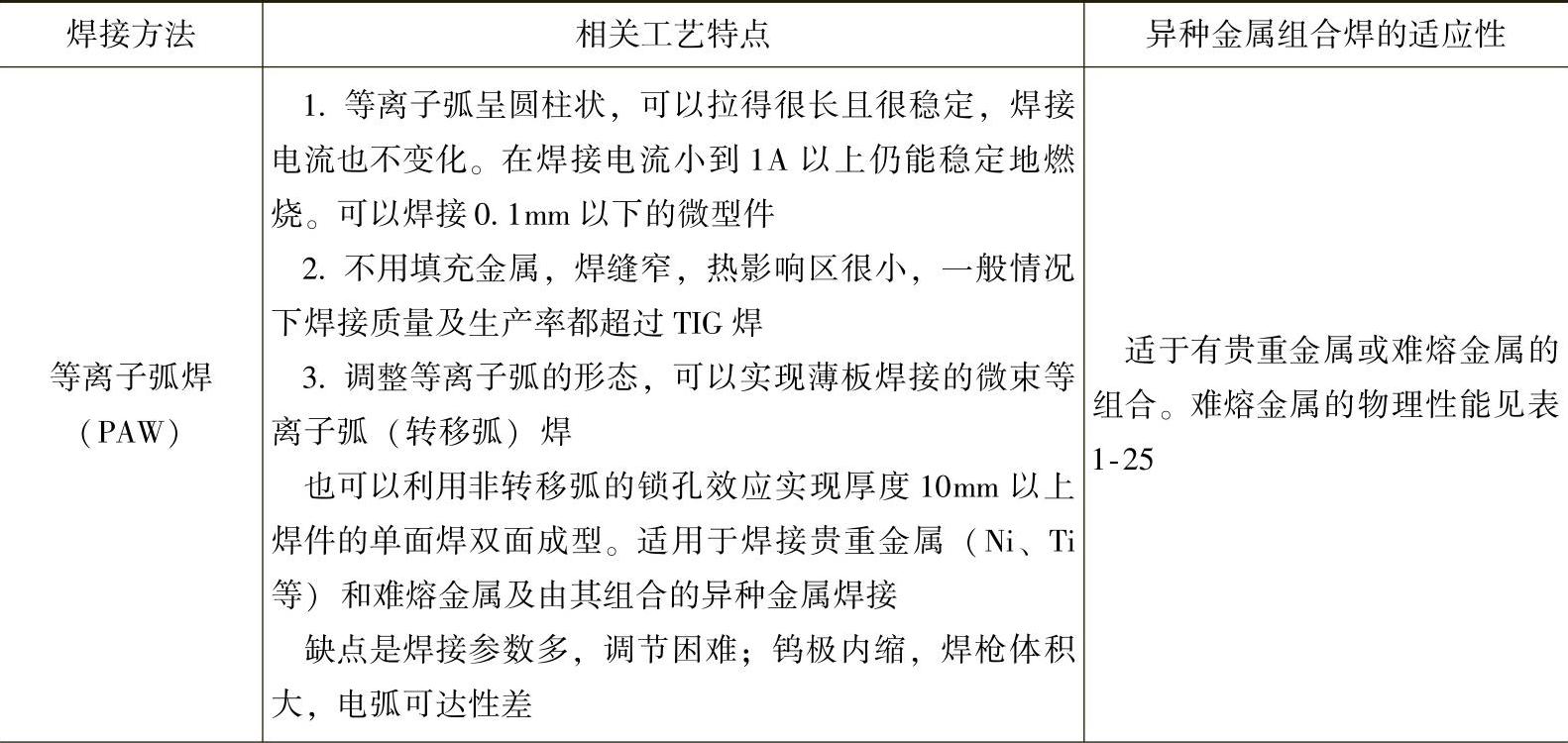
1.高能密度焊的相关工艺特点及对异种金属组合焊接适应性(见表1-23)
表1-23 高能密度焊的相关工艺特点及对异种金属组合焊接的适应性
(续)
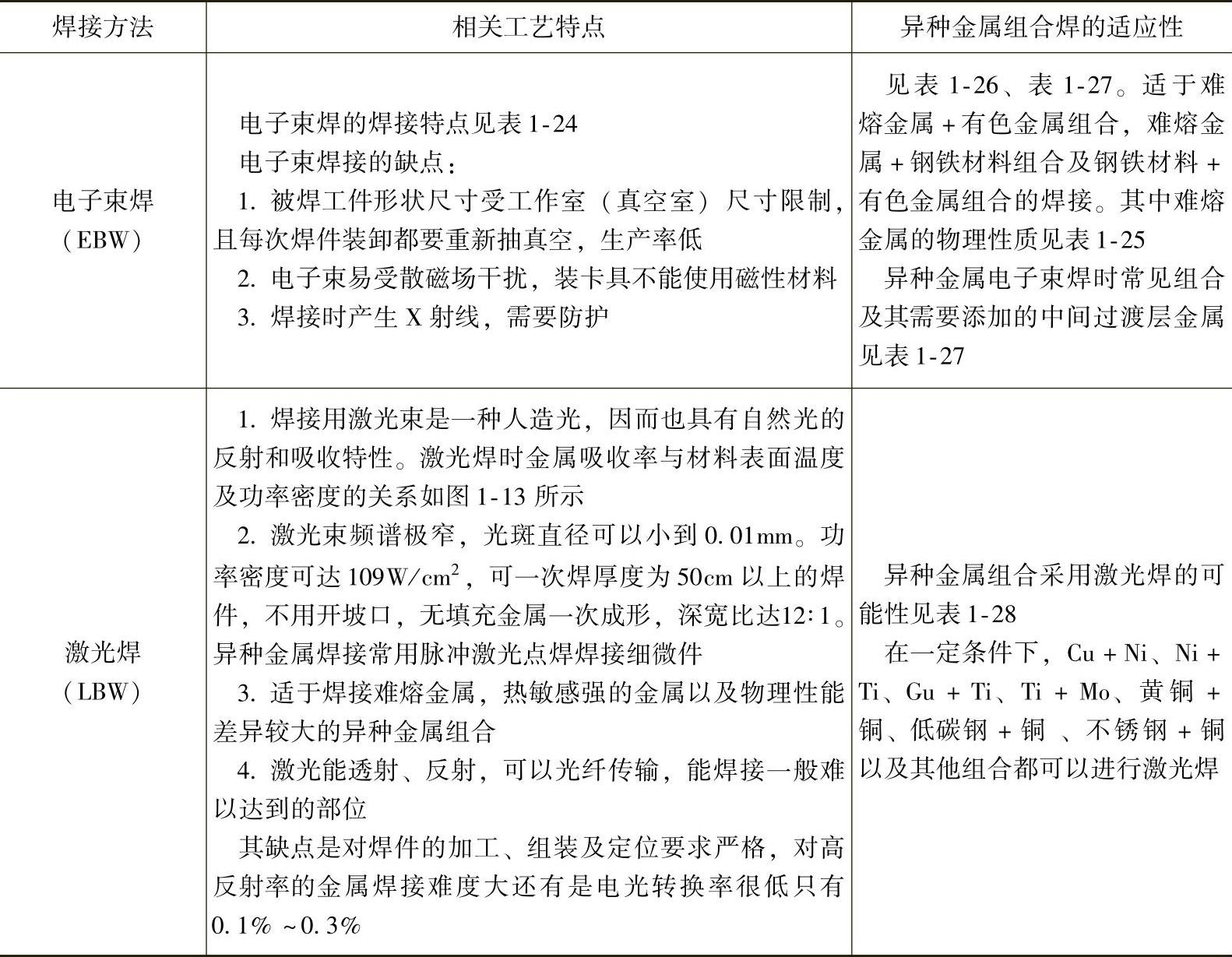
表1-24 电子束焊的焊接特点
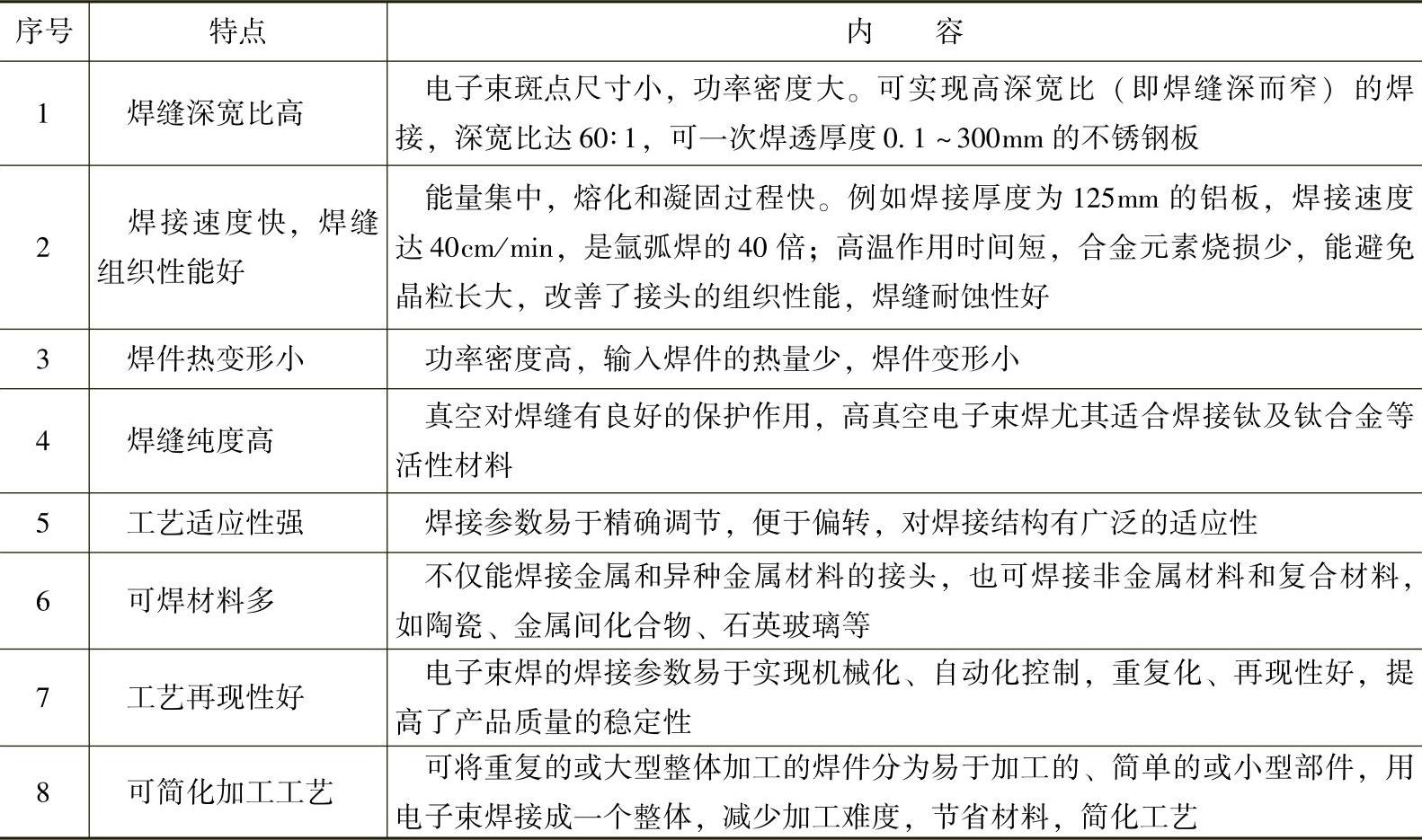
表1-25 难熔金属的物理性能
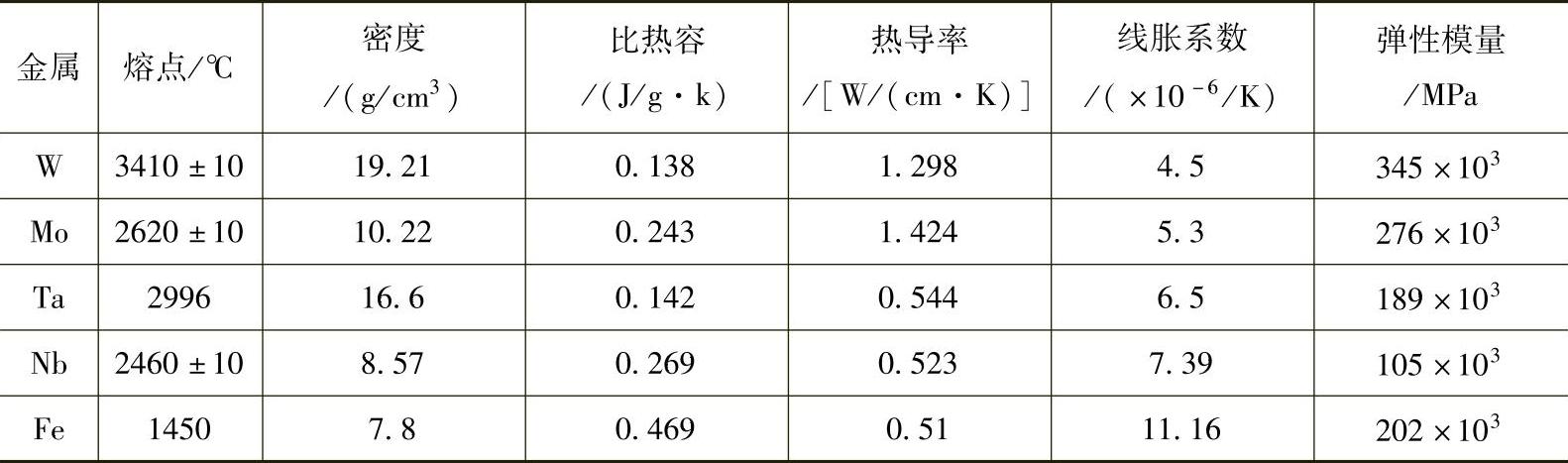
表1-26 各种金属组合采用电子束焊的适应性
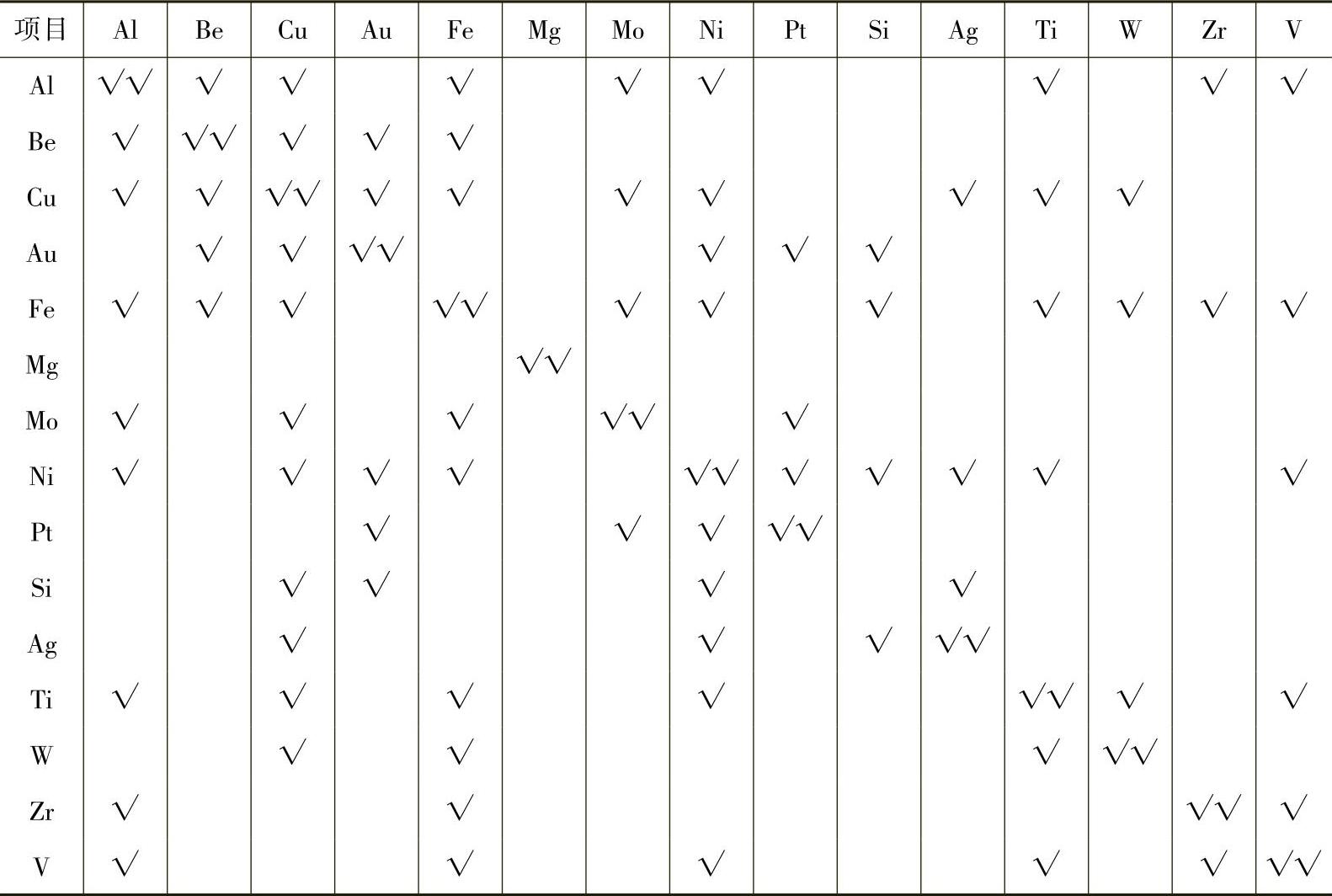
注:√为焊接性良好(√√为同种金属焊接);空白处为焊接性差或无相关数据。
表1-27 异种金属电子束焊时所采用的中间过渡层金属
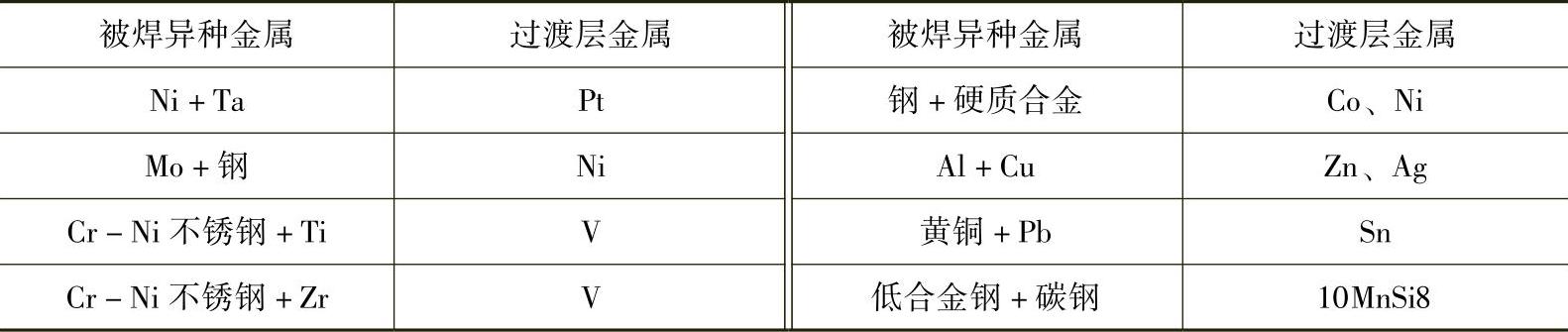
表1-28 异种金属组合采用激光焊的可能性
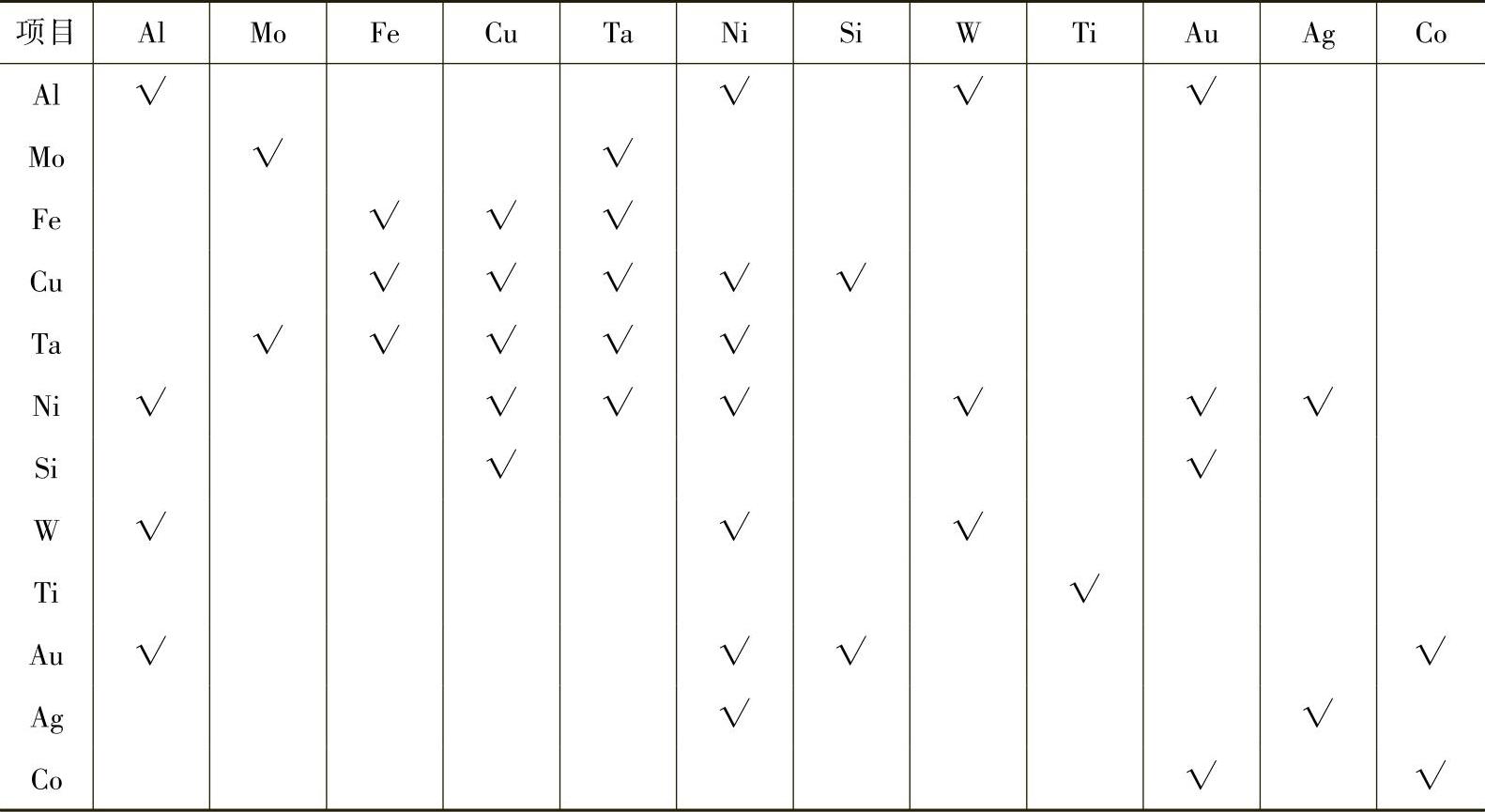
注:√为焊接性良好;空白为焊接性差或无相关数据。
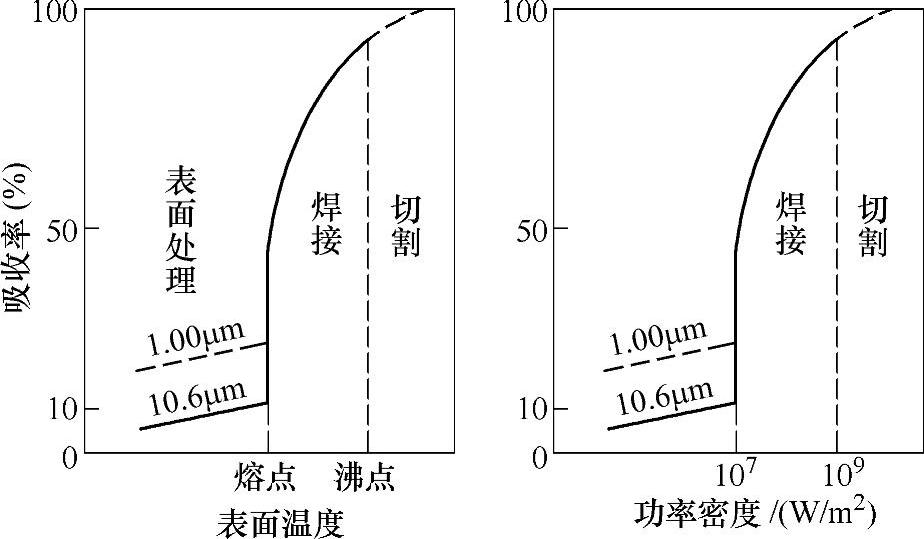
图1-13 金属吸收率与材料表面温度及功率密度的关系
2.异种金属组合电子束焊的工艺处理
(1)异种金属组合电子束焊的焊接性 异种金属熔焊焊接性的好坏,可根据两者的冶金相容性来判断,电子束焊也是如此,具有冶金相容性能够生成连续固溶体或能够无限互溶的异种金属,则具有良好的焊接性。有限互溶或焊缝能生成有限固溶体的电子束焊,也可以获得良好的接头强度与塑性。这也是与传统弧焊方法的最大区别之一。如果异种金属没有冶金相容性,采用弧焊方法(如TIG焊)焊缝就会生成金属间化合物,而采用电子束焊却能获得一定强度和致密性的焊接接头。因为电子束焊能够精确地控制和分配输入到被焊金属材料的能量,能够把金属间化合物限制到最小数量,使其厚度不超过几十微米,而TIG焊则无法控制和限制所形成的脆性金属间化合物的数量,这也是电子束焊的最大优势。例如,钼与镍组合的焊接,TIG焊无法获得合格的焊接接头,而电子束焊可以。还有,采用电子束焊-钎焊方法,可以将弧焊无法实现的钼+铜或钼+钨组合成功地连接到一起,保证接头有良好的致密性和一定的强度。
钼和铜是不能互溶的,且其线胀系数不同,采用电子束焊-钎焊焊接时,可控制钼不熔化而仅仅使铜熔化,熔化的铜浸润在钼上形成接头。铜与铝组合焊接时,为了避免产生金属间脆性化合物,还可以加锌箔或银箔。用银夹片(0.7mm薄片作为中间过渡金属层)可以获得塑性良好的铜-铝接头。所以异种金属真空电子束焊时,某些情况下也需要添加中间过渡金属层,过渡金属和两侧母材都应有良好的冶金相容性。
异种金属物理性能的差别和冶金相容性同样是判断异种金属工艺焊接性好坏的条件之一。对电子束焊来说,对异种金属不同熔点的处理,有两种工艺处理方法:其一是两种金属熔点接近,对工艺无特殊要求,可将电子束指向接头中间。如果要求焊缝金属的熔合比不同,以改善接头组织性能时,可将电子束倾斜一角度,指向要求熔合比多的一侧;其二是两种金属熔点相差较大时,为防止低熔点母材熔化流失,可将电子束集中在熔点较高的母材一侧,不让低熔点母材金属熔化过多而影响焊缝质量。还可以利用铜板传递热量,以保证两种金属受热均匀。
(2)钢与有色金属组合的焊接 钢一侧常用的是低碳钢和不锈钢,有色金属常用的是铝、铜、钛、镍及钨、钼等。无论低碳钢还是合金钢,与有色金属组合熔焊时,都可视为钢与有色金属组合的熔焊,因为钢的合金元素(即使是高合金钢)都是作为溶质,以铁为溶剂固溶在铁中的,除非不锈钢与镍基合金或高铬钢组合熔焊,才考虑合金元素的作用。
1)钢与铝及铝合金组合。由于铁与铝液态时无限互溶,固态时有限固溶而且还会生成金属间化合物。所以钢与铝合金组合的熔焊时焊接性较差,采用传统弧焊方法(如TIG焊)时,需要开不对称坡口,以及用银作为过渡层,采用TIG-钎焊方法可以在一定程度上获得满意的接头。电子束焊同样用熔焊-钎焊方法,也采用银作为过渡层,不用开坡口,靠电子束指向角度控制熔合比,可以获得较高质量的接头,力学试验接头在铝侧母材上破坏。电子束焊的优势显而易见,但成本要比TIG焊法高出诸多倍。
2)钢与铜及铜合金组合。钢与铜组合可以直接进行电子束焊,可以不用过渡层,因为没有金属间化合物产生。
3)钢与钛及钛合金组合。在钢与钛及钛合金组合的焊接生产中,应用电子束焊较多。钢与钛及钛合金的真空电子束焊的特点是,可获得窄而深的焊缝,而且热影响区很窄。由于是在真空中焊接,避免了钛在高温下吸收氧、氢、氮而使焊缝金属脆化。在电子束焊的缝焊中有可能生成金属间化合物(TiFe、TiFe2),使接头塑性降低,但由于焊缝比较窄(焊缝宽度和熔深之比为1∶3或1∶20),在工艺上难以控制,能够减少生成或不生成TiFe、TiFe207Cr19Ni11Ti。因此,钢与钛及其合金的电子束焊可以获得质量良好的焊接接头。
钢与钛及钛合金的真空电子束焊之前,必须对钛的表面进行清理,即用不锈钢丝刷或用继续加工端面之后进行酸洗,用水冲洗干净。钢与钛及其合金的电子束焊的焊接参数,可以参考钛及其合金电子束焊的焊接参数。
4)不锈钢与钛及其合金组合。07Cr19Ni11Ti不锈钢与钛及钛合金真空电子束焊时,一般选用Nb和青铜作为中间过渡层,这些中间过渡层可使焊缝不出现金属间化合物,不出现裂纹和其他缺陷,接头强度高且具有一定的塑性。如果不用中间过渡层,将获得塑性低的接头,甚至出现裂纹。这些中间过渡层金属有V+Cu、Cu+Ni、Ag、V+Cu+Ni、Nb和Ta等,但采用中间过渡金属层的焊接工艺比较复杂。
5)不锈钢与钼组合。焊接时使电子束焦点偏离开钼的一侧,以调节和控制钼的加热温度。只要焊接表面加工合适和焊接参数适当,熔化的不锈钢就能很好地浸润固态钼的表面,形成具有一定力学性能的接头。
不锈钢与钼焊接接头的强度与塑性取决于接头形式和焊接参数。不锈钢与钼电子束焊的焊接参数及接头性能见表1-29。试验温度为20℃,电子束偏向12Cr18Ni9Ti不锈钢一侧。在拉伸试验和弯曲试验时,试样断裂位置在钼与焊缝金属之间的界面上。
表1-29 不锈钢与钼组合电子束焊的焊接参数及接头性能(https://www.daowen.com)
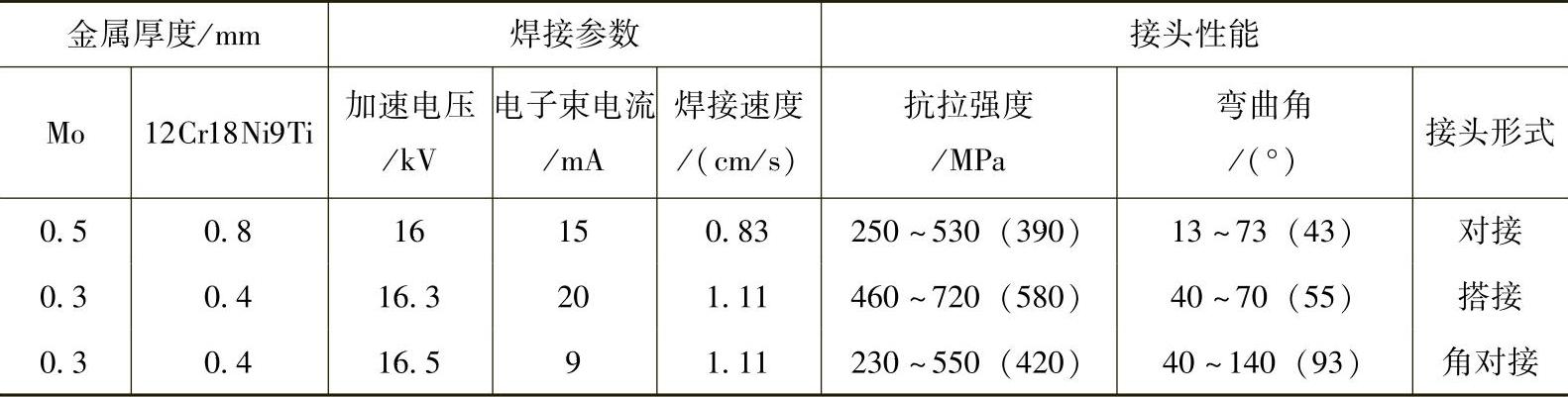
注:括号中的数据为试验平均值。
3.异种金属组合电子束焊的典型焊接工艺
(1)不锈钢与钨组合 不锈钢与钨组合电子束焊时,为了获得满意的焊接接头,必须采取特殊的工艺措施。不锈钢与钨的电子束焊焊接工艺步骤如下:
1)焊前对不锈钢和金属钨进行认真地清理和酸洗。酸洗溶液的成分(质量分数)为:H2SO454%+HNO345%+HF1.0%,酸洗温度为60℃,酸洗时间为30s。酸洗后的母材金属需在水中冲洗并烘干,烘干温度为150℃。
2)焊前再将被焊接头用酒精或丙酮进行脱脂和脱水。将清理好的被焊接头装配、定位,然后放入真空室内,并调整好焊接参数和电子束焊枪。
3)焊接过程中应注意真空室中的真空度,要求真空度在1.33×10-5Pa以上。
4)不锈钢与金属钨真空电子束焊组合的焊接参数:加速电压为17.5kV,电子束电流为70mA,焊接速度为30m/h。
5)焊后取出焊件并缓冷。待焊件冷至常温时,进行焊接接头检验,发现焊接缺陷应及时返修。
(2)异种有色金属组合 一些冶金上不相容的金属可以通过填充另一种与两者皆相容的金属薄片(即中间过渡层)来实现电子束焊,例如填夹镍薄片可以使铜与钢或两种不同的铜焊在一起,填夹铝薄片可以使沸腾钢焊在一起,填夹镍基合金可以使不锈钢与结构钢焊在一起等。
1)铜与铝组合的电子束焊。铜与铝的焊接并带有中间过渡层时,采用电子束焊工艺可以获得优良的焊接接头。中间过渡层可采用厚度为0.7mm的银薄片。
2)锆与铌组合的电子束焊。锆(Zr)主要用于核电站、核潜艇及核动力舰船的核反应堆的某些部件,也可用于制造反应塔、热交换器等,另外锆具有优良的耐酸、碱及其他介质腐蚀的能力,因此也在化工、农药设备中广泛使用。铌(Nb)是重要的合金钢添加剂,广泛用于冶金、化工、电子和航空航天等领域,铌也被作为超导材料广泛使用。
锆与铌的热物理性能不同,锆的热导率比铌的热导率小,焊后产生的变形大,在应力作用下易形成裂纹。锆与铌的焊接性差,要获得满意的焊接接头,必须采取合适的焊接方法和工艺措施。
真空电子束焊用于焊接锆与铌的核潜艇产品部件,可获得良好的结果。推荐的焊接参数为:电子束焊机型号为EZ—6—100,加速电压为60kV,电子束电流为20~75mA,焊接速度为18~20m/h,电子束偏向熔点高的一侧约1~2mm,真空度达到1.33×10-4Pa。采用上述电子束焊工艺可获得接头性能良好的锆与铌的核潜艇部件。
4.异种金属组合的脉冲激光点焊
熔点、沸点相近的异种金属组合,能够形成牢固接头的激光焊参数范围较大。当上片金属A的下表面和下片金属B的上表面同时熔化的温度范围相差不大时(见图1-14a),此温度范围可在A熔—B沸之间进行调整。于是相应的激光参数调整范围也不大。若一种金属的熔点比另一种金属的沸点还高得多(见图1-14b),则这两种金属形成牢固的接头范围就很窄,或者不可能进行焊接。因为,当上片金属A的下表面熔化时,下片金属B的上表面已经蒸发。即使是这样的焊点,还可能有一定的强度,但焊点也只与钎焊性质相近,已不属于熔焊了。在这种情况下,由于生产的需要,还需要采用激光焊时,可采用过渡金属来进行牢固地焊接。例如在密封性微型继电器簧片的焊接中,需将银-镁-镍合金簧片与镀银铁柱(或可伐合金)焊接起来,它们的焊接性较差,这时可采用锌白铜作为过渡材料,先将锌白铜与银-镁-镍合金焊接起来,然后将锌白铜焊在铁柱上。
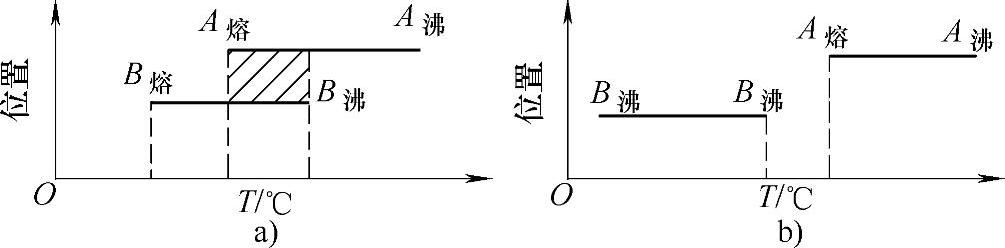
图1-14 两种金属的熔点、沸点示意图
a)两种金属熔点相差不大时 b)当一种金属的熔点比另一种金属的沸点还高时
脉冲激光焊时通常把反射率低、传热系数大、厚度较小的金属选为上片;细丝与薄膜焊接前,可先在丝端熔接直径为丝径2~3倍的球,以增大接触面和便于激光束对准;脉冲激光焊也可用于薄板缝焊,这时焊接速度v=df(1-K)(式中d为焊点直径,f为脉冲频率,系数K,依板厚板0.3~0.9)。
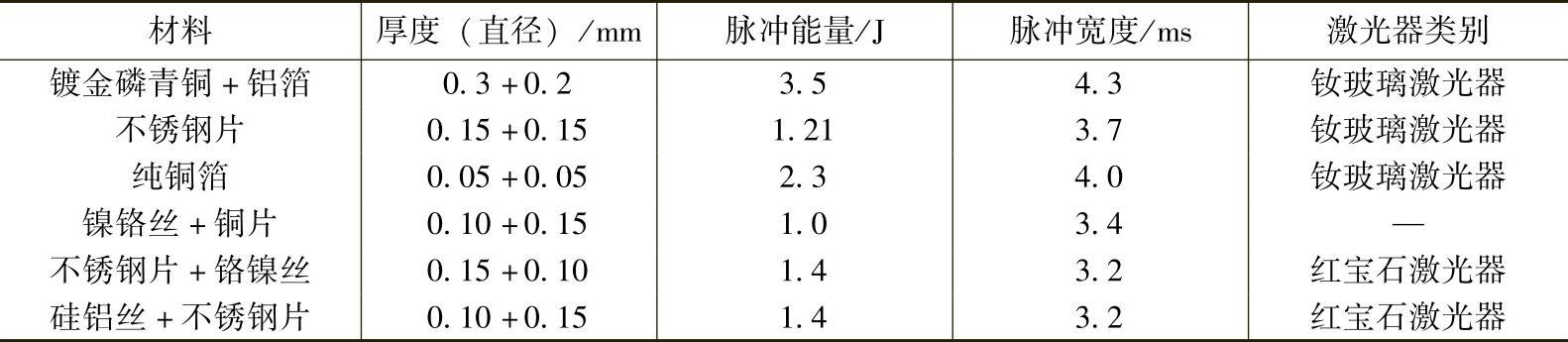
表1-30为各种材料焊件脉冲激光焊时的焊接参数。
表1-30 各种材料焊件脉冲激光焊时的焊接参数
5.异种金属组合的连续激光焊实例
较厚板的异种金属组合连续激光焊,常常采用激光-MIG复合热源焊接方法,有关钢与铝组合的激光-MIG复合焊接将在本书第3章详细讨论。冷轧钢板和高强度锌钢板的拼接长缝激光焊也属于异种金属组合焊接,即碳钢与低合金钢组合的焊接。这种异种薄板拼接激光焊在汽车制造中应用较多。这两种低合金高强度镀锌钢与冷轧钢的化学成分及力学性能见表1-31。
表1-31 高强度镀锌钢与冷轧钢的化学成分及力学性能
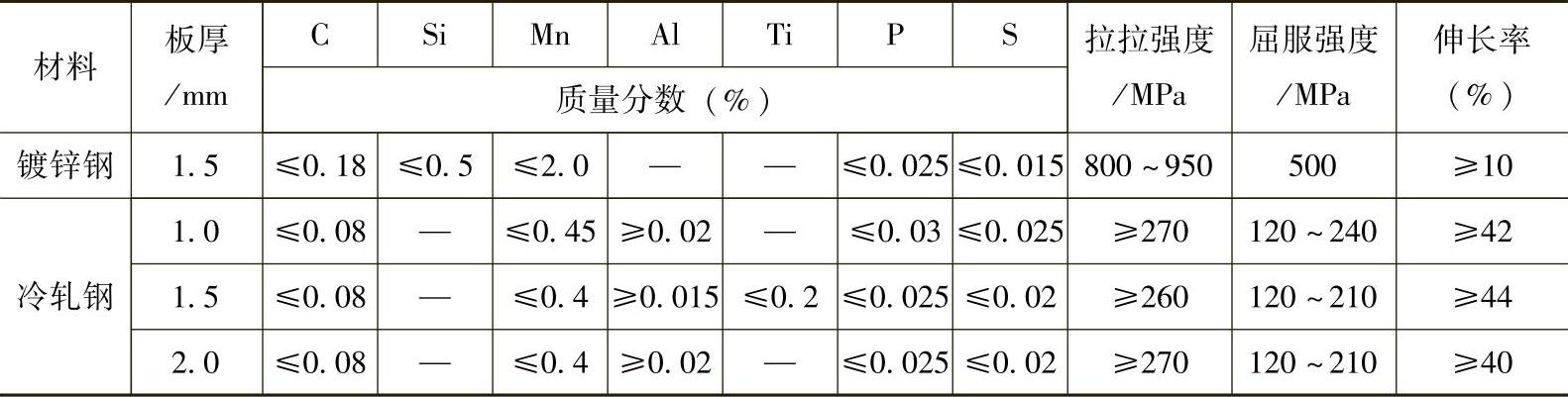
表1-31中镀锌钢板是瑞典的DOGAL—800DP钢,冷轧钢板为国产Q195低碳钢,从化学成分、厚度看,采用传统弧焊方法(如MIG/MAG焊)也可以容易地实现这种异种金属组合的焊接。如果采用激光连续焊则是为了追求高质量、高生产率。激光焊成本高是相对的,焊接产品大批量时则平均成本可能比MIG/MAG焊、CO2焊都低,因为焊接速度快,自动化程度高,质量分散性小。例如低碳钢板(薄板)拼接激光焊速度可达10m/min,投资成本仅为电阻焊的2/3。表1-32是Q195冷轧钢与高强度镀锌钢激光拼焊的焊接参数。
表1-32 Q195冷轧钢与高强度镀锌钢激光拼焊的焊接参数
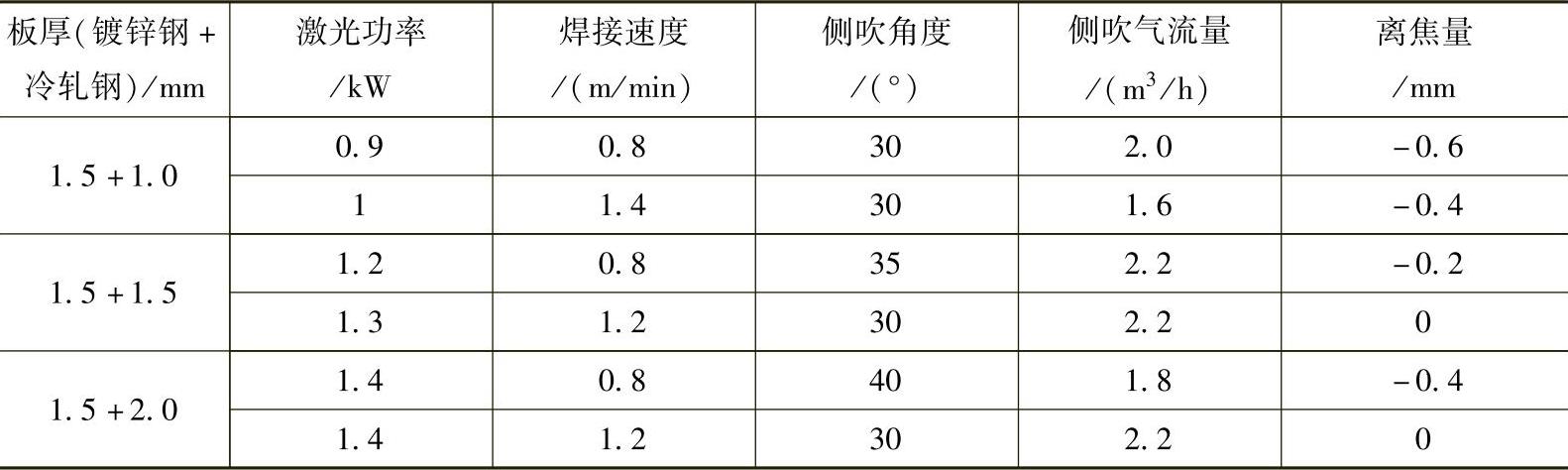
采用PHC—1500型CO2激光器,激光功率1.5kW,波长为1.6μm,聚焦元件是焦距f为127mm的硒化锌透镜,聚焦前的光束直径28mm,焦斑直径约为0.42mm。
焊接接头采用对接,间隙控制在板厚的1/10以内。焊前用丙酮清洗焊接部位。采用自制的焊接夹具固定焊件,两焊件下表面平齐。采用N2作为保护气和等离子体控制气,同轴气流量为3m3/h,侧吹气体通过一个内径为6mm、与焊接平面的夹角在30°左右的圆管供应,气流方向与焊接速度方向相反。激光光束相对试样表面的法线向薄板一侧倾斜5°,试件随工作台移动。
焊后在显微镜下观察,接头熔合区的组织上是贝氏体+低碳马氏体,热影响区的组织是上贝氏体+低碳马氏体+铁素体。由于冷却条件不同,热影响区的晶粒明显比熔合区的晶粒细小。接头的抗拉强度为353MPa,拉伸试验时断裂位置处于冷轧钢一侧,说明接头强度高于冷轧钢母材。